


23 Unidade 6:Controle de Haas
OBJETIVO
Após concluir esta unidade, você deverá ser capaz de:
- Identifique o Controle Haas.
- Identifique o teclado.
- Descreva o procedimento Iniciar/Home Machine.
- Descreva o procedimento de substituição de porta.
- Descreva o procedimento de Carregar Ferramentas.
- Descreva o deslocamento do comprimento da ferramenta (TLO) para cada ferramenta.
- Verifique o deslocamento do zero peça (XY) usando MDI.
- Descreva o deslocamento da ferramenta de configuração.
- Verifique o deslocamento do comprimento da ferramenta usando MDI.
- Descreva o procedimento de carregamento do programa CNC.
- Descreva o procedimento para salvar o programa CNC.
- Explicar como executar o programa CNC.
- Descreva o uso da compensação do diâmetro da fresa.
- Descreva o programa de desligamento.
Controle da Haas
O controle Haas é mostrado nas Figuras 18 e 19. Familiarize-se com a localização dos botões e controles. Instruções detalhadas nas páginas a seguir mostram como operar o controle.

Figura 1. Haas CNC Mill Control Haas Keyboard
Teclado
As teclas do teclado são agrupadas nestas áreas funcionais:
1. Teclas de Função
2. Teclas do Cursor
3. Teclas de exibição
4. Teclas de modo
5. Teclas Numéricas
6. Teclas Alfa
7. Teclas de jog
8. Chaves de substituição
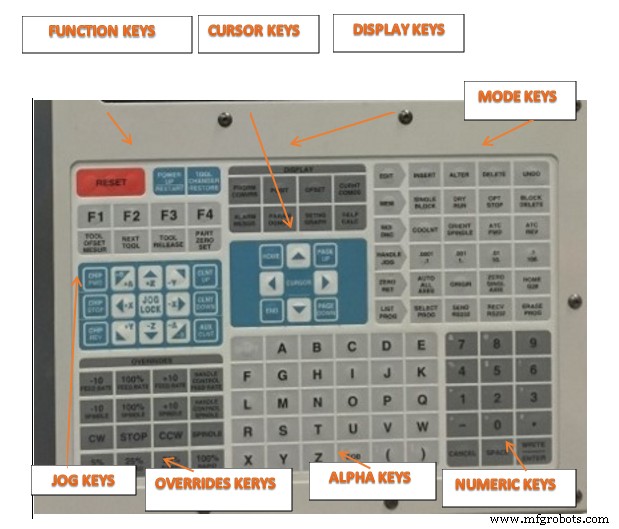
Figura 2. Botões de controle Haas CNC/teclas do teclado
Iniciar/Home Machine
Lista de verificação:
1. Área de trabalho:Certifique-se de que a área de trabalho esteja limpa
2. Disjuntor principal:ligue
3. Suprimento de ar:ligue o ar para corrigir a pressão (pelo menos 70 PSI para que o trocador de ferramentas funcione)
4. LIGAR:Pressione o botão verde
5. Certifique-se de que a Parada de Emergência não seja acionada. Se estiver, gire o botão vermelho para a direita para liberar.
6. Aguarde até que a mensagem 102 SERVOS OFF apareça antes de continuar.
7. REINICIAR
8. Reinicialização ao ligar
9. Certifique-se de que as portas estejam fechadas e a área de trabalho esteja livre.
10. Permita que todos os eixos da máquina voltem para casa antes de continuar
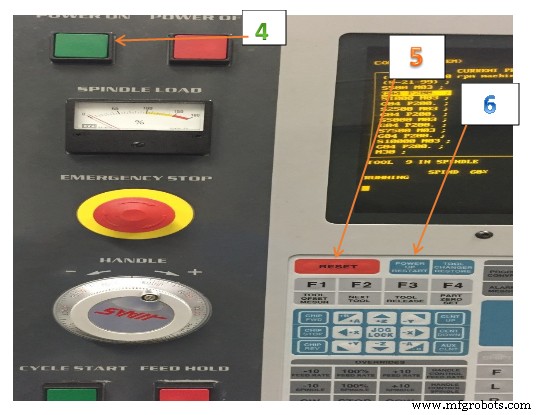
Figura 3. Iniciar/Home Machine
Anulação de porta
1. Mem:Selecione e pressione Mem.
2. Gráfico de configuração:Selecione e pressione Gráfico de configuração
3. Digite 51
4. Cursor:Pressione a tecla de seta para baixo e depois a tecla de seta para a direita para desligar
5. Write/Enter:Selecione e pressione Write/Enter
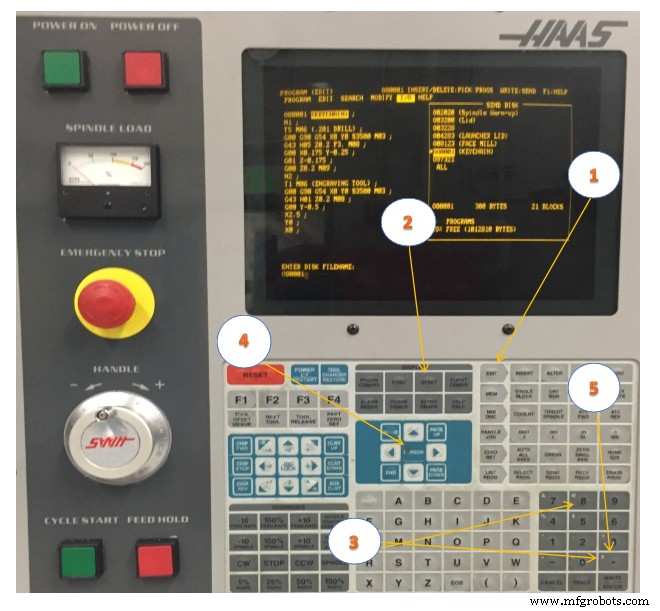
Figura 4. Substituição da porta
Carregar ferramentas
Lista de verificação:
1. Tecla MDI/DNC:Pressione o botão MDI/DNC.
2. Número da ferramenta:
- Por exemplo, para posicionar o trocador de ferramentas em T1,
- Pressione os botões T e, em seguida, 1.
