


Moldagem por injeção desmistificada:um guia abrangente para produção de peças plásticas
Compreendendo a moldagem por injeção
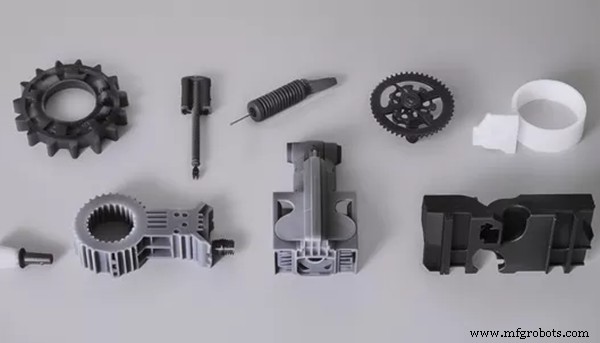
A moldagem por injeção é uma técnica de fabricação de precisão que fabrica peças plásticas de alta qualidade, forçando o polímero fundido em um molde personalizado. A resina é aquecida bem acima do seu ponto de fusão e depois injetada sob alta pressão, permitindo preencher todos os detalhes da cavidade antes de resfriar e solidificar na geometria final.
Princípios de Trabalho
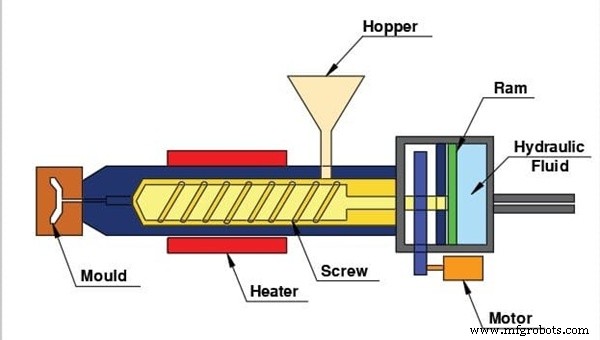
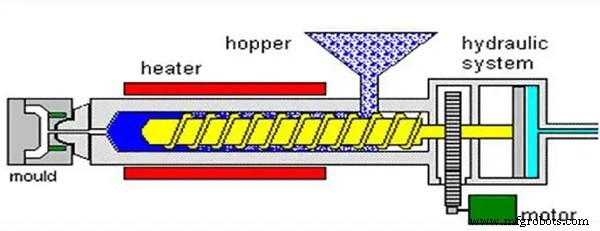
O processo se assemelha a uma seringa:os pellets crus são alimentados em um funil, aquecidos em um barril até se liquefazerem e, em seguida, um parafuso hidráulico força o plástico derretido para dentro do molde fechado. A injeção ocorre a pressões de 100–150MPa, garantindo que a cavidade seja completamente preenchida antes que a peça comece a esfriar.
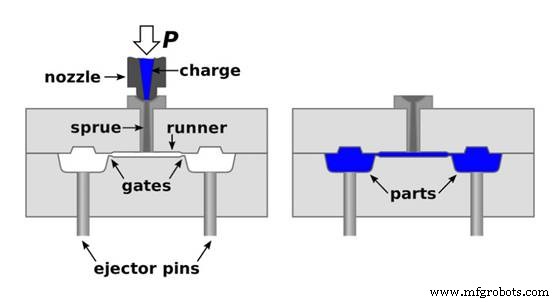
Assim que o molde se abre, os pinos ejetores removem a parte solidificada. O ciclo se repete em segundos, permitindo a produção de milhares de unidades por minuto.
1. Design e criação de moldes
O molde é a pedra angular do processo. Ele define a forma, o tamanho e os recursos estruturais da peça. Usinagem CNC ou impressão 3D avançada são normalmente usadas para obter a geometria exata, ângulos de inclinação e dimensões críticas necessárias para ejeção e resfriamento confiáveis.
Os moldes de injeção são geralmente feitos de alumínio ou aço e consistem em componentes de núcleo e cavidade, portas, corredores, sprues e sistemas ejetores. A seleção adequada do material e a precisão da usinagem são essenciais para durabilidade e repetibilidade.
2. Seleção de materiais
Escolher o polímero certo é crucial. Considere a resistência mecânica, a flexibilidade, a resistência química e a tolerância à temperatura para corresponder ao uso pretendido da peça. Os termoplásticos comumente usados incluem ABS, polipropileno e náilon, cada um oferecendo características de desempenho distintas.
3. Configuração da máquina
Antes da produção, os operadores definem os parâmetros de temperatura, pressão e tempo de ciclo. Eles também alinham o molde, carregam o plástico e executam um teste de injeção para verificar a integridade do sistema e a qualidade da peça.
4. Ciclo de Moldagem por Injeção
Durante o ciclo, o plástico fundido preenche a cavidade, molda-se em torno dos contornos do molde e começa a solidificar. O tempo de resfriamento varia de acordo com o material, espessura da parede e tamanho da peça; canais de resfriamento internos ajudam a manter a temperatura uniforme e reduzir defeitos.
