


Introdução à impressão 3D de jato de material
O que é Jateamento de Materiais?
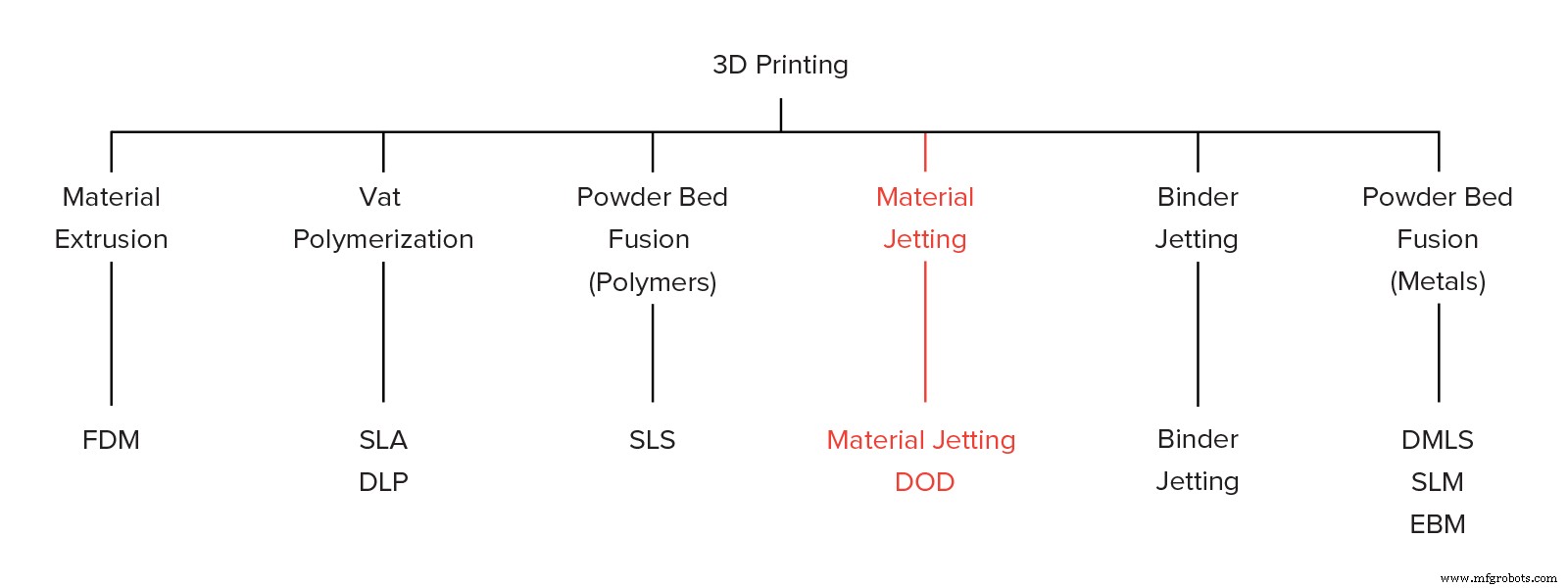
O Material Jetting (MJ) é um processo de manufatura aditiva que opera de maneira semelhante às impressoras 2D. No jato de material, um cabeçote de impressão (semelhante aos cabeçotes de impressão usados para impressão a jato de tinta padrão) dispensa gotas de um material fotossensível que se solidifica sob luz ultravioleta (UV), construindo uma peça camada por camada. Os materiais utilizados no MJ são fotopolímeros termofixos (acrílicos) que vêm em forma líquida.
A impressão 3D MJ cria peças de alta precisão dimensional com um acabamento superficial muito liso. Impressão em vários materiais e uma ampla variedade de materiais (como ABS, borracha e materiais totalmente transparentes) estão disponíveis no Material Jetting. Essas características tornam o MJ uma opção muito atraente tanto para protótipos visuais quanto para fabricação de ferramentas. No entanto, o jato de material tem algumas limitações importantes que apresentamos neste artigo.
Uma variação do processo MJ usa cabeças de impressão Drop-On-Demand (DOD) para dispensar líquidos viscosos e criar peças semelhantes a cera. O DOD é usado quase exclusivamente para fabricar padrões de fundição de precisão e, por esse motivo, não discutiremos mais aqui.
Como funciona o jato de material?
