


Trabalhando com tolerâncias de chapa metálica
Ao escolher um fabricante para suas peças de chapa metálica, o termo tolerância muitas vezes surge. Todo mundo quer que suas peças sejam réplicas exatas de seus modelos, mas, na verdade, sempre deve haver algum espaço de manobra na definição de perfeição. Essa variação é o que todos chamamos de tolerância. Mesmo que o termo seja usado o tempo todo, a realidade das tolerâncias de fabricação pode ficar bastante complicada dependendo do processo em questão. Este post irá comparar os processos de usinagem, impressão 3D e chapas metálicas e como eles afetam as tolerâncias alcançáveis.
Fabricação de chapas metálicas x usinagem x impressão 3D
A usinagem e a impressão 3D são métodos de fabricação altamente precisos, removendo ou adicionando (respectivamente) material com precisão para produzir uma geometria final. A chapa metálica é um método de fabricação um pouco menos preciso que depende do corte, dobra e alongamento de chapas finas de metal para produzir uma geometria final. As tolerâncias mais frouxas alcançadas pelo método de chapa metálica são um produto dos processos altamente variáveis usados para obter uma geometria.
A usinagem fornece o quadro de referência mais compreendido para as tolerâncias de fabricação. Muitas vezes vemos blocos de tolerância de usinagem em impressões de chapa metálica, como esta à direita.
Na escola de engenharia, eles ensinam que ±0,005 pol. (0,127 mm) para três algarismos significativos é a tolerância da linha de base. Isso é possível porque há uma máquina criando recursos independentemente dos recursos já criados. Não importa se você fez um furo em um lugar, a próxima posição e tamanho do furo serão determinados exclusivamente pela máquina que faz o corte.
A impressão 3D também é um método de fabricação preciso, embora o nível real de precisão seja determinado pelos materiais e processos utilizados. Lembre-se de que, como a usinagem, a impressão 3D cria recursos em uma peça, independentemente dos recursos que vieram antes dela. Ele continuará adicionando material aos locais necessários e mantendo um alto nível de precisão (supondo que seu projeto suporte adequadamente a peça durante a fabricação). Aqui na Protolabs, as tolerâncias de impressão 3D variam de ± 0,002 pol. a ± 0,012 pol. (± 0,051 mm a 0,305 mm).
| Salvo indicação em contrário: | |
| .XX | ±0,01 |
| .XXX | ±0,005 |
| .XXXX | ±0,0005 |
| Ângulos | ± 0,5* |
De certo modo, as chapas de metal caminham entre a manufatura e os produtos artesanais. Dobramos e esticamos o material para obter uma geometria final. Não estamos adicionando e removendo metal com uma única máquina altamente precisa. De fato, a fabricação de chapas metálicas requer quase uma dezena de máquinas, dependendo das características exigidas. Mesmo a peça conformada mais básica requer uma máquina de corte e uma dobradeira, cada uma com suas próprias tolerâncias e limitações.
Tolerâncias de chapa metálica do Protolabs
Dividimos as tolerâncias em duas categorias.
- Tolerâncias em uma superfície
- Tolerâncias em várias superfícies
As tolerâncias em uma superfície são muito mais rígidas do que em várias superfícies. Ao olhar para uma única superfície, a maioria dos recursos é criada usando uma máquina, um laser ou punção. Assim como a usinagem e a impressão 3D, isso nos permite manter tolerâncias mais rígidas. É quando introduzimos dobras na geometria que as coisas ficam um pouco menos claras.
