


Dicas para usinar materiais gomosos
Os maquinistas enfrentam muitos problemas e desafios ao fabricar materiais gomosos. Esses tipos de materiais incluem aços de baixo carbono, aços inoxidáveis, ligas de níquel, titânio, cobre e metais com alto teor de cromo. Os materiais gomosos tendem a produzir lascas longas e fibrosas e são propensos a criar arestas postiças. Esses problemas comuns podem afetar o acabamento da superfície, a vida útil da ferramenta e as tolerâncias da peça.

Chip contínuo com borda incorporada
Os cavacos contínuos são cavacos longos, semelhantes a fitas, formados quando a ferramenta corta um material, separando os cavacos ao longo do plano de cisalhamento criado pela aresta de corte da ferramenta. Esses cavacos deslizam pela face da ferramenta em um fluxo constante para criar um cavaco longo e fibroso. As altas temperaturas, pressões e atrito produzidos durante o corte são fatores que levam aos cavacos pegajosos que aderem à aresta de corte. Quando esta aresta acumulada se torna grande o suficiente, ela pode quebrar deixando para trás algum excesso de material na peça de trabalho, ou sulcar a peça de trabalho deixando um acabamento superficial ruim.
Refrigerante
O uso de grandes quantidades de refrigerante pode ajudar no controle de temperatura e evacuação de cavacos durante a usinagem de materiais gomosos. A temperatura é uma grande força motriz por trás da borda postiça. Quanto mais alta a temperatura, mais fácil e rápido uma aresta postiça pode se formar. O refrigerante manterá as temperaturas locais mais baixas e pode impedir que o material endureça e escoria. Cavacos longos e fibrosos têm o potencial de “aninhar-se” ao redor da ferramenta e causar falhas na ferramenta. A refrigeração ajudará a quebrar esses cavacos em pedaços menores e afastá-los da ação de corte, resfriando-os rapidamente, resultando na fratura do cavaco em pedaços menores. O refrigerante deve ser aplicado diretamente na área de contato da ferramenta e da peça de trabalho para ter o efeito máximo.
Engajamento da ferramenta
Parâmetros de execução
A ferramenta deve ser alimentada constantemente na peça de trabalho. Permitir que a ferramenta permaneça parada pode causar encruamento e aumentar a chance de escoriação e arestas postiças. Uma combinação de taxas de avanço mais altas e velocidades mais baixas também deve ser usada para manter as taxas de remoção de material em um nível razoável. Um aumento nas taxas de alimentação aumentará a temperatura menos do que um aumento na velocidade. Isso está relacionado ao afinamento de cavacos e à capacidade de uma ferramenta de cortar o material em vez de esfregar contra ele.
Fresagem de subida
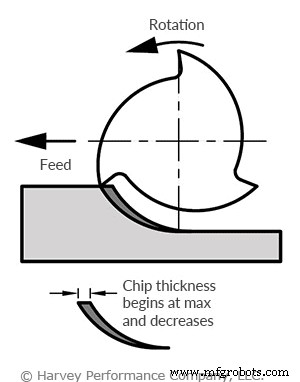
O fresamento concordante é o método preferido, pois direciona mais calor para o cavaco do que para a ferramenta. Usando o fresamento concordante, a maior seção transversal do cavaco é criada primeiro, permitindo que a ferramenta corte o material com muito mais facilidade. O calor gerado pelo atrito quando a ferramenta penetra na peça de trabalho é transferido para o cavaco e não para a ferramenta, porque a parte mais grossa do cavaco é capaz de reter mais calor do que a mais fina.
Engajamento inicial da peça
Mudanças repentinas e grandes na força, como quando uma ferramenta se engaja inicialmente em uma peça de trabalho, têm um impacto negativo na vida útil da ferramenta. O uso de um caminho de ferramenta de arco para engatar inicialmente o material permite maior estabilidade com um aumento gradual nas forças de corte e no calor. Uma entrada de ferramenta gradual como essa é sempre o método preferido em vez de uma entrada reta abrupta.
Seleção de ferramentas
Uma ferramenta com uma aresta de corte afiada e robusta deve ser selecionada para usinar materiais gomosos. A Helical possui ferramentas projetadas especificamente para Titânio e Aço Inoxidável para facilitar o processo de seleção de ferramentas.
Além disso, escolher uma ferramenta com o revestimento correto para o material que você está usinando ajudará a proteger a aresta de corte e resultará em uma chance muito menor de aresta postiça ou escoriação do que uma ferramenta sem revestimento. Uma ferramenta com uma contagem de canais mais alta pode espalhar o desgaste da ferramenta por várias arestas de corte, prolongando a vida útil da ferramenta. O desgaste da ferramenta nem sempre é linear em materiais gomosos; assim que um pouco de desgaste aparecer, a falha da ferramenta acontecerá de forma relativamente rápida. A troca da ferramenta ao primeiro sinal de desgaste pode ser necessária para garantir que as peças não sejam sucateadas.

Materiais gomosos resumidos
Cada material é usinado de maneira um pouco diferente, mas entender o que está acontecendo quando a ferramenta corta a peça e como isso afeta a vida útil e o acabamento da ferramenta ajudará bastante na conclusão de qualquer trabalho. A aresta postiça e o excesso de calor podem ser minimizados selecionando a ferramenta e o revestimento corretos para o material e seguindo as dicas e técnicas mencionadas acima. Por fim, certifique-se de verificar a excentricidade de sua máquina e garantir a máxima rigidez antes de iniciar sua operação de usinagem.
Máquina cnc
- 4 dicas para uma planta mais lucrativa
- Como usar um torno de madeira para iniciantes?
- Dicas para manter tolerâncias rígidas
- Estratégia de usinagem para fresa de topo de canal único
- Dicas para usinagem CNC de titânio:aeroespacial e muito mais
- 7 revestimentos de ferramentas obrigatórios para usinagem de alto desempenho
- 4 dicas sob o radar para produtividade CNC de 5 eixos
- Dicas para selecionar materiais de rolamento de bronze
- Escolhendo os materiais certos para usinagem CNC
- Como selecionar os melhores materiais para usinagem CNC?