Deformação na impressão 3D – Como corrigi-lo!
Ao começar a imprimir em 3d, principalmente quando compramos uma impressora totalmente montada, as primeiras peças podem ser impressas sem problemas, nos dando a sensação de dominar nossa máquina. Em geral, começamos nossa experiência com pequenos objetos que não causam grandes transtornos. No entanto, mais cedo ou mais tarde vamos querer expandir o horizonte e é aí que começam os problemas. Um dos erros mais comuns é o empenamento, que se evidencia levantando o objeto impresso em um ou vários cantos, fazendo com que em alguns casos ele se desprenda completamente da cama quente e todo o trabalho seja arruinado.
As causas são variadas e dependem, em muitos casos, da calibração de nossa impressora, do material do qual é feito o filamento e da geometria do objeto a ser impresso. O ajuste fino de todas as variáveis nos permitirá superar esse obstáculo e obter peças de alta qualidade.
Então, como podemos evitar a deformação?
Primeiro, identificar suas causas. Em seguida, aplicando a melhor solução para cada caso particular. Como regra principal, a calibração correta da cama aquecida é essencial, por isso indicaremos antes de continuar.
Por que ocorre a distorção?

A deformação ocorre devido a variações de tamanho que ocorrem em todos os materiais em função da temperatura . Quando aquecido, o filamento aumenta seu volume, ou seja, expande-se e ocupa mais espaço. À medida que esfria, esse processo se inverte e o plástico encolhe. Em objetos longos, onde há mais filamento em uma direção do que em sua perpendicular, a contração não é uniforme. O desequilíbrio no processo de encolhimento faz com que uma parte da peça “puxe” mais que o restante, o que faz com que os cantos se enrolem se não houver boa adesão ao leito aquecido.
Neste ponto é necessário esclarecer que o nivelamento do leito é decisivo para evitar empenamento . Se estiver fora de calibração, haverá setores do objeto com pouca ou nenhuma aderência, e é justamente aí que a peça começará a levantar.
Além disso, deve-se verificar se a cama não está deformada, pois em certas ocasiões ela se deforma, o que impossibilita nivelá-la corretamente.
Por outro lado, o material que usamos para imprimir também influencia na deformação. Alguns filamentos expandem e contraem muito mais do que outros, sendo propensos a gerar essa deformação indesejada. O PLA é um dos materiais que gera menos empenamento, por isso é conveniente eliminar completamente este problema usando este filamento, pois, se falharmos no uso do PLA, será completamente impossível começar a usar o ABS ou filamentos mais exigentes.
Outro elemento a ter em conta é a geometria da peça a imprimir. Ângulos agudos são muito propensos a deformações, pois concentram grandes forças de tração em um ponto muito pequeno. Existem maneiras de reduzir a influência da deformação nesses cantos “afiados” por meio de opções no software do laminador ou usando programas de edição 3D. O objetivo é aumentar a superfície de contato com o leito quente, a fim de distribuir melhor as forças pontuais.
Finalmente, fatores externos também influenciam durante a impressão:uma corrente de ar frio pode causar empenamento, mesmo que tenhamos estabelecido os melhores parâmetros de impressão e calibrado nossa máquina em detalhes. Proteger a impressora desses fatores é fundamental para evitar problemas.
Guia sobre como evitar distorções na impressão 3D
Seguindo esta série de etapas, é totalmente possível evitar a deformação. Alguns deles dependem de questões mecânicas, como calibração e limpeza do leito, e outros contam com soluções do programa do laminador. É importante verificar todos eles para garantir a aderência adequada.
