


Aperto de juntas com ferramentas de torque
As diretrizes a seguir têm como objetivo ajudá-lo a identificar as armadilhas relacionadas ao aperto de juntas aparafusadas.
Use a ferramenta certa: Certifique-se de que uma ferramenta de torque calibrada seja usada e que um valor de torque seja especificado na especificação de aperto. Esteja ciente de que certas ferramentas de aperto automático, como chaves de impacto, podem resultar em variações significativas no valor de torque e na pré-carga dos parafusos. Portanto, use uma ferramenta de torque calibrado para a operação de aperto final ou inspeção.
Especifique o torque de aperto correto: Sempre que possível, especifique o torque de aperto com base nos resultados reais do teste, em vez de um valor teórico. Estabeleça a determinação experimental do torque de aperto medindo a extensão do parafuso e medidores de tensão ou usando uma célula de carga embutida na junta.

Figura 1. Sequência de aperto cruzado.
Especifique uma sequência de aperto: A maioria das juntas consiste em mais de um parafuso e junta superfícies que não são completamente planas. A sequência de aperto dos parafusos pode ter uma grande influência nas pré-cargas resultantes. Com essas juntas, especifique a sequência de aperto dos parafusos. Como as superfícies da junta se comprimem, apertar um parafuso na vizinhança de outro afetará a pré-carga gerada pelo primeiro parafuso apertado.
Uma boa sequência de aperto garante que uma distribuição uniforme da pré-carga seja alcançada na junta (Figura 1). Uma vez que as juntas contendo juntas convencionais têm uma rigidez compressiva comparativamente baixa, as pré-cargas dos parafusos em tais juntas são particularmente sensíveis à sequência de aperto. Com base na experiência, se os parafusos estão em um padrão circular, uma sequência cruzada é normalmente especificada. Para padrões de parafusos não circulares, uma sequência espiral começando no meio é especificada (Figura 2).
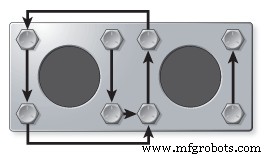
Figura 2. Sequência de aperto em espiral.
Em juntas críticas, você pode especificar um padrão que aperte os parafusos mais de uma vez para garantir uma distribuição uniforme da pré-carga.
Cuidado com arruelas lisas: A folga entre a haste do parafuso e o orifício da arruela pode resultar em movimento lateral relativo. Ele pode mudar a superfície de fricção de porca e arruela para arruela e superfície de junta durante o aperto. Isso afeta a relação torque-tensão e leva a grandes variações na pré-carga. Em algumas situações, como para cobrir ranhuras ou reduzir a pressão da superfície sob a cabeça do parafuso, são especificadas arruelas planas. Nessas circunstâncias, certifique-se de que eles têm espessura e dureza suficientes e que se encaixam bem na haste do parafuso.
Parafusos com cabeça de flange: Em materiais relativamente macios ou quando parafusos de alta resistência são usados, considere o uso de parafusos e porcas com cabeça de flange. Esses fixadores reduzem a pressão da superfície sob a superfície da porca, reduzindo a quantidade de pré-carga perdida no embutimento. Devido às faces do rolamento de diâmetro maior, um torque de aperto mais alto é necessário porque mais torque é dissipado pelo atrito.
Juntas: As gaxetas convencionais não são elásticas; isso resulta em uma redução na pré-carga do parafuso ao longo do tempo. Essa condição geralmente ocorre logo após a instalação e causa relaxamento do parafuso. Para reduzir o efeito de tais problemas, reaperte os parafusos após deixar passar um tempo após o aperto inicial.
Incorporação: Essa deformação plástica ocorre nas roscas do fixador e na junta. É causado por altas tensões geradas pelo processo de aperto. Isso resulta na perda da extensão do parafuso e, portanto, na pré-carga. Normalmente, a perda de pré-carga devido à incorporação é de cerca de 10 por cento. Ele aumenta com o número de superfícies de junta sendo fixadas e com a rugosidade dessas superfícies. As altas pressões da superfície sob a cabeça do parafuso também podem ser uma causa de incrustação excessiva. Isso pode ser devido ao uso de fixadores de alta resistência em materiais relativamente macios. Arruelas endurecidas ou o uso de fixadores flangeados podem reduzir esses efeitos.
Tenha cuidado ao usar parafusos curtos para prender várias interfaces. Em tais juntas, a pequena extensão do parafuso pode ser bastante reduzida pela grande quantidade de embutimento que pode ser antecipada.
Este artigo foi fornecido pela Mountz Inc., um fabricante de ferramentas de torque. Para obter mais informações, visite www.etorque.com .
Manutenção e reparo de equipamentos
- Dicas de compra do Drill / Driver
- Ferramentas de fresamento em harmonia com as máquinas CNC aumentam a confiabilidade
- Apertar os padrões de torque economiza muito dinheiro para a Boeing
- Liderando com Persistência e Perseverança
- Selecionando ferramentas de melhoria de confiabilidade
- Como iniciar um programa de confiabilidade
- Reduza gargalos com 5 ferramentas fáceis
- ATI faz parceria com a 3M para apresentar webinar sobre ferramentas de remoção de materiais
- A Universal Robots faz parceria com a Phillips Machine Tools India
- Torneamento automático com tempos de trabalho curtos