3. ATC FWD:Pressione o botão ATC FWD.
- O carrossel de ferramentas será indexado na posição T1.
4. Posicione a ferramenta no eixo
- Não agarre pelas ranhuras de corte da ferramenta!
- Certifique-se de que o cone da ferramenta esteja limpo.
- Segure o porta-ferramentas abaixo do flange em V para evitar beliscar.
- Empurre a ferramenta no eixo.
- Certifique-se de que os “cães” no fuso estejam alinhados com os slots no porta-ferramentas.
5. Liberação da Ferramenta:Pressione o botão Liberação da Ferramenta
- A máquina soprará ar através do eixo para limpar os detritos.
- Empurre suavemente a ferramenta para cima e solte o botão de liberação da ferramenta.
- Certifique-se de que a ferramenta esteja seguramente presa pelo eixo antes de soltá-la.
6. Repita os passos 2-5 até que todas as ferramentas estejam carregadas.
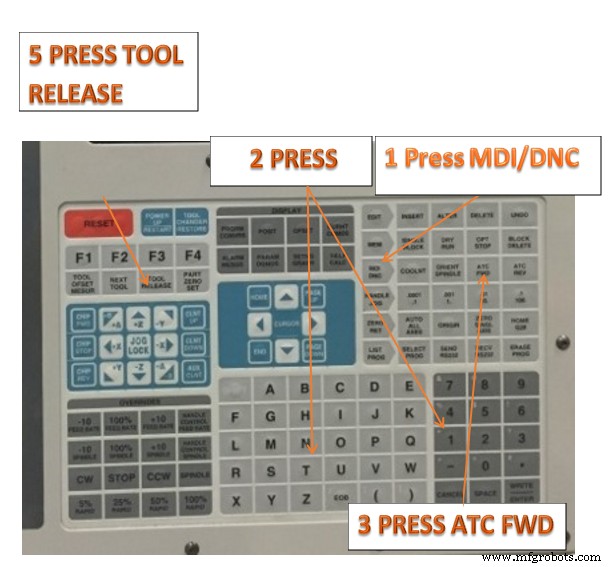
Figura 5. Carregar ferramentas
Definindo compensações
Para usinar uma peça com precisão, a usina precisa saber onde a peça está localizada na mesa
e a distância da ponta das ferramentas até o topo da peça (deslocamento da ferramenta da casa
posição).
Para inserir manualmente os deslocamentos:
1. Escolha uma das páginas de deslocamento.
2. Mova o cursor para a coluna desejada.
3. Digite o valor de deslocamento que deseja usar.
4. Pressione (ENTER) ou (F1). O valor é inserido na coluna.
5. Insira um valor positivo ou negativo e pressione (ENTER) para adicionar o valor inserido ao número na coluna selecionada; pressione (F1) para substituir o número na coluna.
Modo Jog
O modo Jog permite que você mova os eixos da máquina para um local desejado. Antes de poder deslocar um eixo,
a máquina deve estabelecer sua posição inicial. O controle faz isso na inicialização da máquina.
Para entrar no modo jog:
1. Pressione (MANDLE JOG).
2. Pressione o eixo desejado (+X, -X, +Y,-Y, +Z, -Z).
3. Existem diferentes velocidades de incremento que podem ser usadas no modo jog; eles são (0,0001), (0,001), (0,01) e (0,1). Cada clique do manípulo de jog move o eixo na distância definida pela taxa de jog atual. Você também pode usar um Remote Jog Handle (RJH) opcional para deslocar os eixos.
4. Pressione e segure os botões de manivela ou use o controle de manivela para mover o eixo.
Definir o deslocamento do comprimento da ferramenta (TLO)
Lista de verificação:
1. Modo Handle Jog:Selecione o botão Handle Jog.
- Isso configura a máquina para ser controlada pelo volante.
2. Incremento de Jog:0,01
- Isso define o incremento do trabalho para que cada clique do volante mova a ferramenta 0,01 polegadas na direção do movimento.
3. Direção Jog:Pressione o botão Z
- Isso define a ferramenta para se mover em Z quando a alavanca de deslocamento é movida.
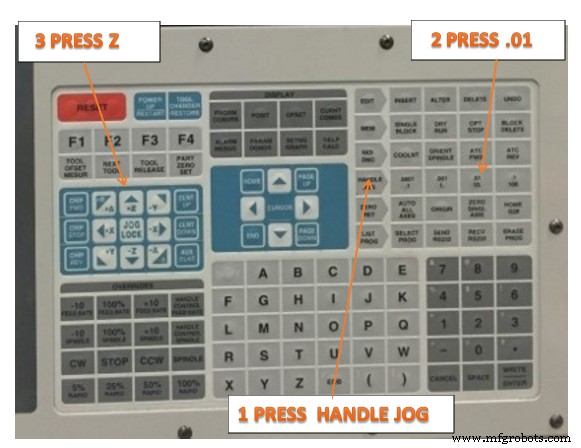
Figura 6. TLO
4. Deslocamentos:Selecione e pressione Deslocamento
- A página de deslocamento da ferramenta é exibida.