É assim que funciona o processo de impressão MJ:
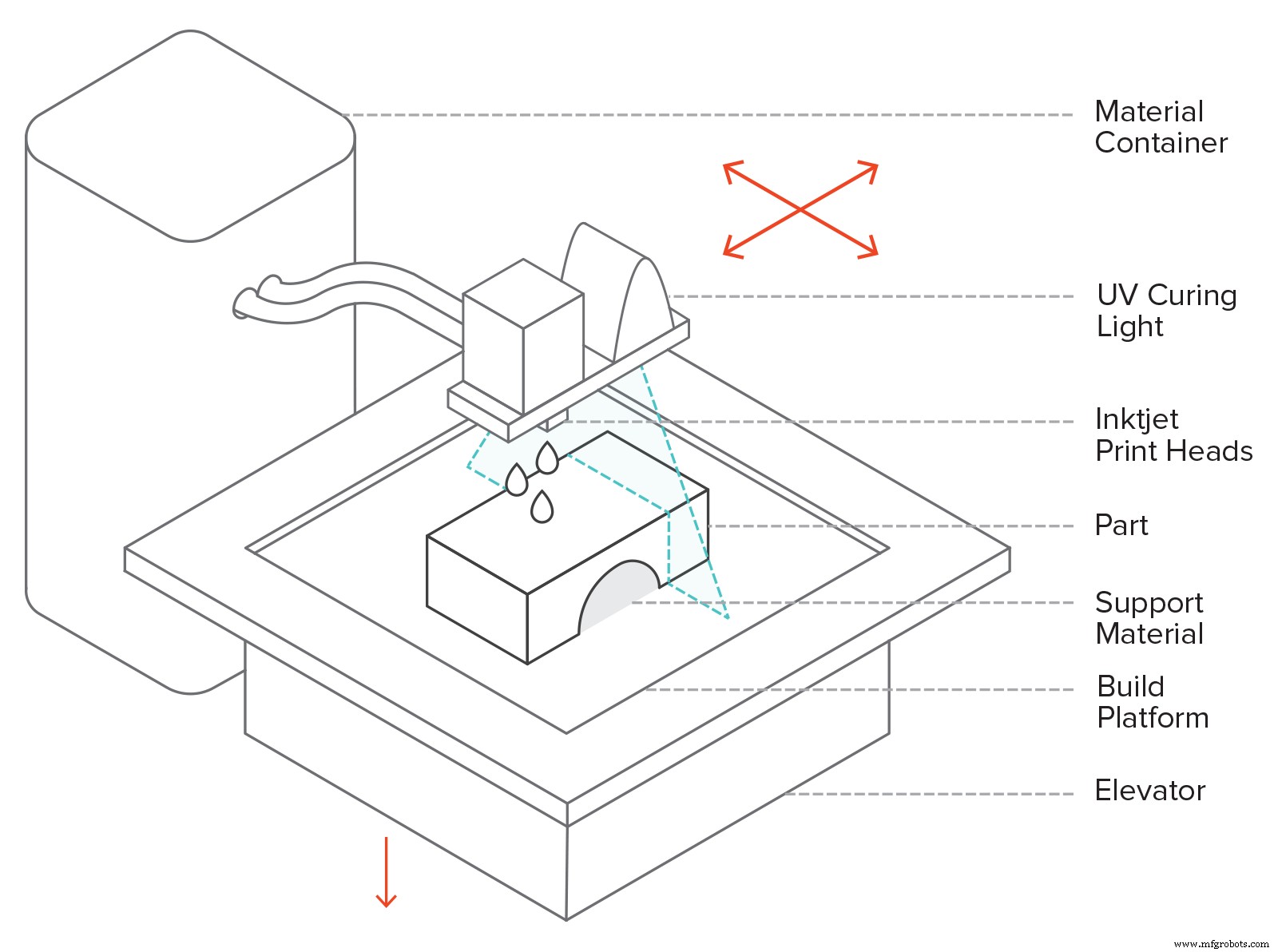
I. Primeiro, a resina líquida é aquecida a 30 - 60oC para atingir a viscosidade ideal para impressão.
II. Em seguida, o cabeçote de impressão passa pela plataforma de construção e centenas de minúsculas gotículas de fotopolímero são injetadas/depositadas nos locais desejados.
III. Uma fonte de luz UV acoplada ao cabeçote de impressão cura o material depositado, solidificando-o e criando a primeira camada da peça.
4. Após a conclusão da camada, a plataforma de construção se move para baixo uma altura de camada e o processo se repete até que toda a peça esteja concluída.
