


Diferença entre o ângulo de inclinação positivo e o ângulo de inclinação negativo
A usinagem é um processo de fabricação subtrativo pelo qual o excesso de material é removido do bloco pré-formado na forma de cavacos para melhorar a precisão e a tolerância dimensional. Uma ferramenta de corte em forma de cunha (ou cortador) é empregada para cisalhamento gradual do material camada por camada. Geometria, orientação e material são três fatores primordiais que influenciam a capacidade de usinagem e a qualidade do produto. A geometria do cortador abrange características cruciais da(s) aresta(s) de corte e superfícies relevantes. Inclui, mas não se limita a, ângulo de saída em diferentes direções, ângulos de folga em direções diferentes, raio da aresta, orientação das arestas de corte, raio da ponta, etc. Diferentes sistemas de designação de ferramentas exibem esses recursos de maneira padrão.
O ângulo de saída de um cortador basicamente indica a inclinação da superfície de saída. Como a superfície de saída é a superfície de escoamento do cavaco, o ângulo de saída também indica a direção do fluxo do cavaco (no corte ortogonal). Este é um parâmetro crucial, pois influencia direta ou indiretamente a deformação de cisalhamento, direção do fluxo de cavacos, força de corte, consumo de energia, usinabilidade, etc. Por definição, ângulo de saída é o ângulo entre a superfície de inclinação do cortador e o plano de referência e medido em algum outro plano. Com base no plano em que esse ângulo é medido, ele pode ter diferentes nomes, como inclinação ortogonal (medida no plano ortogonal), inclinação lateral (medida no plano longitudinal da máquina), inclinação traseira (medida no plano transversal da máquina), inclinação máxima (medido em um plano perpendicular à linha mestra para rake), etc.
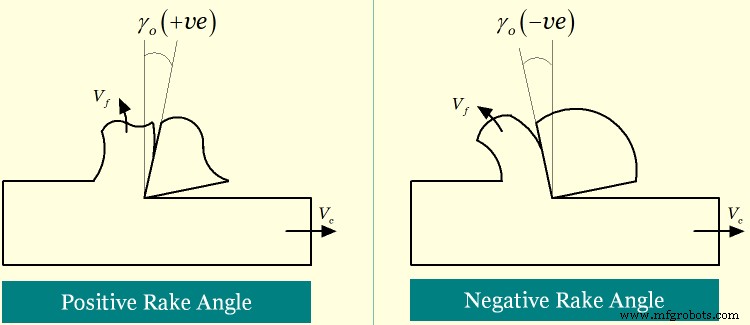
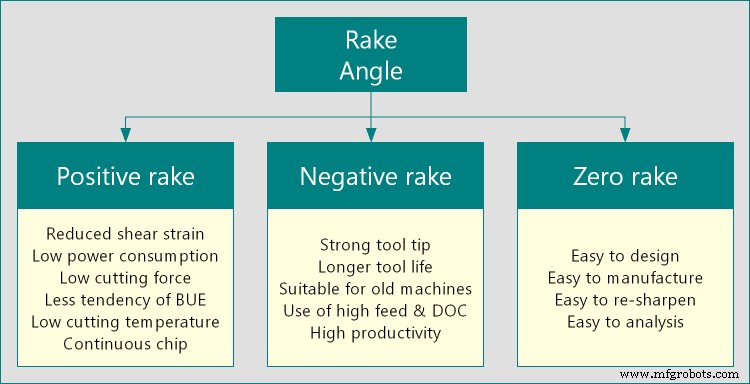
Independentemente do plano ou direção em que é medido, o ângulo de inclinação pode ser positivo ou negativo ou mesmo zero. Este conceito evoluiu da orientação relativa da superfície de inclinação em relação ao plano de referência fixo - em uma direção é considerado positivo, em outra direção é considerado negativo e quando eles se fundem o ângulo de inclinação é considerado zero. Um rake positivo ocorre quando a soma do ângulo da cunha e do ângulo de folga está abaixo de 90° em um plano específico. Ele oferece uma aresta de corte afiada e, portanto, pode cortar com eficiência o material da peça de trabalho que requer menos força. Agora, se a soma do ângulo da cunha e do ângulo de folga for igual a 90° em um plano específico, o ângulo de inclinação se tornará zero . Da mesma forma, quando a soma do ângulo da cunha e do ângulo de folga é maior que 90° em um plano específico, o ângulo de inclinação se torna negativo . A inclinação negativa oferece uma ponta de ferramenta mais forte e, portanto, maior vida útil da ferramenta. Várias diferenças entre rake positivo e rake negativo são dadas abaixo em formato de tabela.