5. Setas do Cursor:Alinhar para a ferramenta ativa
- Use as teclas de cursor Up-Dn (se necessário) para mover a barra destacada na exibição gráfica sobre os valores de deslocamento da ferramenta ativa no momento.
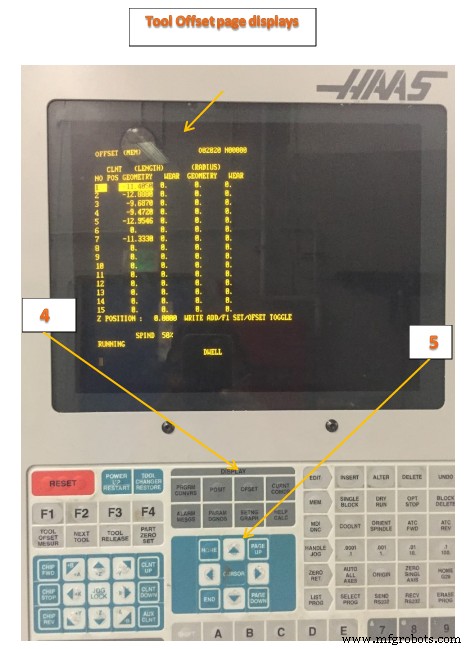
Figura 7. Deslocamento
6. Use o bloco 1-2-3 para definir o comprimento da ferramenta
- A ferramenta de deslocamento está abaixo do bloco superior.
- Aplique uma leve pressão para bloquear a ferramenta. Use a Jog Wheel para levantar a ferramenta até que o bloco deslize por baixo dela.
- Mova o bloco para fora do caminho e, em seguida, mova a ferramenta de volta para baixo 0,01 polegadas abaixo do topo do bloco.
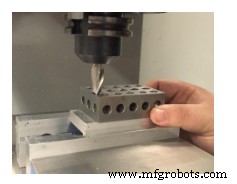
Figura 8
7. Incremento de Jog:0,001
- Reduza o incremento de deslocamento e use a alça de deslocamento para elevar a ferramenta em incrementos de 0,001 até que ela deslize novamente sob o bloco.
8. Medição de Deslocamento da Ferramenta:Selecione e pressione Medição de Deslocamento da Ferramenta
- Isso faz com que o controle insira a posição atual da ferramenta no registro de compensação de comprimento.
- Certifique-se de que o número do comprimento da ferramenta seja atualizado antes de continuar.
9. Próxima Ferramenta:Selecione e pressione Próxima Ferramenta
- Isso faz com que a ferramenta atual seja guardada e a próxima ferramenta seja carregada.
- Repita as etapas de 1 a 9 até que todas as ferramentas estejam configuradas.
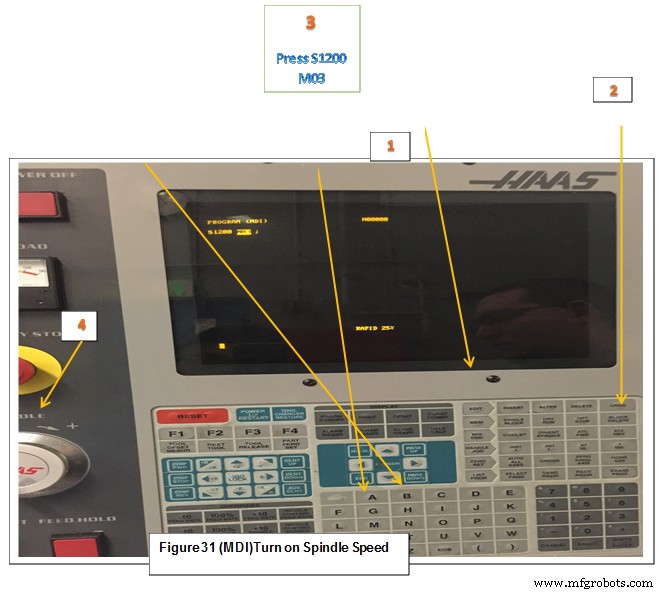
Figura 9. Página de exibição de deslocamento
OBSERVAÇÃO:
A configuração de ferramentas requer movimentar manualmente a máquina com as mãos no envelope de trabalho da máquina. Tenha muito cuidado e observe as seguintes regras:
• O fuso deve estar desligado.
• Nunca coloque a mão entre a ferramenta e a peça de trabalho.
• Certifique-se de que o eixo correto e o incremento do jog sejam definidos antes do jogging.
• Mova a alça lenta e deliberadamente. Mantenha sempre os olhos nas mãos e na posição da ferramenta.
• Nunca permita que outra pessoa opere o controle quando sua mão estiver na área de trabalho.
Como acessar o MDI
O modo de entrada manual de dados (MDI) é um dos modos em que sua máquina CNC pode operar. um programa de código G inteiro quando uma linha ou duas serão suficientes. O MDI oferece muito poder enquanto requer muito pouco aprendizado. Você pode até usar comandos MDI para usinar sua peça. Com o MDI, o CNC pode ser rápido e sujo como a usinagem manual.