Ao contrário da maioria das outras tecnologias de impressão 3D, o MJ deposita o material de forma linear. Várias cabeças de impressão a jato de tinta são conectadas ao mesmo suporte lado a lado e depositam o material em toda a superfície de impressão em uma única passagem. Isso permite que diferentes cabeçotes distribuam materiais diferentes, então impressão em vários materiais , impressão colorida e dispensa de suporte dissolúvel estruturas é simples e amplamente utilizado. Estruturas de suporte são sempre necessárias no jateamento de materiais e precisam de pós-processamento para serem removidas.
No Material Jetting, o material líquido é solidificado através de um processo chamado fotopolimerização. Este é o mesmo mecanismo que é usado no SLA. Da mesma forma que o SLA, as peças com jato de material têm homogêneo propriedades mecânicas e térmicas, mas ao contrário do SLA eles não requerem pós-cura adicional para atingir suas propriedades ideais, devido à altura de camada muito pequena usada.
Características do Jateamento de Material
Parâmetros da impressora
No Material Jetting, quase todos os parâmetros do processo são pré-definidos pelo fabricante da máquina. Até a altura da camada está ligada a cada material específico, devido à complexa física da formação das gotas. A altura da camada típica usado em Material Jetting é 16 - 32 mícrons.
O Material Jetting é considerado uma das tecnologias de impressão 3D mais precisas. Os sistemas MJ têm uma precisão dimensional de ± 0,1% com um limite inferior típico de ± 0,1 mm (às vezes tão baixo quanto ± 0,02 mm). A deformação pode ocorrer, mas não é tão comum quanto em outras tecnologias, como FDM ou SLS, porque a impressão ocorre próximo à temperatura ambiente. Por esta razão, peças muito grandes podem ser impressas com grande precisão. O típico tamanho de compilação é de aproximadamente 380 x 250 x 200 mm, enquanto grandes sistemas industriais podem ser tão grandes quanto 1000 x 800 x 500 mm.
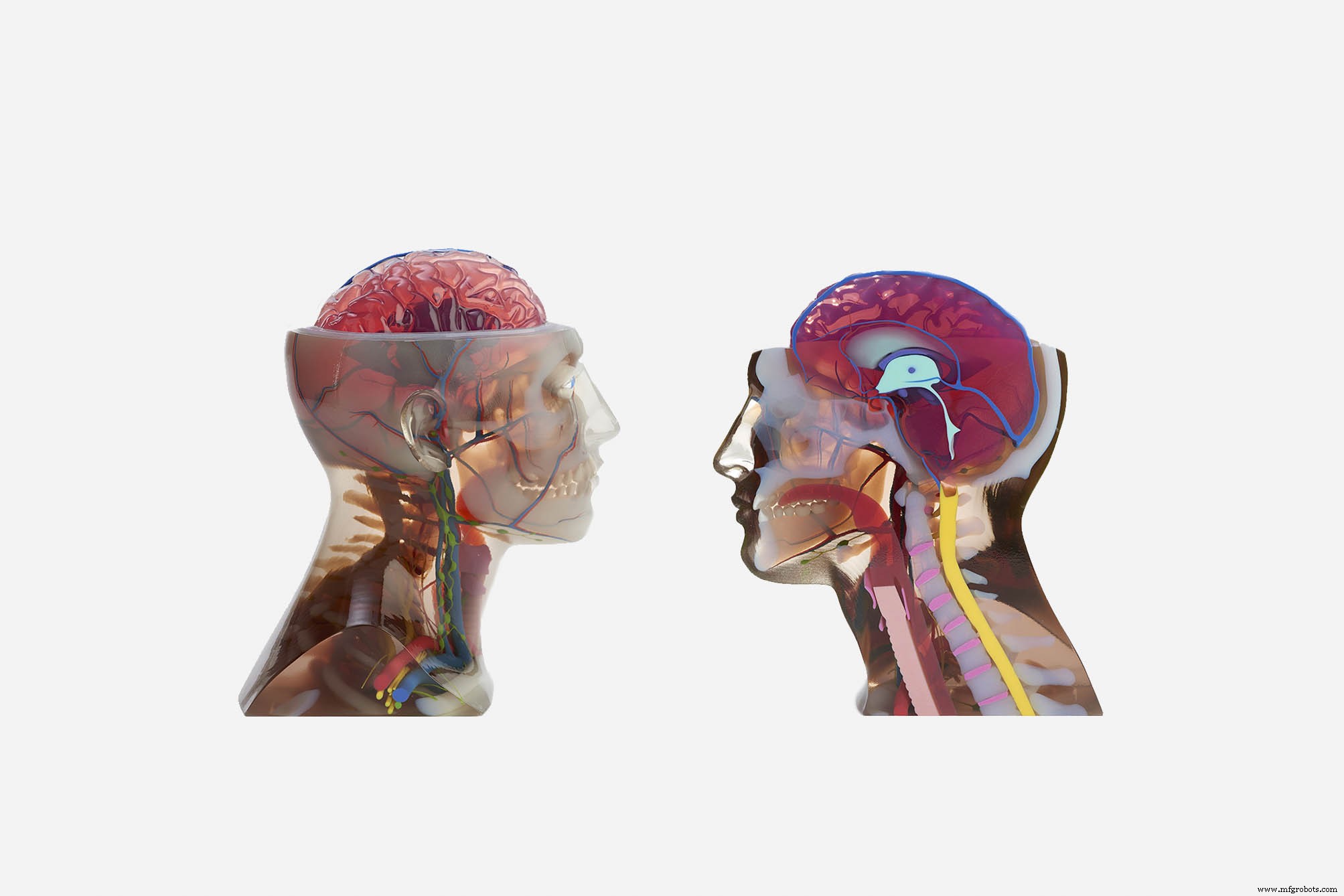
Impressão multimaterial e colorida
Uma das principais vantagens do Material Jetting é a capacidade de produzir impressões multimateriais e multicoloridas precisas que representam produtos finais.
Multimaterial e multicolorido a impressão em MJ pode ser empregada em três níveis diferentes:
- No nível da área de construção , diferentes peças podem ser impressas em diferentes materiais ou cores simultaneamente, agilizando o processo de fabricação.
- No nível da peça , diferentes seções de uma peça podem ser designadas para serem impressas em diferentes materiais ou cores (por exemplo, criando uma caixa rígida com botões flexíveis para prototipagem com feedback tátil).
