


Como você pode resolver os caros problemas de controle de cavacos do alumínio
As ligas de alumínio são fáceis para os maquinistas em comparação com metais como as superligas, mas têm uma grande desvantagem:problemas de controle de cavacos potencialmente caros em operações de torneamento usando equipamentos de baixa potência.
As ligas de alumínio marcam cerca de 400 na tabela de usinabilidade do American Iron and Steel Institute, um nível que supera todos os metais, exceto latão e magnésio. Para comparação, o aço estirado a frio B1112 chega a 100, o aço inoxidável 316 é 45 e algumas superligas à base de níquel têm pontos nos teens baixos.
De fato, o alumínio tem um desempenho tão bom que muitos editores de gráficos de usinabilidade nem se incomodam em listá-lo. A remoção de material com o metal geralmente é limitada apenas pela potência do fuso disponível e pela firmeza com que a peça é presa. A vida útil da ferramenta raramente é uma preocupação.
Leia mais: Como otimizar a usinagem de alumínio As verdadeiras ligas de alumínio com alto teor de silício são abrasivas, e algumas das mais macias usadas para fazer extrusões são bastante gomosas, mas ferramentas de corte de diamante policristalino (PCD), revestimentos de carbono tipo diamante (DLC) e água misturada adequadamente O fluido de corte solúvel acaba com eles.
“Se você tem um torno de 60 cavalos de potência com 36 polegadas de giro e 200 polegadas entre os centros, basta pegar quase qualquer pastilha que estiver à mão e começar a arar”, diz Keith Brake, especialista em torneamento para a região oeste/central dos EUA na Sandvik Coromant Inc. em Mebane, Carolina do Norte.
“Empurre com força suficiente e normalmente você pode gerar um bom chip”, acrescenta.
Pelo menos com essa configuração ideal.
A realidade, no entanto, é que existem poucas máquinas desse tipo em serviço hoje, “portanto, as oficinas precisam encontrar soluções de ferramentas de corte para suas máquinas de baixa potência que removam o material de forma limpa, previsível e produzam peças de alta qualidade”, diz Brake.
Arriscando uma 'bagunça rosnada'
Soluções alternativas tornaram-se especialmente importantes recentemente, à medida que mais oficinas buscam a automação, onde o controle consistente de cavacos é imperativo. A chave é encontrar uma geometria de pastilha que corresponda à sua máquina-ferramenta e configuração, diz Brake.
Sem isso, os operadores de tornos precisam lidar com pedaços longos e fibrosos de chips enrolados em tudo. Usar a pastilha errada, avanços e velocidades incorretos ou uma profundidade de corte muito grande ou muito pequena para o quebra-cavacos da pastilha (supondo que tenha um) pode deixar os operadores lutando para a parada de emergência à medida que o conteúdo do tabuleiro de cavacos é varrido e ao redor do mandril rotativo, criando uma bagunça que interrompe a produção e possivelmente descarta uma peça de trabalho cara.
Embora os resultados do controle inadequado de cavacos nem sempre sejam tão dramáticos, eles reduzem a produtividade ao desacelerar e até mesmo interromper o fluxo de trabalho. Na pior das hipóteses, eles podem ser perigosos.
Felizmente, a Sandvik Coromant e outros podem oferecer soluções.
Torneamento CNC de alumínio
“Ao tornear alumínio, a primeira escolha geralmente é uma pastilha retificada, sem cobertura, com geometria positiva e linha de aresta viva para ajudar a controlar o cavaco e combater o acúmulo”, diz Brake. “No entanto, se uma pastilha e uma geometria fizessem tudo perfeitamente, não precisaríamos fazer tantas ferramentas de corte diferentes, e é por isso que temos classes revestidas e não revestidas para alumínio, juntamente com inúmeras formas e estilos de quebra-cavacos. Também obtivemos algum sucesso com nossa linha Prime Turning, desde que você aplique os parâmetros de torneamento corretos.”
Várias classes e geometrias “afiadas” estão disponíveis para melhorar o controle de cavacos deficiente, diz Todd Rucker, gerente de engenharia do centro técnico da Divisão de Ferramentas Indexáveis da Kyocera Precision Tools Inc. em Hendersonville, Carolina do Norte, uma empresa que também possui um impressionante torneamento de alumínio portfólio.
Um, no entanto, pode ser uma surpresa para qualquer maquinista que tenha lutado com o controle de cavacos nos cortes de acabamento.
“Recentemente, adicionamos o que chamamos de AP à nossa linha de insertos positivos”, diz ele. “Ele foi projetado para profundidades de corte extremamente leves, onde é quase impossível obter um bom controle de cavacos. O AP tem um quebra-cavacos moldado com reentrâncias muito próximas à aresta de corte – eles não quebram o cavaco, mas o enrolam em uma espiral bem apertada que se afasta da área de corte.”