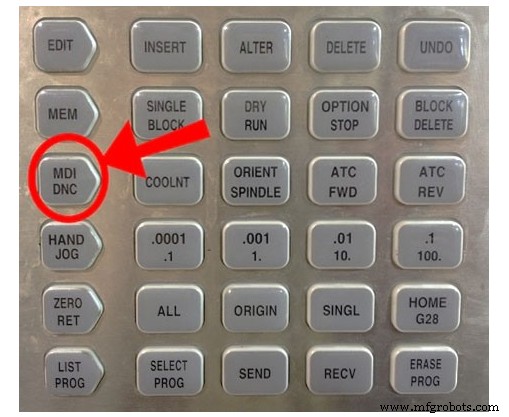
Figura 10. MDI
Pressione a tecla MDI em seu painel de controle CNC para ir para o modo MDI.
Por exemplo:
Pressione MDI/DNC
Erase Prog:Selecione e pressione (para limpar qualquer comando)
Insira S1200 M03 (Velocidade do fuso 1200 RPM, em CW)
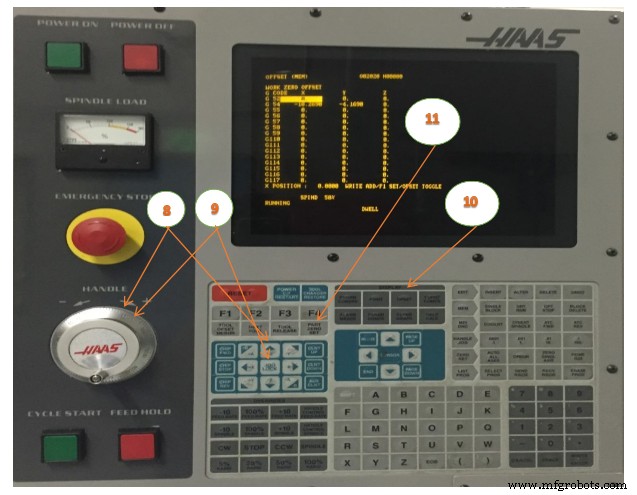
Configurando o deslocamento parcial zero XY (usando o localizador de borda)
Lista de verificação:
1. Tecla MDI/DNC:Selecione e pressione MDI/DNC
2. Erase Prog:Selecione e pressione Erase Prog para limpar qualquer comando
3. Ligue a velocidade do fuso:S1200
- Pressione S1200 M03(Input):Selecione:Write/Enter
4. Início do Ciclo:Selecione
- O fuso iniciará em CW a 1200 RPM
Figura 11. Ative a velocidade do fuso (MDI)
5. Handle Jog:Selecione Handle Jog e Incremento de Jog:.01
6. Manivela:Conforme Necessário
- Selecione a direção de deslocamento e use a alça conforme necessário para colocar a caneta do localizador de arestas ao lado da aresta da parte esquerda.

7. Incremento de Jog:0,001
- Mova o localizador de borda lentamente até que ele saia do centro, conforme mostrado abaixo.
- Isso posiciona o centro do eixo exatamente 0,100 da borda da peça
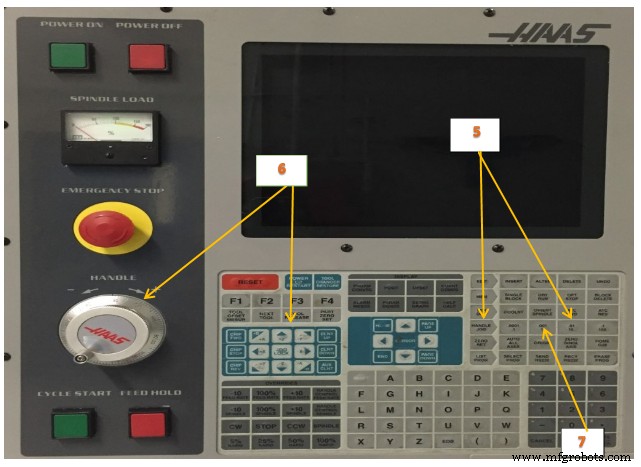

Figura 12. Pouco antes de tropeçar Figura 13. Logo após tropeçar
8 . Manivela de Jog:Retrair em Z 
• Jog direto para cima em Z até que o localizador de borda esteja acima da parte e o manípulo de jog leia zero no mostrador.
9. Manivela de Jog:Defina a direção de jog para +X e gire a manivela uma volta completa no sentido horário. 
Como o controle está no modo de incremento de 0,001, girar o dial exatamente uma volta completa coloca o centro do eixo diretamente sobre a borda da parte esquerda.
10. Página Offset:Selecione e pressione 
• Selecione o botão Offset e os botões PgUp/PgDn até que a página Work Zero Offset apareça. Use as teclas de seta para destacar G54 (ou qualquer deslocamento de fixação a ser definido).
11. Part Zero Set:Pressione Part Zero Set
• Isso define o valor G54 X para a posição atual do fuso.