Tolerâncias em uma superfície
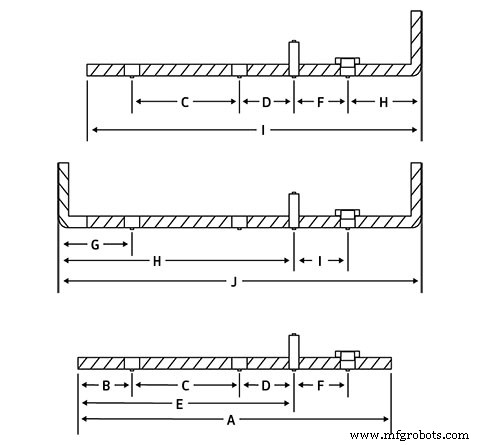
Consulte a tabela abaixo para tolerâncias padrão para cada seção marcada da peça.
| Recurso | Referência | Tolerância +/- |
| De ponta a ponta | UMA | 0,005 pol. (0,13 mm) |
| De ponta a ponta | B | 0,005 pol. (0,13 mm) |
| Buraco a Buraco | C | 0,005 pol. (0,13 mm) |
| Furo para Hardware* | D | 0,010 pol. (0,25 mm) |
| Borda para Hardware* | E | 0,010 pol. (0,25 mm) |
| Hardware para Hardware* | F | 0,015 pol. (0,38 mm) |
| Dobrar para o buraco | G | 0,015 pol. (0,38 mm) |
| Dobrar para hardware * | H | 0,015 pol. (0,38 mm) |
| Dobrar até a borda | EU | 0,010 pol. (0,25 mm) |
| Dobrar a Dobrar | J | 0,015 pol. (0,38 mm) |
* O hardware é considerado pinos, porcas, espaçadores ou outro produto de fixação automática.
Tolerâncias em várias superfícies
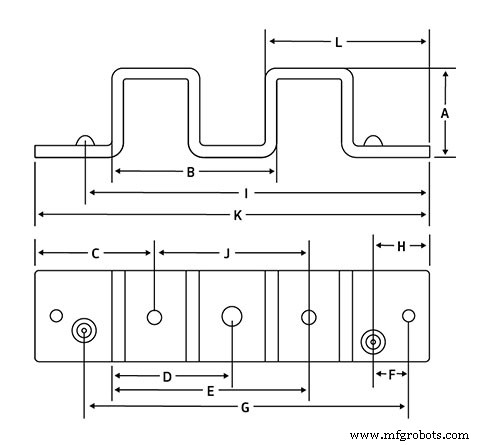
Consulte a tabela abaixo para tolerâncias padrão para cada seção marcada da peça.
Recurso | Referência | Tolerância +/- |
| Dobrar a Dobrar | UMA | 0,015 pol. (0,38 mm) |
| Dobrar a Dobrar | B | 0,030 pol. (0,76 mm)* |
| De ponta a ponta | C | 0,015 pol. (0,38 mm) |
| Dobrar para o buraco | D | 0,030 pol. (0,76 mm)* |
| Dobrar para o buraco | E | 0,030 pol. (0,76 mm)* |
| Furo para Recurso Formado | F | 0,010 pol. (0,25 mm) |
| Furo para Recurso Formado | G | 0,030 pol. (0,76 mm)* |
| Borda para Recurso Formado | H | 0,010 pol. (0,25 mm) |
| Borda para Recurso Formado | EU | 0,030 pol. (0,76 mm) |
| Buraco a Buraco | J | 0,020 pol. (50 mm)* |
| De ponta a ponta | k | 0,030 (0,76 mm) * |
| Borda para dobrar | eu | 0,030 (0,76 mm) * |
* Não cumulativo.
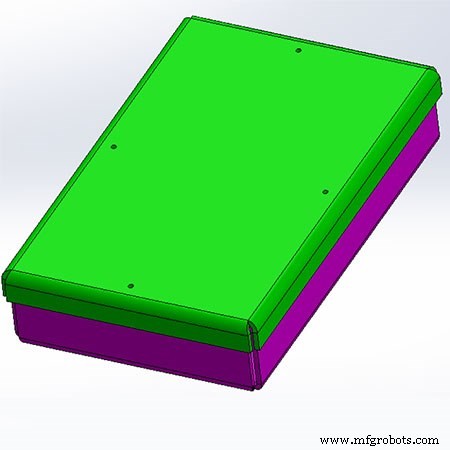 Uma caixa de chapa metálica com uma tampa básica pode parecer simples no design, mas há nuances a serem consideradas para garantir uma ajuste adequado.
