


Tipos de defeitos de fundição - visão geral completa
Neste artigo, aprenderemos sobre defeitos de fundição e quais são os tipos de defeitos de fundição .
O que são defeitos de fundição?
Defeitos de fundição :É uma irregularidade indesejável que aparece na fundição durante o processo de fundição do metal. Defeitos no metal fundido podem ocorrer por uma variedade de razões ou de uma variedade de fontes. Veremos todas as principais formas de falhas de fundição neste artigo. Algumas falhas podem ser negligenciadas ou toleradas, enquanto outras são inaceitáveis e devem ser corrigidas para que as peças funcionem corretamente.
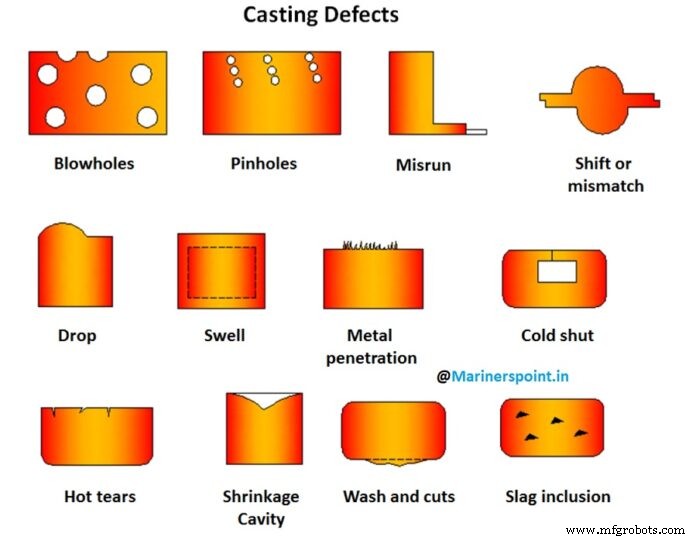
Tipos de defeitos de fundição
A fundição em areia, em particular, está sujeita a certos defeitos que, em uma fundição bem projetada, são controláveis pela técnica de fundição adequada, mas não são totalmente evitáveis. No entanto, os tipos comuns de defeitos de fundição encontrados, suas causas e soluções são explicadas abaixo.
1. Turnos
Este é um defeitos externos na transmissão causado devido ao mau posicionamento do núcleo ou incompatibilidade das partes superior e inferior da peça fundida, geralmente em uma linha de partição. Desalinhamento de frascos em outra causa provável de deslocamento.
Esses defeitos de fundição podem ser evitados garantindo o alinhamento adequado do padrão ou da peça do molde, caixas de moldagem, montagem correta dos padrões nas placas de padrão e verificação dos frascos, pinos de localização, etc. antes do uso.
2. Warpage
Empenamento é uma deformação não intencional e indesejável em uma peça fundida que ocorre durante ou após a solidificação. Devido a diferentes taxas de solidificação em diferentes seções de uma peça fundida, as tensões são criadas nas paredes adjacentes, resultando em empenamento nessas áreas. Grande e plano
seções ou seções de interseção, como nervuras, são particularmente propensas a empenamento.
A solução é produzir grandes áreas com construção ondulada e corrugada, ou adicionar nervuras suficientes ou formas semelhantes a nervuras, para fornecer taxas de resfriamento iguais em todas as áreas. Um projeto de fundição adequado pode ajudar bastante na redução do empenamento da fundição.
3. Final
Uma fina projeção de metal, não destinada como parte da fundição, é chamada de aleta. As aletas geralmente ocorrem na separação do molde ou nas seções do núcleo. Moldes e núcleos montados incorretamente causarão aletas. A pesagem insuficiente dos moldes ou a fixação inadequada dos frascos podem produzir novamente a aleta.
A solução está no uso de peso suficiente na parte superior do molde para que as duas partes se encaixem firmemente, e na montagem correta dos moldes e machos utilizados para a fundição.