12. Parada do fuso:Pressione a parada do fuso
13. Para configurar o eixo Y, repita as etapas 6-11
Usando o MDI para verificar o deslocamento do zero da peça
1. Tecla MDI/DNC:Selecione e pressione MDI/DNC
2. Erase Prog:Selecione e pressione (para limpar qualquer comando)
3. Digite G00 G90 G54 X0 Y0
4. Inserir:Selecione e pressione Inserir
5. Cycle Start:Selecione e pressione Cycle Start
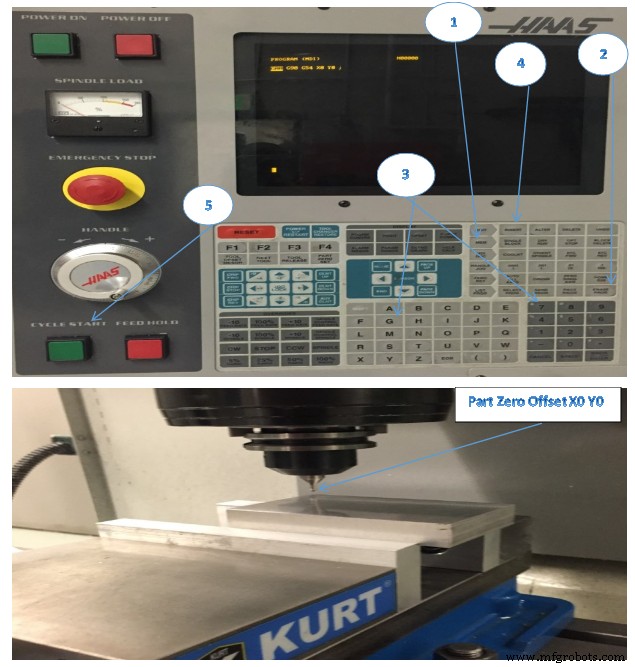
Deslocamento Part Zero X0 Y0 (MDI)
- Para deslocar o ponto de referência para a DIREITA em relação ao operador da máquina, ADICIONE um valor de deslocamento ao valor X de deslocamento. Por exemplo, para deslocar X+.1, insira .1 WRITE/ENTER.
- Para deslocar o ponto de referência MAIS PERTO do operador da máquina, SUBTRAIA um valor de deslocamento do valor Y de deslocamento. Por exemplo, para mudar Y-.1, insira -.1 WRITE/ENTER
Configurando o deslocamento parcial zero XY (usando o ponteiro mecânico)
Para usinar uma peça, a usina precisa saber onde a peça está localizada
a mesa. Você pode usar um localizador de bordas, uma sonda eletrônica ou muitas outras ferramentas e
métodos para estabelecer a parte zero. Para definir o deslocamento do ponto zero peça com um ponteiro mecânico:
1. Coloque o material (1) na morsa e aperte.
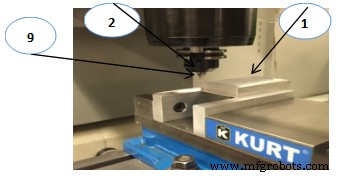
Figura 14. Configurando Part Zero XY (usando ponteiro mecânico )
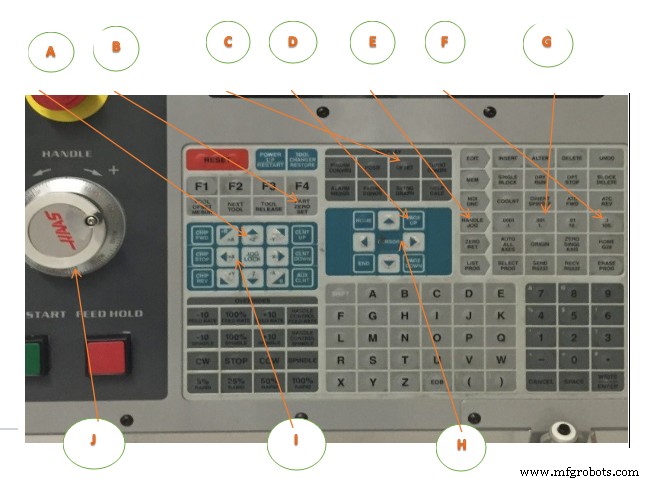
2. Carregue uma ferramenta de ponteiro (2) no fuso.
3. Pressione (MANDLE JOG) (E).
4. Pressione (.1/100.) (F) (O moinho se moverá em um
velocidade quando o manípulo é girado).
5. Pressione (+Z) (A).
6. Manuseie o deslocamento (J) do eixo Z aproximadamente 1″ acima da peça.
7. Pressione (.001/1.) (G) (A fresadora se moverá em baixa velocidade quando o manípulo for girado).
8. Manuseie o movimento (J) do eixo Z aproximadamente. 0,2″ acima da peça.
9. Selecione entre os eixos X e Y (I) e manipule (J) a ferramenta para o canto superior esquerdo
da peça (Veja Figura 36 acima (9).
10. Pressione (OFFSET) (C) até que o painel Active Work Offset esteja ativo.
11. Cursor (H) para a coluna G54 X-Axis.
12. Pressione [PART ZERO SET] (B) para carregar o valor na coluna X-Axis. O segundo
pressione [PART ZERO SET] (B) carrega o valor na coluna Y-Axis.
Configurando o deslocamento da ferramenta
O próximo passo é tocar as ferramentas. Isso define a distância da ponta da ferramenta para
a parte superior da peça. Outro nome para isso é Deslocamento do Comprimento da Ferramenta, que é designado como H em
uma linha de código de máquina. A distância para cada ferramenta é inserida na Tabela de compensação da ferramenta.
Configurando o Desvio da Ferramenta. Com o eixo Z em sua posição inicial, o deslocamento do comprimento da ferramenta é medido
da ponta da ferramenta (1) até o topo da peça (2). Consulte a Figura 15.
