


Tipos de Cavacos no Corte de Metais [Notas com PDF]
No processo de corte de metais em diferentes formas e tamanhos, há uma perda de material na forma de cavacos. Diferentes processos de corte resultam na produção de diferentes tipos de cavacos. Portanto, neste artigo, mostrarei os vários tipos de cavacos que podem ser encontrados durante a usinagem de diferentes materiais.
O que é cavaco no processo de corte de metal?
Para dar ao metal a forma e o tamanho desejados, o metal extra é removido da superfície do metal usando várias máquinas-ferramentas e técnicas. Esse metal removido e deformado é chamado de Chip.
Antes de nos aprofundarmos no chip, vamos dar uma olhada nas terminologias básicas usadas durante o corte de metal.
Rake face:
É a face da ferramenta de corte utilizada.
Ângulo de inclinação:
- É o ângulo entre a face de saída e a normal à superfície de usinagem.
- Um ângulo de saída mais alto garante um corte melhor e também reduz a força de corte.
- Mas, pode ser aumentado dentro de um limite porque reduz o apoio de metal disponível na inclinação da ferramenta e, assim, reduz a resistência da ponta da ferramenta, bem como a dissipação de calor através da ferramenta.
- Deve ser da ordem de 15 graus e pode ser zero ou negativo quando necessário.
Ângulo de Folga:
- É o ângulo entre a parte inferior da ferramenta (face do flanco) e a superfície usinada.
- O ângulo de folga é fornecido para que a ferramenta não esfregue ou estrague a superfície do metal.
- Aumenta as forças de corte e, portanto, é usado na ordem de 5 a 6 graus.
- Também é chamado de ângulo de alívio.
Formação de fichas:
- Quando a ferramenta entra em contato com a superfície metálica, ocorre a compressão elástica e, em seguida, a compressão plástica da face metálica em contato com a face de saída da ferramenta. Isso desenvolve cisalhamento e, finalmente, começa a ceder ou fratura.
- Finalmente, o metal ou cavaco deformado flui sobre a face da ferramenta e é removido.
- O cavaco será removido e ficará ainda mais deformado devido ao atrito, dependendo das condições de corte.
Tipos de cavacos no corte de metal:
Existem três tipos básicos de cavacos no processo de corte de metal:
- Fichas contínuas
- Fichas descontínuas
- Fichas contínuas com bordas construídas (BUE).
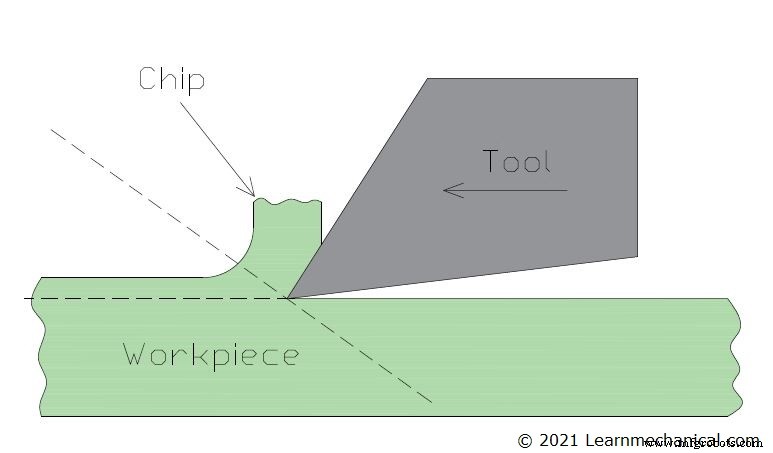
Fichas contínuas nº 1:
Quando os cavacos formados durante a operação de corte são sem intervalos, esses tipos de cavacos são chamados de cavacos contínuos. Esses cavacos são formados quando um material dúctil é cortado, por exemplo, aço.
Razões para a formação de chips Contínuos:
- A velocidade de corte deve ser alta :Para a formação de cavacos metálicos contínuos, é necessário que a velocidade de corte ou velocidade de corte seja alta. Se a velocidade for alta o suficiente, o novo material será cortado antes da quebra do cavaco.
