


Evitando linhas de fluxo em peças moldadas
 Amostra do efeito de redemoinho de um material de nylon com corante amarelo. Escolher uma resina pré-composta teria ajudado o cliente a evitar esse problema.
Amostra do efeito de redemoinho de um material de nylon com corante amarelo. Escolher uma resina pré-composta teria ajudado o cliente a evitar esse problema. Jogadores de basquete que não podem perder um arremesso podem dizer que estão na área . Um psicólogo descreveu esse fenômeno:encontrar o fluxo - como um estado de envolvimento produtivo, muitas vezes considerado o segredo da felicidade.
Encontrar linhas de fluxo em peças moldadas por injeção, no entanto, resultará em engenheiros de projeto e clientes insatisfeitos. Isso é especialmente verdadeiro quando as linhas de fluxo são visíveis em peças para dispositivos médicos, aplicações automotivas ou produtos de consumo, indústrias que dependem fortemente de moldagem por injeção.
Linhas de fluxo são irregularidades de superfície, padrões ondulados ou um efeito ondulado, talvez de uma cor ligeiramente diferente, que podem aparecer em peças moldadas por injeção.
A boa notícia é que as linhas de fluxo são apenas uma preocupação estética e não afetam a resistência ou a integridade estrutural de uma peça, que terá o desempenho pretendido.
Melhor ainda, os projetistas e os fabricantes que produzem suas peças têm maneiras de reduzir as linhas de fluxo e atingir seu objetivo de criar peças plásticas de alta qualidade.
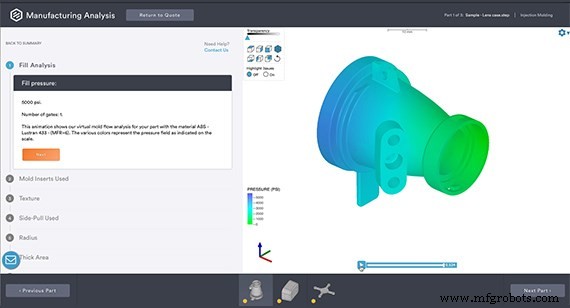 A análise de design para fabricação (DFM) da Protolabs destaca automaticamente áreas finas e grossas em seu modelo CAD, o que pode ajudar iniciar discussões sobre maneiras de garantir um fluxo consistente através do molde.
A análise de design para fabricação (DFM) da Protolabs destaca automaticamente áreas finas e grossas em seu modelo CAD, o que pode ajudar iniciar discussões sobre maneiras de garantir um fluxo consistente através do molde. Indo com o fluxo
Antes de discutir esse projeto e outras considerações, lembre-se de que a moldagem por injeção de plástico é um processo de fabricação que envolve o aquecimento de grânulos de resina até um estado fundido e, de acordo com instruções digitais programadas no computador que conduz o processo de moldagem, a injeção desse material fundido em uma ferramenta de metal. (o molde). Depois de resfriada, você tem uma peça termoplástica de grau de produção final.
Durante o processo de moldagem por injeção, as linhas de fluxo geralmente ocorrem quando o líquido, o plástico derretido que flui através do molde entra em contato com o material plástico que já esfriou.
É mais provável que isso ocorra quando o plástico quente flui de áreas do molde com paredes mais grossas para aquelas com paredes mais finas, onde o plástico já esfriou e se tornou pegajoso. A espessura uniforme da parede pode ajudar a garantir uma taxa de fluxo de material adequada para que o plástico em áreas finas não esfrie antes de preencher totalmente as seções mais espessas.
Como algumas peças não podem ter a mesma espessura, mudanças graduais - em vez de drásticas - entre áreas de paredes grossas e finas ajudarão a evitar diferenças no fluxo de material que podem causar linhas de fluxo. A análise de projeto para fabricação (DFM) da Protolabs destaca automaticamente áreas finas e grossas em seu modelo CAD, o que pode servir para iniciar discussões sobre maneiras de diminuir essas variações.
Outra maneira de manter o plástico derretido seguindo o fluxo é evitar cantos internos afiados, aqueles com bordas de 90 graus, no projeto do molde. É melhor projetar cantos como uma curva suave em um rio. O plástico arredondará facilmente os cantos, seguindo os raios nessas curvas para preencher o molde de maneira mais uniforme.
Alguns clientes adicionam nervuras ou paredes verticais finas ao seu projeto, basicamente criando um esqueleto dentro da peça, para aumentar a integridade estrutural das peças moldadas por injeção. As nervuras colocadas ao longo de uma peça também podem servir como canais de fluxo para ajudar o plástico a ir de um lado para o outro com mais rapidez e facilidade.

A mistura suave de corantes personalizados também é importante para evitar linhas de fluxo nas peças moldadas.
Escolha de materiais para melhorar o fluxo de resina
Cada plástico tem um desempenho um pouco diferente no processo de moldagem por injeção. Aqueles com temperaturas de fusão mais baixas e viscosidade mais baixa, como polietileno e polipropileno, fluem facilmente e preenchem os moldes de maneira mais suave e uniforme.
Outros, como os policarbonatos, são pegajosos e seriam uma má escolha para peças finas devido à dificuldade de fazê-los preencher um molde adequadamente. Os termoplásticos ABS estão no meio e funcionam para algumas aplicações.
Os plásticos, no entanto, não são intercambiáveis. Algumas partes precisam ser fortes ou flexíveis, enquanto outras podem exigir resistência a impactos ou produtos químicos. Com a grande variedade de plásticos disponíveis hoje, outro material da mesma família com melhor taxa de fluidez ou viscosidade pode ser uma opção para evitar linhas de fluxo e produzir uma peça melhor.
Evitando linhas de fluxo antes da produção
Os membros da equipe de moldagem especializados podem processar as linhas de fluxo e outros problemas antes de produzir as peças do cliente a partir de um novo molde. Os operadores podem ajustar vários parâmetros no dispositivo para reduzir as linhas de fluxo. Isso inclui aumentar a velocidade de injeção do material que entra na peça, aumentar a temperatura do material ou aumentar a pressão de enchimento. Antes que sua resina atinja o molde, a simulação de fluxo de molde digital da Protolabs pode identificar quando a alteração da espessura de uma peça ou do tipo de plástico usado melhoraria o fluxo de material no molde e permitiria a produção em níveis de pressão seguros.
Um fabricante digital como a Protolabs pode produzir peças finais em apenas um dia usando ferramentas de alumínio econômicas para peças moldadas por injeção, com uma opção econômica de passar da prototipagem para a fabricação sob demanda. Uma cotação com análise de projeto gratuita de uma peça está disponível em questão de horas.
Orientação da peça para impressão 3D:como ela afeta a resistência, a precisão e o acabamento da superfície
Projeto de entalhes e abas de chapa metálica
Tecnologia industrial
- Fluxo de dados
- De elétrico para eletrônico
- Fluxo de elétrons versus convencional
- AZL e IKV exploram fitas termoplásticas em peças moldadas por injeção
- 6 razões para escolher peças usinadas em vez de moldadas
- Evitando soluções alternativas de fixação de ferramentas
- Tratamento térmico de peças usinadas de precisão
- O que é uma linha de transmissão PCB?
- Polimento de metal em um mundo de peças impressas em 3D
- Tolerâncias GD&T na fabricação de peças