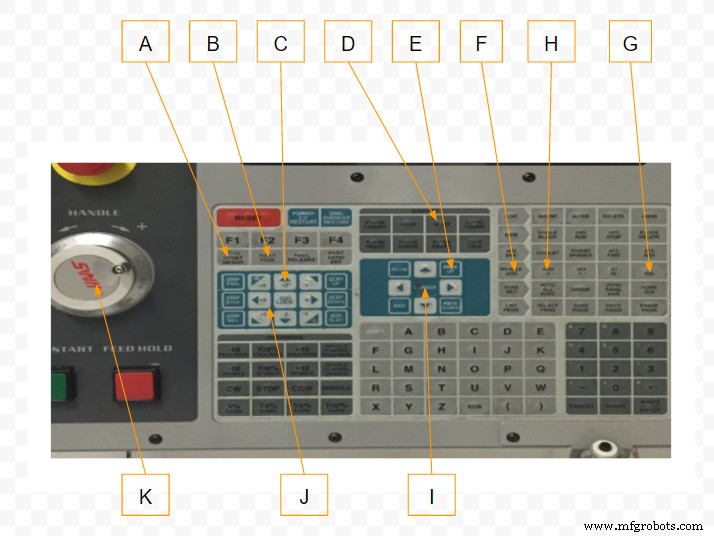
1. Carregue a ferramenta no fuso (1).
2. Pressione (MANDLE JOG) (F).
3. Pressione (.1/100.)(G) (A fresadora se move rapidamente quando o manípulo é girado).
4. Selecione entre os eixos X e Y (J) e manipule a alavanca (K) da ferramenta próxima ao centro da peça.
5. Pressione (+Z) (C).
6. Manuseie o deslocamento (K) do eixo Z aproximadamente 1″ acima da peça.
7. Pressione (.0001/.1) (H) (A fresadora se move lentamente quando o manípulo é girado).
8. Coloque uma folha de papel entre a ferramenta e a peça de trabalho. Mova a ferramenta com cuidado
até o topo da peça, o mais próximo possível, e ainda conseguir mover o papel.
9. Pressione (OFFSET) (D).
10. Pressione (PAGE UP) (E) até exibir a janela Program Tool Offsets. Role até a ferramenta nº 1.
11. Cursor (I]) para Geometria para a posição #1.
12. Pressione [TOOL OFFSET MEASURE] (A).
O próximo passo faz com que o fuso se mova rapidamente no eixo Z.
13. Pressione (PRÓXIMA FERRAMENTA) (B).
14. Repita o processo de correção para cada ferramenta.
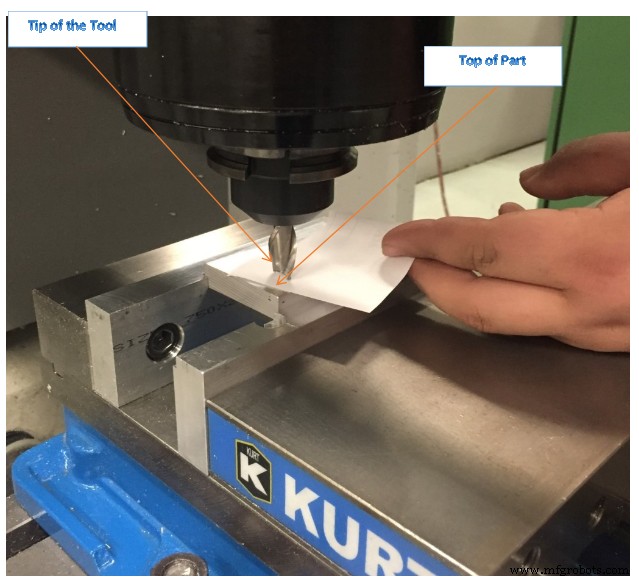
Figura 15. Configuração de deslocamento da ferramenta (folha de papel)
Usando MDI para verificar o deslocamento do comprimento da ferramenta
1. Tecla MDI/DNC:Selecione e pressione MDI/DNC
2. Erase Prog:Selecione e pressione (para limpar qualquer comando)
3. Digite G00 G90 G43 H01 Z2.00
4. Inserir:Selecione e pressione Inserir
5. Cycle Start:Selecione e pressione Cycle Start
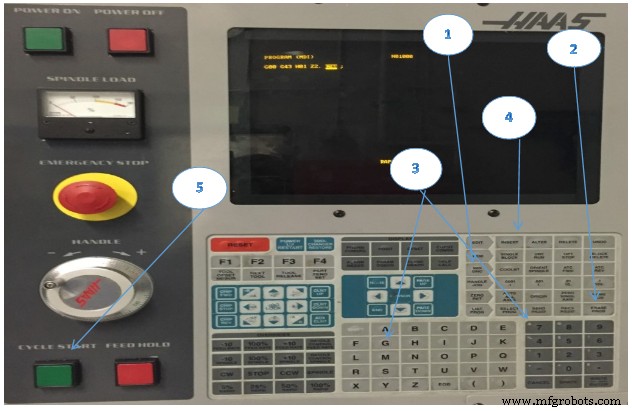
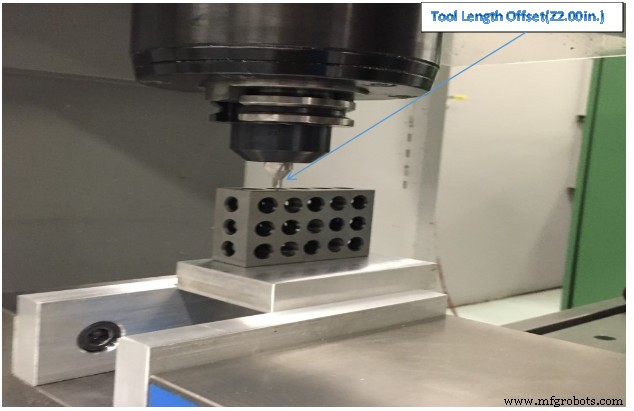
Figura 16. Deslocamento do comprimento da ferramenta (2,00 polegadas acima da peça usando 1 2 3 bloco para verificar)
Carregar Programa CNC
1. Editar:Selecione e pressione Editar
2. F1:Selecione e pressione F1
3. Cursor:Pressione a tecla de seta para a esquerda para I/O e, em seguida, a tecla de seta DN para mover a barra de destaque para Disk Directory.