- O ângulo de inclinação deve ser grande :um ângulo de inclinação maior ajudará no fluxo suave de cavacos de metal, criando cavacos de metal contínuos.
- O material deve ser dúctil:A ductilidade de um material é um dos fatores mais importantes na produção de cavacos contínuos. Quanto maior a ductilidade, mais cavacos contínuos serão produzidos.
- O coeficiente de atrito deve ser o mais baixo possível :Se o coeficiente de atrito for alto, haverá uma grande quantidade de calor produzida, o que tornará o material quebradiço e não adequado para a produção de cavacos contínuos.
- Profundidade de corte:A profundidade de corte para a produção de cavacos contínuos deve ser baixa. Se a profundidade de corte for maior, tenderá à quebra dos cavacos. Efeitos de cavacos contínuos e melhor acabamento superficial. Devido à pequena profundidade de corte e alta velocidade de corte, o acabamento superficial obtido é excelente no caso de cavacos contínuos.
- Baixo consumo de energia :Baixo coeficiente de atrito e uso de lubrificante faz com que menos energia seja consumida durante o processo de corte de metal no caso de cavacos contínuos.
- Melhor vida útil da ferramenta: A vida útil da ferramenta de corte aumenta à medida que o material é dúctil, o atrito é menor, e lubrificantes são usados.
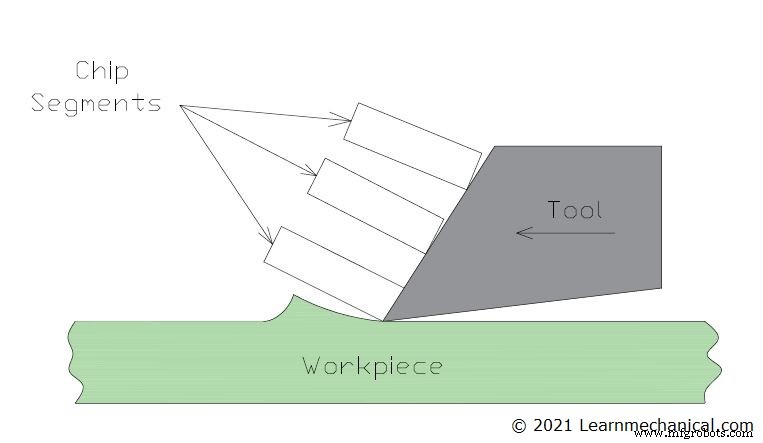
Fichas descontínuas nº 2:
Quando há uma quebra ou fratura de cavacos no processo de corte de metal, esses tipos de cavacos são chamados de cavacos descontínuos. Esses cavacos são formados quando materiais frágeis, como ferro fundido, são cortados.
Razões para a formação de chips descontínuos:
- Baixa velocidade de corte :Uma velocidade de corte baixa faz com que o cavaco se quebre antes que a ferramenta de corte avance. Isso causa a produção de cavacos descontínuos.
- ângulo de inclinação baixo :Um ângulo de inclinação baixo empurra o cavaco para fora em vez de curvá-lo, produzindo cavacos descontínuos.
- Materiais frágeis são usados :Ao contrário dos materiais dúcteis, os materiais frágeis têm a tendência de quebrar devido à formação de cavacos descontínuos.
- Altas forças de atrito :Conforme discutido anteriormente, altas forças de atrito causam geração de calor que faz com que o material se torne quebradiço, resultando na formação de cavacos descontínuos.
- Maior profundidade de corte :À medida que a profundidade de corte aumenta, a espessura do material removido também aumenta. O aumento da espessura do material faz com que ele se quebre, o que resulta na formação de cavacos descontínuos.
Efeitos de chips descontínuos:
- Maior remoção de material :Uma maior quantidade de material é removida na formação de cavacos descontínuos, isso ajuda quando há uma grande diferença de tamanho entre a peça e a dimensão necessária.
- Aumento da vida útil da ferramenta em baixa velocidade: baixo ângulo de saída ajuda a aumentar a vida útil da ferramenta em baixas velocidades.
- Os chips são convenientes para descartar: Os cavacos descontínuos são fáceis de manusear e descartar, devido ao tamanho pequeno e podem ser facilmente enchidos em algum recipiente para descarte ou reciclagem.