- No nível do material , duas ou mais resinas de impressão podem ser misturadas em proporções diferentes antes da dispensação, criando um "material digital" com propriedades físicas específicas, como dureza, rigidez ou tonalidade.
Para designar um material ou cor diferente para áreas específicas da peça, o modelo deve ser exportado como arquivos STL separados. Ao misturar cores ou propriedades do material para criar um material digital, o desenho deve ser exportado como um arquivo OBJ ou VRML, pois esses formatos permitem a designação de propriedades especiais (como textura ou cor total) por face ou por vértice .
Estrutura de suporte
Estruturas de suporte são sempre necessárias no Material Jetting. Os suportes são sempre impressos em um material dissolúvel secundário que podem ser removidos após a impressão com água pressurizada ou por imersão em banho ultrassônico.
As peças com jato de material podem ter superfícies muito lisas com pouca ou nenhuma indicação de suporte após a remoção.
A orientação da peça no MJ é mais flexível em comparação com outras tecnologias de impressão 3D, como FDM ou SLA. No entanto, ainda é importante, pois o uso extensivo de material de suporte também aumenta o custo geral.
Fosco x brilhante
O Material Jetting oferece a opção de imprimir peças em uma configuração brilhante ou fosca.
Na configuração brilhante , o material de suporte é adicionado apenas quando estruturalmente necessário (ou seja, para saliências). As superfícies que não estão em contato direto com o suporte terão um acabamento brilhante, enquanto as áreas apoiadas serão foscas. Na configuração de fosco , uma fina camada de material de suporte é adicionada ao redor de toda a peça, independentemente da orientação ou dos requisitos estruturais. Desta forma, todas as superfícies têm um acabamento fosco.
A configuração brilhante deve ser usada quando uma superfície lisa e brilhante é desejado. O custo de impressão brilhante é menor, pois menos material é usado. As desvantagens de usar essa configuração são o acabamento não uniforme das peças impressas e o leve arredondamento das bordas e cantos vivos nas superfícies superiores e brilhantes.
A configuração fosco deve ser usada quando precisão e acabamento de superfície uniforme são um requisito. O custo da configuração fosca é um pouco maior, pois mais material é usado e é necessário tempo de pós-processamento adicional. Notavelmente, as peças impressas na configuração fosca também têm uma dureza de superfície relativamente menor.