4. Write/Enter:Selecione e pressione Write/Enter
5. Cursor ( Disk Directory):Pressione a tecla de seta DN para programar para carregar.
6. Write/Enter:Selecione e pressione Write/Enter
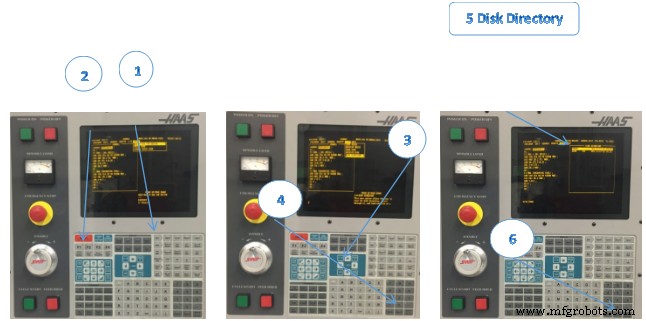
Figura 17. Carregar programa CNC
Salvar programa CNC
1. Editar:Selecione e pressione Editar
2. F1:Selecione e pressione F1
3. Cursor:Pressione a tecla de seta para a esquerda para I/O e, em seguida, a tecla de seta DN para mover a barra de destaque para Send Disk.
4. Write/Enter:Selecione e pressione Write/Enter
5. Digite o nome do arquivo de disco:O80001
6. Gravar/Inserir
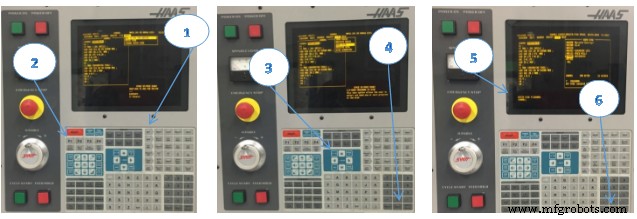 Figura 18. Salvar programa CNC
Figura 18. Salvar programa CNC
Executar programa CNC
Este é o processo preferido para executar um novo programa. Uma vez que um programa é comprovado, todas as taxas de avanço podem ser definidas para 100% e o modo de bloco único pode ser desativado.
Operação a seco
A máquina executa todos os movimentos exatamente como programados. Não use uma peça de trabalho na máquina enquanto o funcionamento a seco estiver funcionando. A função Dry Run é usada para verificar um programa rapidamente sem realmente cortar peças.
Para selecionar simulação:
1. No modo MEM ou MDI, pressione (DRY RUN).
Quando em Dry Run, todas as corredeiras e feeds são executados na velocidade selecionada com os botões de velocidade de jog.
2. O Dry Run só pode ser ligado ou desligado quando um programa terminar ou [RESET] for
pressionado. O Dry Run faz todos os movimentos X Y Z comandados e a ferramenta solicitada
mudanças. As teclas de override podem ser usadas para ajustar as velocidades do fuso.
Lista de verificação :
1. Pré-Início
- Certifique-se de que o torno ou acessório esteja seguro e que você tenha uma configuração segura.
- Não deve haver nenhuma possibilidade de que o trabalho não tenha o desempenho necessário.
- Remova as alças do torno.
- Limpe a área de trabalho de quaisquer ferramentas ou outros objetos.
- Feche as portas da máquina.
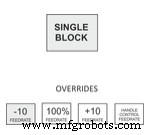
- Ative o Modo de bloco único.
- Pressione o botão Rapid Feedrate-10 oito vezes para definir a substituição da taxa de alimentação rápida para 20% do máximo.
2. Iniciar
- Coloque uma mão no botão Feed Hold e esteja pronto para pressioná-lo caso haja algum problema.
- Pressione o botão Iniciar ciclo.
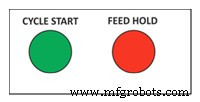
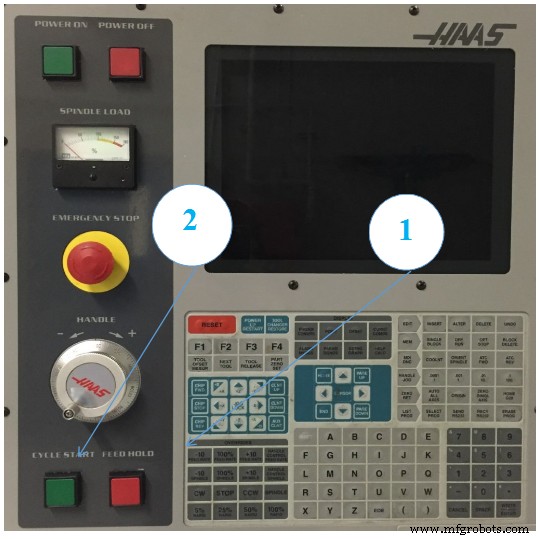
Figura 19. Executar programa CNC
Um erro comum é definir o deslocamento da luminária ou do comprimento da ferramenta incorretamente. Ao executar um programa pela primeira vez, defina a máquina para o modo de bloco único. Reduza a taxa de alimentação rápida para 25% e prossiga com cuidado. Quando a ferramenta estiver cortando, desligue o modo de bloco único e deixe o programa funcionar. Não deixe a máquina sem vigilância e mantenha uma mão no botão de retenção de alimentação. Ouça, observe a formação de cavacos e esteja pronto para ajustar as taxas de avanço de corte de acordo com as condições de corte.