1. Use um gabinete de impressora 3D
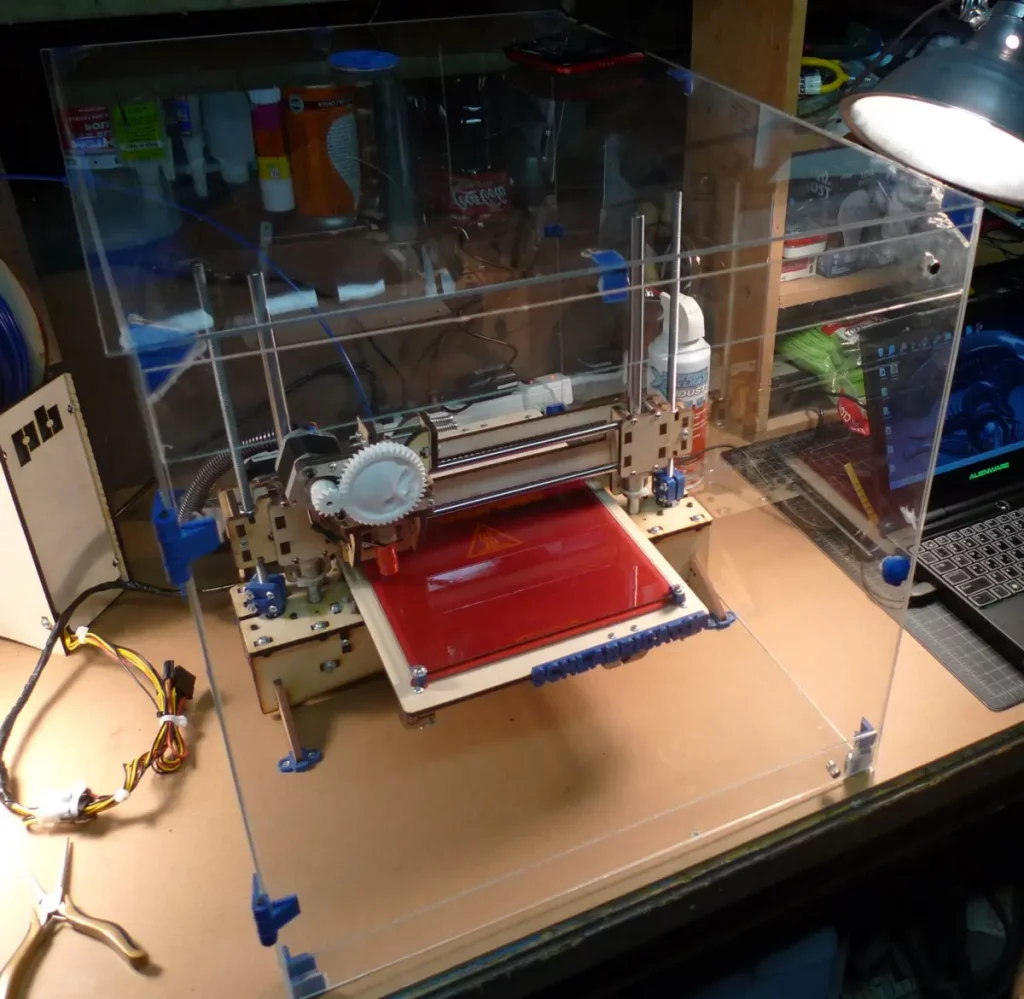
Enquanto algumas impressoras já vêm com tampa, a grande maioria é do tipo aberto. A função desses invólucros é manter o fluxo de temperatura ao redor da peça o mais estável possível durante o processo de impressão. Um choque térmico súbito produz contrações repentinas do filamento, que não compensam a mudança de forma e geram deformação ou delaminação localizada.
A capa não precisa necessariamente ser do tipo profissional, às vezes apenas alguns pedaços grandes de papelão dispostos ao redor da impressora para impedir a entrada de rascunhos. Existem guias de como fazer um deck em casa com itens comuns e baratos, ou eles podem ser comprados montados por um pouco mais de dinheiro.
Escusado será dizer que o uso de ventiladores ou condicionadores de ar é desencorajado em ambientes onde as impressoras 3D são operadas, pois conduzem grandes correntes de ar excessivamente frias e difíceis de neutralizar.
2. Nivele bem a cama

O nivelamento do leito é o passo mais importante, por isso deve ser feito meticulosamente e metodicamente sempre que houver diferença de espessura na primeira camada impressa. Na imagem a seguir você pode ver como é uma cama mal nivelada:
Do lado esquerdo, o bico da impressora está afastado da base, de modo que o fio do filamento sai solto, sem grudar. É de se esperar que a peça falhe nessa área, pois não há nada para segurar o objeto no lugar.
Na área à direita, a cama está muito alta, fazendo com que o bocal fique achatado contra a base. O filamento não pode sair do bocal hotend ou o faz de forma muito forçada. Ao iniciar a segunda camada, o erro se infiltrará e a inconsistência da base produzirá falta de aderência.
Na zona média, a camada é uniforme e homogênea. O filamento se achata adequadamente contra o leito, dando ao objeto uma base firme e promovendo a adesão.