Uma caixa de chapa metálica com uma tampa básica pode parecer simples no design, mas há nuances a serem consideradas para garantir uma ajuste adequado. A luta de empilhamento
Vamos usar esta caixa e tampa como um estudo de caso de tolerâncias de chapa metálica. Isso nos permitirá analisar as implicações da fabricação de chapas metálicas nas tolerâncias alcançáveis. Esta montagem está enganando em sua simplicidade. À medida que nos aprofundamos no design, observe as nuances envolvidas no design de boas peças de chapa metálica.
Primeiro, dê uma olhada na tampa verde. Esta peça tem quatro flanges formados a partir da seção central. Esta seção central tem quatro orifícios usados para montar a tampa na caixa rosa abaixo dela. Esses quatro orifícios são cortados por um laser e sua posição e tamanho são rigidamente controlados por um processo controlado por computador. Esses orifícios serão localizados com precisão e livres do impacto do ângulo de dobra circundante e das tolerâncias lineares.
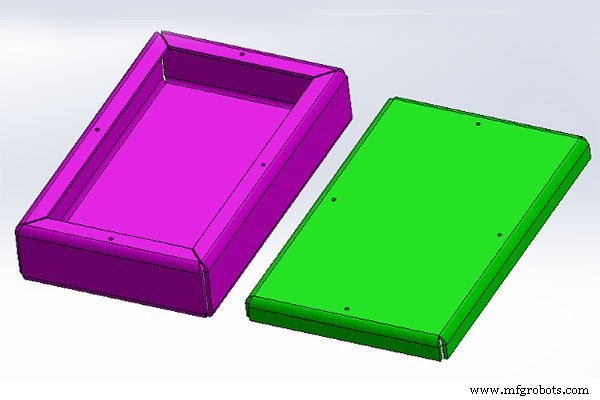 Com a tampa de chapa metálica removida, são revelados recursos adicionais que ajudam a criar uma caixa bem projetada com tampa.
Com a tampa de chapa metálica removida, são revelados recursos adicionais que ajudam a criar uma caixa bem projetada com tampa. A situação é um pouco diferente para os buracos em nossa caixa rosa. Ao contrário dos orifícios da tampa, que estão todos na mesma superfície, os orifícios da caixa estão em quatro superfícies diferentes, cada uma separada por quatro dobras. Cruzar as quatro dobras, medindo furo a furo, nos dá uma tolerância linear de ±0,030 pol. (±0,762 mm) e uma tolerância angular de empilhamento de 1° por dobra. Isso significa que a localização desses orifícios não é tão rigidamente controlada quanto na tampa. É fundamental ter isso em mente ao projetar componentes de chapa metálica.
Então, o que você pode fazer para superar isso? Você pode abrir os orifícios na tampa para permitir o desalinhamento dos orifícios de montagem ou usar um hardware flutuante na caixa que permita o desalinhamento entre a tampa e a caixa. Combine as duas abordagens e você efetivamente banalizou as tolerâncias de empilhamento vistas na caixa. Você acaba com uma montagem funcional que combina de forma confiável e vai impressionar seu cliente com sua proeza de design de chapa metálica.
Resumos de tolerância
Fabricamos componentes de chapa metálica de precisão. No entanto, a precisão não é a mesma em todos os métodos de fabricação. Um projetista não pode esperar manter tolerâncias de usinagem em sua peça de chapa metálica. Se você entender isso e for cuidadoso sobre as diretrizes de design e sua abordagem para chapas metálicas, você também poderá obter grandes resultados com suas peças.
Evitando designs ruins e assustadores:12 coisas que você não deve fazer
Orientação da peça para impressão 3D:como ela afeta a resistência, a precisão e o acabamento da superfície
Tecnologia industrial
- Para dobrar chapa metálica com uma prensa de freio
- Quais são os benefícios de trabalhar com um fabricante de metal local?
- Processo de conformação de chapas metálicas
- Dobragem de chapa metálica
- Técnicas de fabricação de chapas metálicas
- Custo-benefício da perfuração de chapas metálicas
- O que é perfuração de chapa metálica?
- Uma visão geral de chapas finas de metal
- O que é endireitar chapas metálicas?
- Diferentes tipos de operações de chapa metálica com diagrama