Ajustando as compensações de CDC
As operações de usinagem que usam a compensação do diâmetro da fresa (CDC:G41/G42) podem ser ajustadas para levar em conta o desgaste e a deflexão da ferramenta. Meça através de um recurso acabado na peça e compare-o com o valor desejado. Subtraia o real dos tamanhos de destino e insira a diferença no registro do CDC no controle dessa ferramenta. Por exemplo:
(Tamanho do recurso desejado:2,5000) – (Tamanho real do recurso:2,5150) = Valor de desgaste: -0,0150
O caminho da ferramenta agora será compensado pela diferença de tamanho. Executar a mesma operação novamente deve resultar no recurso exatamente do tamanho de destino
A compensação de desgaste é usada apenas em passagens de contorno. Não é usado para fresamento de faceamento, fresamento 3D ou ciclos de furação. Selecione a opção Compensação de Desgaste em seu software CAD/CAM e, se necessário, defina um valor de Desgaste do Diâmetro da Ferramenta conforme mostrado acima. Quando usado, o valor de desgaste é sempre um número negativo. Sempre defina a geometria do diâmetro da ferramenta como zero para todas as ferramentas, pois o software CAD/CAM já contabiliza o diâmetro da ferramenta programando o caminho da linha central da ferramenta.
Lista de verificação:
1. Página Offset:Selecione e pressione Offset
2. Ajuste o deslocamento do diâmetro:selecione e insira o valor
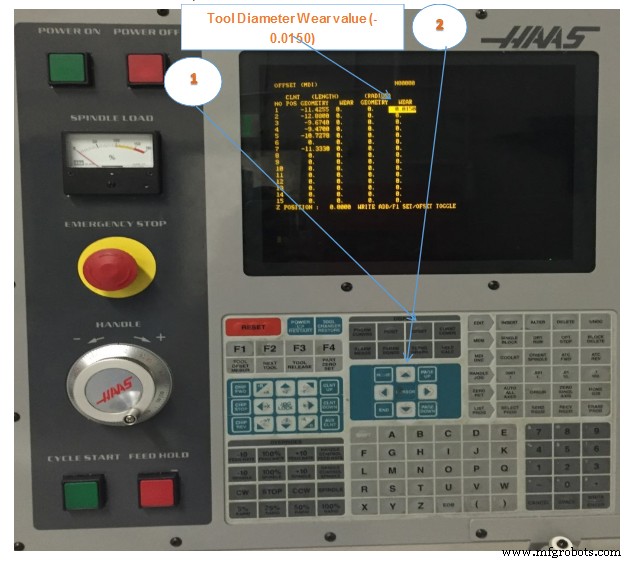
- Pg Up/Dn para destacar a ferramenta a ser ajustada.
- Digite um valor usando o teclado numérico.
- Exemplo de valor de desgaste do diâmetro da ferramenta conforme mostrado acima:-0,0150
- Selecione e pressione Writ/Enter
Figura 20. Ajustando os deslocamentos do CDC
Desligar máquina CNC
Lista de verificação:
1.Remova a ferramenta do fuso:
- Digite o número de um carrossel de ferramentas vazio.
- Selecione ATC FWD
2. Mova a máquina para a área segura:
• Selecione Jogar
3. Botão Desligar:Pressione DESLIGAR
Lista de verificação pós-desligamento:
• Limpe o fuso com um pano macio e limpo para remover o líquido refrigerante e evitar ferrugem.
• Guarde as ferramentas.
• Limpe a área de trabalho.
• Sempre deixe a máquina, ferramentas e equipamentos em condições iguais ou melhores do que quando você os encontrou.
É importante limpar a máquina após cada uso para evitar corrosão, promover um ambiente de trabalho seguro e como cortesia profissional para com os outros. Reserve pelo menos 15-30 minutos no final de cada aula para limpeza. No mínimo, guarde todas as ferramentas e ferramentas não utilizadas, lave a máquina com refrigerante, remova o refrigerante da mesa e execute o transportador de cavacos.
TESTE DE UNIDADE
1. Liste oito áreas funcionais do teclado HAAS.
2. Descreva como anular a porta.
3. Explique como carregar Ferramentas.
4. Descreva o MDI e dê um exemplo.
5. Explique como ajustar o deslocamento do zero peça.
6. Descreva o uso de MDI para verificar o deslocamento do zero peça.
7. Explique como definir o deslocamento do comprimento da ferramenta
8. Descreva o uso de MDI para verificar o deslocamento do comprimento da ferramenta.
9. Descreva como salvar o programa CNC.
10. Explique o procedimento de desligamento.
Tecnologia industrial
- Circuitos de controle
- O que é unidade de controle:componentes e seu design
- MicroMax:unidade de interface de sistemas de relé robusto
- Introdução do sistema de controle SIEMENS 808D de roteadores CNC
- DATRON next© O controle muda a indústria CNC
- Como deve ser a ferramenta ideal para controle de produção?
- 12 Capítulo 3:Drill Press
- Predefinidor automático de ferramentas no centro de torneamento Haas CNC
- Deslocamento de ferramenta em torno CNC com controle Fanuc
- Limpar todos os desvios com o código G10 G na máquina-ferramenta Haas