Materiais de Jateamento de Materiais Comuns
O Material Jetting utiliza resinas fotopoliméricas termofixas semelhantes às utilizadas no SLA em termos de propriedades e limitações (são quebradiças, têm baixa temperatura de deflexão térmica e são suscetíveis à fluência). Eles vêm em uma forma menos viscosa, semelhante a tinta, e têm um custo muito mais alto por quilo (aproximadamente US$ 300 - US$ 1.000).
A impressão multimaterial é um ponto forte da MJ, pois permite a criação de protótipos visuais e táteis precisos. Materiais especiais otimizados para indústrias específicas também estão disponíveis, como materiais para ferramentas (moldagem por injeção, termoformagem, etc.) e aplicações médicas.
A tabela a seguir resume as vantagens e desvantagens dos materiais MJ mais comumente usados:
| Material | Características |
|---|---|
| Padrão | Plástico rígido opaco Simula peças moldadas por injeção Quebradiço |
| Flexível | Tipo de borracha Dureza personalizável Alongamento ruim na ruptura |
| Polipropileno Simulado | Simula peças PP Boa resistência à flexão Quebradiço |
| ABS simulado | Resistência a altas temperaturas Usado para ferramentas e moldes de injeção de baixa tiragem Quebradiço |
| Castable | Sem cinzas após o esgotamento Otimizado para fundição de investimento |
| Alta temperatura | Boa estabilidade de temperatura (até 80 o C) Alta resistência Quebradiço |
| Transparente | Aparência de vidro Pode ser pós-processado para 100% claro |
| Grau médico | Esterilizável Biocompatível de curto prazo Usado em aplicações odontológicas e médicas |
Benefícios e Limitações do Material Jetting
As principais vantagens e desvantagens da tecnologia estão resumidas abaixo:
O jato de material pode produzir peças lisas com superfícies comparáveis à moldagem por injeção e precisão dimensional muito alta.
As peças criadas com Material Jetting têm propriedades mecânicas e térmicas homogêneas.
Os recursos multimateriais do MJ permitem a criação de protótipos visuais e táteis precisos.
As peças com jato de material são principalmente adequadas para protótipos não funcionais, pois têm propriedades mecânicas ruins (baixo alongamento na ruptura).
Os materiais MJ são fotossensíveis e suas propriedades mecânicas se degradam com o tempo.
O alto custo da tecnologia pode tornar o Material Jetting financeiramente inviável para algumas aplicações.
[](/knowledge-base/how-design-parts-material-jetting-3d-printing/)diretrizes de design detalhadas de cada um dos aspectos discutidos aqui são fornecidas em artigos posteriores desta seção da Base de Conhecimento. As principais características do jato de material estão resumidas na tabela abaixo:
| Jato de materiais | |
|---|---|
| Materiais | Fotopolímeros acrílicos (termoendurecíveis) |
| Precisão dimensional | ± 0,1% (limite inferior de ± 0,05 mm) |
| Tamanho de compilação típico | 380 x 250 x 200 mm (até 1000 x 800 x 500 mm) |
| Espessura de camada comum | 16 - 32 mícrons |
| Suporte | Sempre necessário (impresso usando material solúvel) |
Regras gerais
- Material Jetting é ideal para criar protótipos visuais e táteis realistas com superfícies muito lisas que se assemelham a peças moldadas por injeção.
- Material Jetting oferece materiais de engenharia que podem ser usados para fabricação de ferramentas e moldagem por injeção.
- Material Jetting pode produzir peças muito grandes (até 1000 x 800 x 500 mm) sem comprometer a precisão (normalmente ± 0,1%).
- Para impressões multimateriais ou multicoloridas, exporte seus designs como arquivos STL de várias partes. Se forem necessários gradientes, use o formato de arquivo OBJ ou VRML.
impressao 3D
- Um curso intensivo sobre impressão 3D Electron-Beam
- Microfabricação 3D:Uma Introdução à Impressão 3D Micro-dimensionada
- O que é fotopolimerização na impressão 3D?
- Uma introdução à impressão 3D de deposição de energia direcionada (DED)
- O que é uma 'estrada' na impressão 3D?
- Modelagem por Deposição Fundida - Uma Breve Introdução
- Uma introdução à impressão 3D com plásticos
- Os benefícios ocultos da redução dos custos de material de impressão 3D
- A impressão 3D está em toda parte
- Tecnologias de impressão 3D (Parte 2)