4. Inchar
Uma dilatação é uma ampliação da cavidade do molde pela pressão do metal, resultando em ampliação localizada ou total da peça fundida. Isso é causado por compactação imprópria ou defeituosa do molde. Para evitar swells, a areia deve ser compactada de forma adequada e uniforme.
5. Bolhas
Os orifícios de sopro são orifícios redondos e lisos que aparecem na forma de um aglomerado de um grande número de pequenos orifícios abaixo da superfície de uma peça fundida. São bolhas de gases aprisionadas com paredes lisas. Os furos de sopro são causados por umidade excessiva na areia, ou quando a permeabilidade da areia é baixa, os grãos de areia são muito finos, a areia é compactada com muita força ou quando a ventilação é insuficiente.
Para evitar bolhas, o teor de umidade na areia deve ser bem ajustado, deve-se usar areia de tamanho de grão adequado, a compactação não deve ser muito dura e a ventilação deve ser adequada.
6. Soltar
Uma queda ocorre quando a superfície superior do molde racha e pedaços de areia caem no metal fundido. Isso é causado pela baixa resistência e compressão suave da areia, fluxo insuficiente de metal fundido e reforço insuficiente das projeções de areia na capa. Os fatores acima são eliminados para evitar a queda.
7. Sujeira
Em alguns casos, partículas de sujeira e areia são incorporadas na superfície de fundição. Isso é causado pelo esmagamento do molde devido ao manuseio inadequado, lavagem com areia e presença de partículas de escória no metal fundido.
A sujeira pode ser impedida de entrar na cavidade do molde por fluxo adequado e o uso de armadilhas de sujeira.
8. Favo de mel ou esponjosidade
Estes são defeitos de fundição externos que consistem em várias pequenas cavidades próximas. O favo de mel é causado por sujeira ou “descamação” mantida mecanicamente em suspensão no metal derretido e é devido à escumação imperfeita na panela.
A solução é evitar a lavagem com areia e remover as partículas de escória presentes no metal fundido pela adequada desnatação na panela.
9. Penetração de metal e superfície áspera
Este defeito na fundição aparece como uma superfície externa irregular e áspera da fundição. A penetração do metal entre os grãos de areia ocorre devido à baixa resistência, grande tamanho de grão, alta permeabilidade e compactação suave da areia. As soluções envolvem a remoção das causas mencionadas acima.
10. Buracos de areia
Buracos de areia são encontrados na superfície externa ou dentro da peça fundida. Eles são causados pela lavagem de areia solta na cavidade do molde e fusão no interior da fundição ou vazamento rápido do metal fundido. Furos de areia são evitados pela limpeza adequada do molde e derramamento cuidadoso do metal fundido.
11. Orifícios de pino
Pinholes são numerosos pequenos orifícios, geralmente menores que 2 mm, visíveis na superfície da peça fundida limpa por jateamento. Esses defeitos de fundição são causados por areia com alto teor de umidade, absorção de gás hidrogênio ou monóxido de carbono ou quando o aço é vazado de panelas molhadas ou não é suficientemente gaseificado.
Este defeito de fundição pode ser minimizado usando boas práticas de fusão e fluxo, reduzindo o teor de umidade da areia de moldagem e facilitando sua permeabilidade e promovendo uma rápida taxa de solidificação.
12. Cascas
As crostas são uma espécie de projeção na peça fundida que ocorre quando uma porção de fluxo da face do molde ou núcleo levanta e o metal por baixo em uma camada fina. Em outras palavras, o metal líquido penetra atrás da camada superficial de areia. As crostas podem ser identificadas como projeções irregulares e ásperas na superfície contendo areia embutida.
Esses defeitos de fundição são causados pelo uso de areia muito fina, areia com baixa permeabilidade e teor de umidade, e por compactação irregular do molde ou passagem intermitente ou lenta do metal fundido sobre a superfície da areia, produzindo assim intenso aquecimento local.