Tabela:Diferenças entre rake positivo e rake negativo
| Ângulo de inclinação positivo | Ângulo de inclinação negativo |
|---|---|
| O ângulo de inclinação é considerado positivo quando a soma do ângulo da cunha e do ângulo de flanco é menor que 90°. | O ângulo de inclinação é considerado negativo quando a soma do ângulo da cunha e do ângulo de flanco é maior que 90°. |
| O ancinho positivo oferece uma cunha fina. | A inclinação negativa torna a cunha mais espessa. |
| A deformação de cisalhamento do cavaco é menor devido à cunha fina. | Cunha mais grossa resulta em alta deformação de cisalhamento do cavaco. |
| Também tende a reduzir a espessura do cavaco e, portanto, o CRC permanece baixo. | Ele tende a aumentar a espessura do cavaco e, portanto, o CRC se torna alto. |
| A força de corte e, portanto, o consumo de energia durante a usinagem é comparativamente menor. | Nas mesmas condições, requer maior força e potência de corte. |
| Baixo CRC, baixa força de corte e baixa potência indicam boa usinabilidade. | A usinabilidade é ruim com rake negativo. |
| A ponta da ferramenta é menos estranha e, portanto, propensa a falhas catastróficas. | A ponta da ferramenta é mais forte e, portanto, menos chance de quebra repentina. |
| Maior carga de cavacos não pode ser aplicada, pois a ferramenta não pode suportá-la. | Carga de chip mais alta pode ser aplicada com segurança. |
| O ancinho positivo é adequado para usinagem de materiais macios e dúcteis, como cobre e alumínio. | A inclinação negativa é boa para usinar materiais duros e frágeis, como titânio e aço inoxidável. |
Conceitos de ângulo de flanco, ângulo de cunha e ângulo de inclinação: A vista seccional da cunha de uma ferramenta de corte exibe esses três ângulos diferentes; no entanto, nenhum deles tem valor fixo. Diferentes ferramentas de corte podem ter valores diferentes desses ângulos e a mesma desempenha papel fundamental no desempenho da usinagem. O plano de referência é considerado perpendicular ao vetor de velocidade de corte. O ângulo entre o vetor de velocidade de corte e a superfície de flanco da ferramenta de corte é chamado de ângulo de flanco ou ângulo de folga. A cunha é produzida devido à intersecção da superfície de saída e da superfície de flanco ao longo da aresta de corte; e o ângulo correspondente é denominado como ângulo de cunha. Agora o ângulo entre a superfície de inclinação e o plano de referência é denominado como ângulo de inclinação. Com relação ao plano de referência, quando a superfície de saída é orientada para o vetor velocidade de corte, o ângulo correspondente é considerado positivo; quando a superfície de saída é orientada oposta ao vetor de velocidade de corte, o ângulo correspondente é considerado negativo; e quando a superfície de inclinação se funde com o plano de referência, o ângulo correspondente é considerado como zero.
Espessura da cunha e ângulo de inclinação: Como a soma algébrica do ângulo de inclinação, ângulo de flanco e ângulo de cunha tem que ser zero, então, para ângulo de flanco constante, o ângulo de cunha será menor com inclinação positiva em comparação com inclinação negativa. Assim, a inclinação negativa oferece uma cunha mais espessa, capaz de sustentar uma força de corte mais alta.