Com que frequência a cama deve ser nivelada?
Não há uma frequência obrigatória na qual devemos realizar essa calibração, mas é conveniente fazê-la com frequência para evitar a desagradável surpresa de empenar no meio de uma impressão de várias horas.
Uma recomendação é verificar a calibração da mesa após 10 impressões, ou pelo menos uma vez por semana realizando um teste de calibração como este:

que imprime uma fina camada de material em diferentes áreas da plataforma de construção. Assim, pode-se verificar qual lado ou canto da cama é mais alto que o restante.
Nível com papel ou medidores de espessura
Uma das maneiras mais rápidas (e mais eficazes) de nivelar sua cama é usar uma folha de papel. A espessura de uma folha que usamos no escritório é ideal para permitir um fluxo correto do filamento.
A técnica consiste em trazer o hotend para a posição 0 do eixo Z, desligando os motores e percorrendo o centro e os 4 cantos da cama enquanto ajusta os parafusos de nivelamento em cada ponto. Ao fazer isso, devemos garantir que a folha de papel deslize entre o bocal e a cama com algum atrito. Pode ser difícil no início atingir o mesmo grau de atrito em todos os pontos, mas repetindo o processo 2 ou 3 vezes o leito estará quase perfeitamente calibrado.
Um detalhe muito importante a se ter em mente:para realizar este procedimento é necessário que tanto a mesa quanto o hotend estejam na temperatura que será utilizada durante a impressão , pois como vimos, os materiais mudam de tamanho quando estão quentes.
Usar um calibrador de folga pode ajudar se você tiver um em casa, mas usar uma folha de papel é suficiente para obter uma calibração adequada.
Considere um sensor de nivelamento automático
Os sistemas de nivelamento automático usam diferentes tipos de sensores para detectar a que distância o hotend está da cama. Ao iniciar um trabalho de impressão, podemos adicionar uma linha ao código G para fazer o nivelamento automático antes de iniciar a impressão. Este processo mede a distância ao leito em vários pontos, criando um "mapa" que é então usado para compensar as diferenças de nível e garantir uma boa primeira camada.
Às vezes, o uso desses sistemas é a única forma de imprimir corretamente, pois algumas bases de impressão tendem a empenar e impossibilitar a tarefa de nivelamento.
3. Limpe a cama após cada uso
Restos acumulados de sujeira, filamentos ou substâncias usadas para melhorar a adesão da primeira camada podem se acumular em áreas da cama e impedir que os objetos grudem firmemente. Para evitar isso, é importante manter sempre a cama limpa , usando álcool ou substâncias que não danifiquem a superfície de trabalho.
4. Aumente a temperatura da cama
Neste estudo, foram experimentadas as temperaturas do leito quente, buscando estabelecer qual é a ideal para obter a melhor aderência. A conclusão menciona que a melhor temperatura é aquela que excede ligeiramente a temperatura de transição do filamento utilizado . Como exemplo, no caso do PLA, sua temperatura de transição é de 60 ºC. De acordo com esta proposta, devemos estabelecer em nosso software uma temperatura entre 60 e 65 ºC.
Temperatura ideal para os filamentos mais comuns:
- PL :60°C
- PETG :80°C
- ABS :105°C
- TPU :Devido à sua composição, recomenda-se não aquecer a base de impressão, pois este filamento gera por si só suficiente adesão.
5. Use colas ou spray de cabelo
Existem vários “remédios caseiros” que são frequentemente recomendados, como o uso de cola em bastão, spray de cabelo ou até mesmo água com açúcar. O objetivo é criar uma substância que melhore a adesão na base de impressão.
Qual é melhor?
Em termos de adesão, o spray fixador costuma dar resultados muito bons aplicados em bases de vidro ou espelho. O problema com eles é que sua apresentação em aerossol espalha o fixador em áreas indesejadas, como ventiladores ou eletrônicos, onde é difícil de limpar.
Uma alternativa muito mais limpa e prática é a cola em bastão. Aplica-se a tempo e é fácil de limpar. Sua desvantagem é o preço e a necessidade de limpar a cama com mais frequência.
6. Desative o cooldown nas camadas iniciais
O cooler de camada ou ventilador de camada , pode gerar um choque térmico muito repentino nas primeiras camadas, tornando a união com a base fraca e acabando por se desprender no meio da estampa.