5. Ejeção de peças
Após resfriamento suficiente, o molde se abre e os pinos ou placas ejetoras liberam a peça automaticamente. Essa ejeção automatizada evita danos e acelera o rendimento.
6. Inspeção e pós-processamento
Após a ejeção, as equipes de controle de qualidade realizam inspeções visuais, verificações dimensionais e testes mecânicos para garantir a conformidade com as especificações. Dependendo da aplicação, as peças podem passar por operações de acabamento superficial, usinagem ou montagem.
Considerações básicas de projeto
A moldagem por injeção bem-sucedida depende de um design bem pensado. Abaixo estão os principais fatores a serem considerados.
Tolerâncias
As tolerâncias típicas são ±0,005 polegadas. Alcançar tolerâncias mais rígidas aumenta o custo, e a taxa de contração de cada polímero deve ser levada em consideração no projeto para evitar desvios dimensionais.
Espessura da parede
A espessura uniforme da parede reduz empenamentos e marcas de afundamento. Procure variações não superiores a 0,04–0,15 polegadas, ajustadas ao tamanho da peça e ao material.
Geometria Central
Projete o núcleo para promover um fluxo uniforme de material e um resfriamento eficiente. Evite cantos internos afiados que introduzam concentrações de tensão e enfraqueçam a peça.
Ângulo de projeto
Aplique uma inclinação de 1–2 graus (ou mais para recursos profundos) para facilitar a ejeção sem danificar a peça.
Rebaixamentos
Minimize ou elimine cortes inferiores, a menos que sirvam a uma finalidade funcional, pois complicam o projeto do molde e aumentam os custos.
Portões
O tamanho e o posicionamento da comporta influenciam o fluxo, o tempo de ciclo e a qualidade da superfície. As peças de precisão se beneficiam de portas menores e estrategicamente posicionadas.
Costelas
As nervuras reforçam a resistência enquanto mantêm a espessura da parede consistente. Mantenha a espessura das nervuras em 40–60% da parede circundante para evitar marcas de afundamento.
Pinos Ejetores
Posicione os pinos ejetores para evitar marcas visíveis ou deformações. Um calado adequado pode eliminar completamente a necessidade de pinos.
Tipos de processos de moldagem por injeção
A moldagem por injeção abrange diversas técnicas especializadas.
Inserir Moldagem
Integra componentes pré-fabricados — como inserções metálicas ou elementos roscados — diretamente na peça plástica, criando uma estrutura robusta e multimaterial.
Moldagem por sopro
Ideal para itens ocos como garrafas. O plástico aquecido é soprado contra as paredes do molde, formando um recipiente leve e durável.
Sobremoldagem
Coloca um polímero mais macio sobre um substrato rígido, geralmente usado para adicionar aderência ou criar componentes de dois materiais.
Moldagem por injeção líquida (borracha de silicone líquida)
Emprega polímeros termofixos para produzir peças flexíveis e resistentes ao calor, como vedações e juntas médicas.
Resinas poliméricas comumente usadas
Abaixo está uma referência rápida aos termoplásticos mais frequentemente empregados.

ABS (Acrilonitrila Butadieno Estireno)
Oferece tenacidade, resistência ao impacto e acabamento liso. Amplamente utilizado em produtos automotivos, eletrônicos e bens de consumo.
Nylon (poliamida)
Alta resistência, resistência ao desgaste e estabilidade de temperatura tornam o náilon ideal para engrenagens, rolamentos e peças mecânicas complexas.
Policarbonato (PC)
Resina transparente de alto impacto adequada para caixas ópticas e gabinetes elétricos; propenso a arranhões, mas termicamente estável.
PMMA (Acrílico)
Transparente, leve e fácil de moldar, mas menos resistente a impactos que o policarbonato.
Polipropileno (PP)
Leve, resistente a produtos químicos e econômico — comum em embalagens e componentes automotivos.
Polietileno (PE)
Versátil, resistente e flexível, com variantes de HDPE que oferecem resistência adicional para recipientes e tubos.
Aditivos
Intensificadores como PTFE, fibra de carbono, Kevlar, talco, argila e fibras de vidro são misturados ao polímero base para melhorar a lubricidade, resistência, resistência ao impacto ou estabilidade dimensional.
Prós e Contras
Vantagens
- Alta eficiência :Os ciclos rápidos permitem a produção em massa com tempo de inatividade mínimo.
- Precisão :Capaz de geometrias complexas com tolerâncias restritas.
- Baixo desperdício :O excesso de material pode ser reciclado entre as execuções.
- Versatilidade :Suporta termoplásticos, termofixos e polímeros especiais.
- Econômico em escala :O alto custo inicial do ferramental é compensado por baixas despesas por unidade em grandes volumes.
- Automação :as máquinas podem operar com o mínimo de intervenção humana, melhorando a consistência.
Limitações
- Custo inicial elevado :A criação de moldes e o investimento em máquinas são significativos.
- Rigidez do projeto :As alterações no molde são caras e demoradas.