Deformação por cisalhamento e espessura do cavaco: Durante a usinagem, a fresa comprime uma fina camada de material e a corta gradualmente. Consequentemente, o cavaco não cortado se deforma plasticamente para produzir cavaco e, em seguida, flui sobre a superfície de saída antes de sair da zona de usinagem. A deformação por cisalhamento também aumenta a espessura do cavaco em relação ao seu valor não cortado. Esse incremento é medido por um coeficiente, chamado Coeficiente de Redução de Cavacos (CRC), que é definido como a razão entre a espessura do cavaco e a espessura do cavaco não cortado. CRC é sempre maior que 1; no entanto, um valor mais baixo é sempre desejável. A fresa com inclinação negativa deforma muito o cavaco, resultando em maior espessura do cavaco e maior CRC. No entanto, a fresa com inclinação positiva permite um fluxo suave do cavaco sobre a superfície de inclinação que resulta em deformação de cisalhamento comparativamente menor e menor CRC. No entanto, em nenhum caso o CRC pode ser inferior a 1, a menos que o corte seja em microescala ou nanoescala.
Força de corte e consumo de energia: Quanto menor a potência de corte consumida durante a usinagem de um determinado material, melhor será o desempenho da usinagem. Embora a força e a potência dependam de muitos fatores, o ângulo de inclinação também tem pouca influência. Devido à menor deformação de cisalhamento e menor CRC com inclinação positiva, a força de corte necessária para remover uma determinada área de material é muito menor do que com uma fresa com inclinação negativa quando todas as outras condições de usinagem permanecem inalteradas.
Aspecto de usinabilidade: A usinabilidade é a indicação de quão facilmente um material de trabalho pode ser usinado usando uma ferramenta de corte específica sob condições especificadas. Não pode ser medido quantitativamente de forma confiável; só pode ser avaliado qualitativamente com base em outros parâmetros, incluindo deformação de cisalhamento, CRC, força e potência de corte, temperatura de corte, forma e cor do cavaco, tendência de formação de BUE, condição da superfície usinada, etc. Em geral, uma inclinação positiva tende a oferecer melhor usinabilidade.
Resistência da aresta de corte e carga de cavacos: Um rake negativo surge melhor neste caso, pois vem com uma cunha mais grossa. O aumento da espessura da cunha melhora a resistência da aresta de corte e, portanto, pode sustentar uma carga maior sem falhas. Cunha mais fina, associada a inclinação positiva, pode quebrar se a carga de cavacos aumentar acima de certo limite; e como resultado, maior volume de material não pode ser removido em uma única passagem (menor taxa de remoção de material ou produtividade). Também pode apresentar risco de falha catastrófica sob vibração da máquina ou carga de impacto, que ocorre frequentemente durante a usinagem de peças rotacionais não simétricas ou corte de peças com material não homogêneo.
Materiais de trabalho adequados: Como a inclinação negativa pode suportar maior força de corte e carga de impacto, pode ser aplicada com segurança ao cortar materiais duros e quebradiços, como aço ferramenta, aço inoxidável, titânio, etc. Quando a composição do material não é homogênea ou há chance de carga de impacto então rake negativo é a melhor escolha. O ancinho positivo funciona bem ao cortar materiais mais macios e dúcteis, como capsulador, alumínio, etc.
A comparação científica entre o ângulo de inclinação positivo e o ângulo de inclinação negativo é apresentada neste artigo. O autor também sugere que você consulte as seguintes referências para melhor compreensão do tema.
- Usinagem e máquinas-ferramentas por A. B. Chattopadhyay (1 st edição, Wiley).
- Diferença entre o Rake Positivo e o Rake Negativo por Difference.minaprem.com.
- Fonte da imagem:minaprem.com.
Diferença entre o ângulo de saída e o ângulo de folga da ferramenta de corte
Diferença entre o processo de torneamento e o processo de fresamento
Tecnologia industrial
- Diferença entre Estrutura e União
- Diferença entre C e C++
- Diferença entre C e Java
- Python vs JavaScript:Diferença entre JavaScript e Python
- Python Vs Ruby:Diferença entre Ruby e Python
- Diferença entre acionamento por corrente e acionamento por engrenagem
- Diferença entre acionamento por correia e acionamento por corrente
- Qual é a diferença entre a Indústria 4.0 e a Indústria 5.0?
- Diferença entre bomba de deslocamento dinâmico e positivo
- Diferença entre o compensado de madeira macia e o compensado de madeira dura