Expandir Expandir
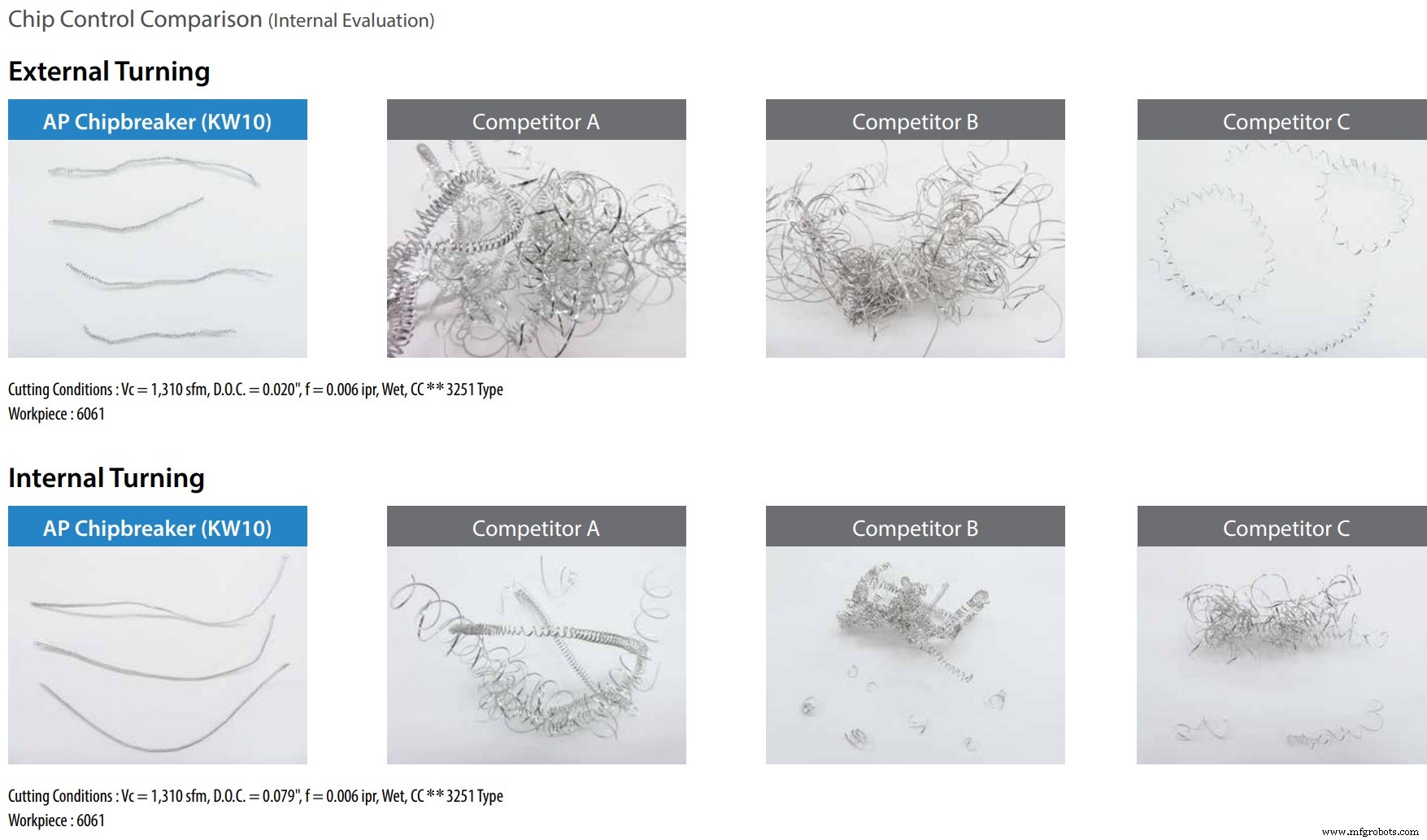 Imagem cortesia de Kyocera Precision Tools
Imagem cortesia de Kyocera Precision Tools Discagem nos parâmetros corretos
Ambos os especialistas recomendam o que Brake aludiu anteriormente:usar os parâmetros corretos.
“Velocidades e avanços ainda são muito importantes no torneamento de alumínio”, diz Rucker. “Se você correr muito rápido, o material aquece e fica mais maleável, dificultando a quebra do cavaco. Corra muito devagar e você terá acúmulo de borda, o que interfere na ação de corte eficiente. É por isso que as oficinas devem sempre selecionar pastilhas projetadas para a profundidade de corte pretendida e seguir as recomendações do fabricante para elas.”
Outra recomendação nada tem a ver com a marca ou tipo de ferramenta montada na torre:refrigerante de alta pressão ou HPC.
Esses fabricantes de ferramentas de corte e outros desenvolveram porta-ferramentas com canais internos que direcionam os fluidos de corte precisamente para a zona de trabalho; quando aplicados na faixa de 1000 psi (70 bar), os chips de alumínio fibrosos não têm chance.
“A HPC por si só prolonga a vida útil da ferramenta, reduz a aresta postiça e melhora a confiabilidade, não importa o que você esteja cortando”, diz Brake. “E quando usado com uma geometria de pastilha e um porta-ferramentas especificamente projetados para HPC, ele leva as operações de torneamento ao mais alto nível de produtividade possível.”
Tecnologia industrial
- 5 problemas comuns enfrentados com a impressão 3D de metal - e como você pode corrigi-los
- Como três problemas de armazém podem ser resolvidos com automação
- Problemas com pessoas:Como você está gerenciando?
- Como polir alumínio anodizado
- Como Soldar Alumínio - Um Guia Completo
- Como Brasar Alumínio - Um Guia Técnico
- Saiba como soldar latão naval
- Quanto você sabe sobre o gabinete de alumínio CNC?
- Como ajustar o PDP pode economizar seu dinheiro
- Como fortalecer o sistema hidráulico?