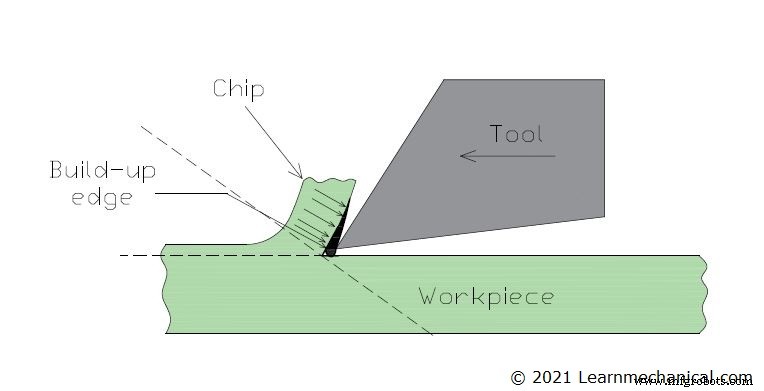
Chip Contínuo nº 3 com Borda Construída (BUE):
Este é o tipo de cavaco contínuo formado quando o atrito entre a ferramenta e a peça é muito alto. Devido ao alto atrito e temperatura, uma quantidade muito pequena de material é soldada no cavaco.
Motivos para a formação da BUE:
- Alta temperatura :A principal razão para a formação de uma aresta postiça é devido ao excesso de temperatura. Por causa da temperatura muito alta (mais do que o ponto de fusão do metal), alguma quantidade de metal é soldada, causando acúmulo no chip. Os demais motivos são responsáveis pela alta temperatura.
- Atrito muito alto :O principal motivo do aumento da temperatura em relação à ferramenta e à peça é devido ao alto atrito, que por sua vez se torna o principal responsável pela formação da aresta postiça.
- Líquido refrigerante insuficiente: Outro fator que é responsável pelo aumento da temperatura é o uso insuficiente de refrigerante. O refrigerante usado geralmente é uma mistura de óleo e água.
- Tipo de material: Para a formação de um cavaco contínuo é necessário que o material seja dúctil. Assim, em material dúctil, há a formação de uma aresta postiça.
- Pequeno ângulo de inclinação: O pequeno ângulo de inclinação é um dos fatores devido ao qual há uma formação de aresta postiça. Isso ocorre porque é necessário para a formação de cavacos contínuos.
Efeitos de cavacos contínuos com bordas postiças:
- Aumento da vida útil da ferramenta :A vida útil da ferramenta é aumentada porque o cavaco formado protege a ferramenta das altas temperaturas, aumentando assim a vida útil da ferramenta.
- Acabamento de superfície áspera :Há uma formação de superfície áspera devido à presença de incrustações na superfície de trabalho.
- Aumento do consumo de energia: Devido ao pequeno ângulo de inclinação e grande profundidade de corte, o consumo de energia é aumentado.
Resumo:
No processo de corte de metal, três tipos de cavacos são formados. A formação de cavacos contínuos proporciona um excelente acabamento superficial que tem um impacto positivo na peça de trabalho.
A formação de cavacos descontínuos tem impactos positivos e negativos na peça. A formação do cavaco contínuo com arestas postiças tem um impacto principalmente negativo na peça de trabalho.
Processo de lapidação:Definição, Princípio de funcionamento, Tipos, Material, Vantagens, Aplicação [Notas com PDF]
Ângulo de inclinação:definição, importância e tipos (positivo, negativo, zero) [Notas com PDF]
Tecnologia industrial
- Steinerz é uma pequena cidade de corte e fabricação de metais com grandes capacidades ISO
- O que é estampagem? - Tipos, operação e aplicação
- O que é Casting?- Definição| Tipos de Fundição
- O que é formação de cavacos? - Tipos de cavacos no corte de metais
- O que é Chapeamento de Metal? - Definição, Tipos e Benefícios
- Tipos de ligas metálicas
- O que é formação de cavacos? - Tipos de cavacos no corte de metais
- Diferentes tipos de cavacos no corte de metais
- Diferentes tipos de operações de chapa metálica com diagrama
- O corte de metal faz fabricação de metal?