


Estratégia de usinagem para fresa de topo de canal único

Este Blog sobre Estratégia de Usinagem é baseado no Webinar Single Flute End Mill que eu fiz com um Gerente de Projetos de Aplicações aqui na DATRON. O vídeo desse webinar está abaixo, assim como a peça fresada com as estratégias aqui detalhadas. O objetivo do webinar e deste post é provar que a fresa de topo de canal único é realmente uma ferramenta de corte “utilitária” que deve estar na caixa de ferramentas de todos os maquinistas, independentemente de estarem executando um VMC convencional como um Haas ou um de alta velocidade centro de usinagem como um DATRON. Para esse fim, a demonstração de fresamento ao vivo feita como parte do webinar foi realizada a 15.000 RPM para emular os resultados que você pode obter com um VMC convencional e também a 35.000 RPM para mostrar os resultados que você pode esperar com um fresamento de alta velocidade máquina. A intenção NÃO era comparar a usinagem convencional com a usinagem em alta velocidade, mas sim apresentar a ranhura simples como uma ferramenta viável e ideal para ambos os tipos de fresadoras.
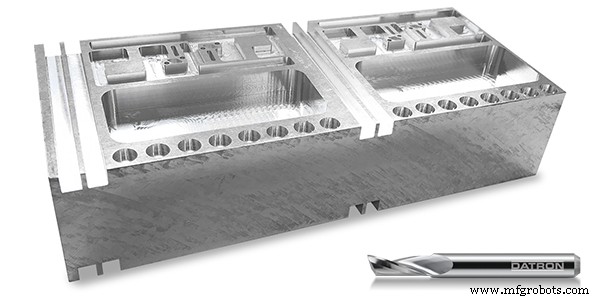
No final do vídeo acima, você pode ver as estratégias de fresamento detalhadas neste blog usadas em uma demonstração de fresamento ao vivo que produziu esta peça de alumínio.
Estratégia de Usinagem – Slotting:
Ferramenta p/n:0068806A
Tipo de ferramenta:diâmetro de 6 mm. flauta simples, 4 em 1
Largura de corte:100% (6mm/0,236″)
Profundidade de corte:0,0787″ por passagem
Carga de chip:0,0063″
@ 15.000 RPM:alimentação de 94,5 polegadas/min
@ 35.000 RPM:alimentação de 220 polegadas/min
Estratégia de usinagem – Ângulo de entrada:
Ferramenta p/n:0068806A
Tipo de ferramenta:diâmetro de 6 mm. flauta simples, 4 em 1
Largura de corte:100% (6mm/0,245″)
Profundidade Total:0,118″
Ângulos de entrada:5, 15, 25, 90
Carga de chip:0,0007″ – 0,0027″
@ 15.000 RPM:alimentação de 10-40 polegadas/min
@ 35.000 RPM:alimentação de 25 – 95 polegadas/min
Estratégia de Usinagem – Embolsar (compensação adaptativa)
Ferramenta p/n:006803A
Tipo de ferramenta:diâmetro de 3 mm. flauta simples, 4 em 1
Largura de corte:15% (0,45 mm / 0,0177″)
Profundidade de corte:0,118″
Carga de chip:0,0035″
@ 15.000 RPM:alimentação de 53,15 polegadas/min
@ 38.000 RPM:alimentação de 133 polegadas/min
Estratégia de Usinagem – Embolsar (tradicional)
Ferramenta p/n:0068803A
Tipo de ferramenta:diâmetro de 6 mm. flauta simples, 4 em 1
Largura de corte:50% (1,5 mm / 0,059″)
Profundidade de corte:0,039″ por passagem
Carga de chip:0,0047″
@ 15.000 RPM:alimentação de 70,87 polegadas/min
@ 38.000 RPM:alimentação de 178,6 polegadas/min
Estratégia de usinagem – Fresamento em rampa de pequeno diâmetro
Ferramenta p/n:0068415E
Tipo de ferramenta:diâmetro de 1,5 mm. flauta simples, padrão
Largura de corte:100% (1,5 mm / 0,059″)
Profundidade de corte:0,015″ por passagem
Carga de chip:0,0007″ – 0,0013″
@ 15.000 RPM:alimentação de 10 – 20 polegadas/min
@ 39.000 RPM:alimentação de 29 – 50 polegadas/min
Estratégia de usinagem – compensação adaptativa bilateral
Ferramenta p/n:0068810A
Tipo de ferramenta:diâmetro de 10 mm. flauta simples, 4 em 1
Largura de corte:15% (1,5 mm / 0,059″)
Profundidade de corte:10mm / 0,393″
Carga de chip:0,0071″
@ 15.000 RPM:alimentação de 106,3 polegadas/min
@ 32.000 RPM:alimentação de 227 polegadas/min
Taxas de alimentação lentas a rápidas para fresa de topo de canal único
Gerenciamento de chips CNC. E as fichas?
Máquina cnc
- Como usar um torno de madeira para iniciantes?
- Guia de solução de problemas de fresamento e fresamento de topo
- Dicas para usinar materiais gomosos
- Atacando o alumínio:um guia de usinagem
- 8 maneiras de matar sua fresadora
- Por que a contagem de flautas é importante
- Como otimizar resultados durante a usinagem com fresas de topo em miniatura
- Quais são as diferentes estratégias de caminho da ferramenta para otimizar a usinagem CNC?
- 7 revestimentos de ferramentas obrigatórios para usinagem de alto desempenho
- 8 Táticas obrigatórias para usinagem médica de precisão