A mistura de aditivos como farinha de madeira, carvão marinho ou dextrina na areia é um passo que eliminará esses defeitos na fundição.
13. Cavidade de Encolhimento
A cavidade de retração é um vazio ou depressão na peça fundida causada principalmente pela solidificação descontrolada e aleatória do metal. Isso também pode ser produzido se a temperatura de vazamento for muito alta.
Esses defeitos de fundição podem ser eliminados aplicando-se o princípio de solidificação direcional no projeto do molde e pelo uso criterioso de resfriamento, estofamento, etc.
14. Lágrimas Quentes (Puxadas)
São trincas internas ou externas com bordas irregulares que ocorrem imediatamente após a solidificação do metal. Os rasgos quentes podem ser produzidos se a fundição for mal projetada e ocorrerem mudanças seccionais abruptas, não forem fornecidos filetes e raios de canto adequados e os resfriadores forem colocados incorretamente. Temperaturas de vazamento incorretas e posicionamento impróprio ou portões e risers e compactação dura também podem criar rasgos quentes.
Design aprimorado, solidificação direcional adequada, taxa uniforme de resfriamento, temperaturas de vazamento corretas e controle da dureza do molde eliminam os rasgos quentes.
15. Fechamento a frio e execução incorreta
Um fechamento a frio é um defeito externo na fundição formado devido à fusão imperfeita de dois vapores de metal na cavidade do molde ou seções desiguais do padrão montadas juntas. Esses defeitos de fundição podem aparecer como uma rachadura ou costura com bordas arredondadas. Uma fundição incorreta é aquela que não está completa devido à falha do metal em preencher a cavidade do molde.
As razões para o fechamento a frio ou mau funcionamento podem ser seções muito finas e espessura de parede, sistema de canal inadequado, padrões danificados, vazamento lento e intermitente, baixa fluidez do metal causada por baixa temperatura de vazamento, composição inadequada da liga, etc. Uso de metal mais quente, freqüente inspeção e substituição de moldes e caixas de macho e projeto adequado da fundição tendo em mente os princípios fundamentais de gating são algumas das etapas que podem ser usadas para eliminar defeitos de fundição de fechamento a frio e mau funcionamento.
16. Short derramado
Quando a cavidade de metal não é completamente preenchida em um vazamento, o defeito é chamado de vazamento curto. Metal suficiente na panela na temperatura correta eliminará esses defeitos na fundição.
17. Bolsa de ar interna
Isso aparece como pequenos orifícios dentro da peça fundida e é causado pelo vazamento do metal em ebulição ou pelo vazamento rápido do metal fundido no molde. O metal defeituoso e de má qualidade e a areia excessivamente úmida também podem criar bolsões de ar. A temperatura correta de vazamento do metal fundido, a qualidade correta do metal e a areia seca minimizam em grande parte esse defeito.
Conclusão
Discutimos a irregularidade indesejável que aparece na fundição durante o processo de fundição do metal conhecido como defeitos de fundição. Defeitos na fundição podem ser minimizados se forem tomados os devidos cuidados e precauções. Defeitos de fundição criam um impacto negativo na produção geral e, portanto, deve haver conhecimento adequado sobre os tipos de defeitos de fundição para minimizá-los.
Métodos de Teste de Areia - Processo Completo
Classificação de Materiais - Visão Geral Completa com Definições
Tecnologia industrial
- Areia de moldagem:Tipos e constituintes | Fundição | Metalurgia
- Tipos de defeitos de fundição | Metais | Indústrias | Metalurgia
- O que é Casting?- Definição| Tipos de Fundição
- 10 Tipos Diferentes de Padrão em Fundição
- Defeitos de Fundição:Tipos, Causas e Soluções
- Protótipo rápido para fundição em areia
- Areia verde vs. Fundição de areia de resina
- Fundição em areia x fundição centrífuga
- Fundição em areia x forjamento
- O que é fundição em areia?