A maioria dos programas de laminação tem a opção de desabilitar o cooler por algumas camadas ou até mesmo torná-lo gradual à medida que você imprime mais alto.
7. Use uma aba ou jangada
Ambas as opções são muito eficazes, pois aumentam a superfície de contato com o leito aquecido. Quanto mais linhas a saia tiver, melhor será seu efeito, desde que não haja espaço entre ela e o objeto.
A jangada, por sua vez, é especialmente indicada para imprimir pequenos objetos que possuem uma área excessivamente pequena em sua primeira camada.
8. Use fita adesiva de papel
A fita de papel de pintor, especialmente a azul, tem uma rugosidade particularmente adequada para prender peças durante a impressão. Além disso, não é afetado pela temperatura e é reutilizável para várias impressões. Como desvantagem, ao retirar as peças ela pode se soltar ou quebrar, sendo necessário retirá-la e colocar uma nova fita, um processo um tanto trabalhoso.
Qual é a melhor solução?
Uma vez que a cama esteja nivelada corretamente, a combinação de 3 elementos torna a deformação uma coisa do passado:
- Utilização de leito aquecido com temperatura ligeiramente superior à temperatura de transição do material utilizado.
- Aplicação de spray adesivo ou cola em bastão.
- Colocação de uma capa para manter a temperatura estável durante toda a impressão.
Como recomendação pessoal, embora muitas impressoras geralmente tenham uma base magnética flexível que é colocada na mesa aquecida, o vidro é um dos melhores materiais para usar como base . Seu enorme grau de planicidade é garantido e sua dureza significa que não se deforma com o uso. Além disso, é fácil de limpar e barato de substituir. Vai especialmente bem com o spray fixador de cabelo.
Se você está pensando em substituir uma dessas bases especiais que se deteriorou, recomendo experimentar o vidro pelo menos por um tempo.
Problema adicional:separação de camadas
Outro problema que pode surgir ao usar materiais com alta amplitude de expansão-contração é a separação de camadas. Isso acontece quando a adesão à base é boa, mas as condições de estabilidade térmica não são adequadas. O filamento se contrai de forma desigual e algumas camadas "puxam" com mais força do que outras, fazendo com que acabem se separando umas das outras.
Como resolver a separação de camadas:
- Use uma capa :Ao manter a temperatura ao redor do objeto constante, o gradiente térmico é menor e as camadas esfriam uniformemente, contraindo ao mesmo tempo e da mesma maneira.
- Reduzir a altura da linha :Se as camadas forem muito altas, o filamento recém-extrudado não se achatará adequadamente contra a última camada. Reduzir a altura da camada pode ajudar a aumentar a adesão entre as camadas.
- Pré-aqueça a impressora :O gabinete dentro da tampa precisa estar em uma temperatura estável antes de iniciar o trabalho, portanto, é recomendável aumentar a temperatura da cama para o que será usado durante a impressão e aguardar pelo menos 10 minutos.
- Não abra a porta da impressora até que a peça esteja completamente fria: O resfriamento rápido pode causar a separação de camadas mesmo após a conclusão da impressão.
Conclusão
O empenamento é um problema de impressão muito comum entre iniciantes e usuários experientes, especialmente quando se utilizam filamentos que tendem a encolher acentuadamente durante o resfriamento. Consiste em dobrar e levantar as peças em algum canto, e geralmente estragam todo o trabalho. Ela pode ser evitada seguindo um método que começa com o correto nivelamento da base e termina garantindo a firme aderência do objeto e da base ao longo da impressão. O uso de uma capa e a aplicação de algum tipo de cola minimizam o risco de empenamento.
Melhores fatiadores para impressão 3D (pago e gratuito)!
Os melhores aplicativos online para design cad!
impressao 3D
-

Quão pequena uma impressora 3D pode imprimir?
-

Como limpar uma caneta 3D? 3 etapas fáceis para desentupir
- A atualização do firmware Mark One está ativa:Impressão de fibra mais confiável
- 5 razões para automatizar seu planejamento de pós-produção para manufatura aditiva
- Dia Internacional da Mulher na Engenharia
- Impressão 3D de metais preciosos - uma nova abordagem?
- Entrevista:Dominic Parsonson da Fuji Xerox Austrália
- Markforged relembra o DEVELOP3D Live 2016