- Tempo de entrega :Moldes personalizados podem levar semanas a meses para serem fabricados.
- Encolhimento e empenamento :A seleção e o design adequados do material atenuam, mas não eliminam, esses problemas.
- Preocupações ambientais :Resíduos plásticos e materiais não recicláveis representam desafios de sustentabilidade.

Dicas de especialistas para o sucesso
Escolha o material certo
Combine as propriedades do polímero – resistência, flexibilidade, tolerância à temperatura – às demandas funcionais da peça e à exposição ambiental.
Plano para produção em massa
A moldagem por injeção brilha quando os volumes são altos. Trabalhos com poucos lotes podem ser mais econômicos com usinagem CNC ou impressão 3D.
Otimizar a espessura da parede
A espessura mínima e consistente da parede reduz o uso de material e o tempo de resfriamento, mas ainda deve atender aos requisitos de resistência.
Reduzir cortes inferiores
Simplifique a geometria para facilitar a ejeção e reduzir o custo do molde.
Ajuste fino do design do portão
O dimensionamento e posicionamento adequados da comporta evitam defeitos como enchimento irregular ou marcas de afundamento. Peças maiores podem precisar de múltiplas portas.
Melhore o resfriamento e a ventilação
Canais de resfriamento e sistemas de ventilação bem projetados promovem a solidificação uniforme e eliminam a porosidade do gás.
Aplicativos Comuns
Automotivo
Componentes leves – tanques de combustível, pára-choques, painéis de portas – melhoram a eficiência de combustível e a segurança.
Médico
Peças biocompatíveis e esterilizáveis, como tubos intravenosos, luvas e kits descartáveis, beneficiam-se da precisão e da eficiência de custos da moldagem por injeção.
Embalagem para alimentos e bebidas
Garrafas, bolsas e sachês plásticos substituem o vidro e o metal, oferecendo resistência química e menor peso.
Aeroespacial
Polímeros de alto desempenho como o PEEK criam componentes estruturais e internos leves e resistentes à corrosão.
Eletrônica e Elétrica
Invólucros isolantes, terminações de cabos e invólucros de proteção dependem de plásticos moldados por injeção para segurança e confiabilidade.
Quando usar moldagem por injeção
Ideal para peças repetíveis e de alto volume que exigem tolerâncias restritas. Evite protótipos de baixo volume ou projetos que mudam frequentemente – processos alternativos, como impressão 3D ou usinagem CNC, podem ser mais apropriados.
Bônus 1:Visão geral das máquinas de moldagem por injeção
As máquinas variam – hidráulicas, elétricas ou híbridas – mas todas compartilham componentes principais:
- Unidade de fixação :Protege o molde durante a injeção.
- Unidade de injeção :derrete e injeta resina por meio de parafuso e cilindro.
- Molde :a ferramenta de precisão que molda a peça.
- Sistema de controle :Regula a temperatura, a pressão e o fluxo.
- Sistema de resfriamento :Acelera a solidificação.
- Sistema de ejeção :Remove peças acabadas.

Bônus 2:Defeitos Comuns e Mitigação
- Deformação :Abordado por resfriamento uniforme e fluxo de material equilibrado.
- Marcas de afundamento :Minimizado pela espessura consistente da parede e resfriamento adequado.
- Flash :Controlado através do dimensionamento adequado da comporta e gerenciamento de pressão.
- Planejamentos curtos :Evitado garantindo pressão de injeção e preenchimento do molde suficientes.
- Marcas de queimadura :Reduzido otimizando as configurações de temperatura e fluxo de ar.
Bônus 3:Estratégias de redução de custos
- Mantenha uma espessura de parede uniforme para cortar a complexidade do material e das ferramentas.
- Aproveite economias de escala com produção em massa.
- Programe manutenção regular para prolongar a vida útil da ferramenta.
- Use resinas recicladas ou econômicas quando o desempenho permitir.
A moldagem por injeção continua sendo o padrão da indústria para a produção de peças plásticas de alta precisão e econômicas em diversos setores. Ao aderir a princípios sólidos de design e controle de processo, os fabricantes podem maximizar o rendimento, minimizar o desperdício e fornecer componentes confiáveis em grande escala.
Produção e fabricação de pontes:etapas, benefícios e tecnologias-chave
Moldagem por Inserção:Guia de Processo Abrangente e Melhores Práticas de Design
Tecnologia industrial
- Melhor simulador de circuito livre:o melhor software de 13 simuladores
- Economia em rede e indústria 4.0:Eliminando os maiores mitos
- Ferramentas de corte de torno CNC:definição, tipos e benefícios
- Desbloqueie a excelência industrial com análise de dados avançada
- O que é automação industrial e seus tipos? [com PDF]
- O que é um MOV:tutorial de varistor de óxido de metal
- Manutenção preventiva para válvulas
- Madeira macia vs. compensado de madeira dura:principais diferenças explicadas
- Circuito de LED pulsante:o que é e como construir um
- Desmascarando 5 mitos persistentes sobre o corte por jato de água