


9 soluções perfeitas para os defeitos de fundição de alumínio
As muitas características do processo de fundição sob pressão fazem com que ele mostre grandes vantagens na melhoria do nível de precisão, eficiência de produção e qualidade da superfície de peças fundidas de ligas de metais não ferrosos. Com o desenvolvimento de indústrias como automóveis e motocicletas e a realização de requisitos de projeto, como melhorar a qualidade das fundições sob pressão, economizar consumo de energia e reduzir a poluição, o escopo de aplicação de fundições de ligas de metais não ferrosos, especialmente fundições de ligas leves , está se expandindo rapidamente. Uma das mais utilizadas é a fundição de alumínio .

Alguns dados mostram que o uso de fundidos de liga de alumínio e liga de magnésio para substituir fundidos de aço em países industrialmente desenvolvidos está se tornando uma importante tendência de desenvolvimento. Atualmente, a fundição sob pressão tornou-se um dos processos mais utilizados no processo de formação de ligas de alumínio para automóveis, representando 49% de vários processos de formação de automóveis.
No entanto, no processo produtivo da fabricação de fundição sob pressão, ocorrem frequentemente alguns pequenos acidentes, resultando em defeitos nas peças produzidas. Este artigo resume 9 defeitos de fundições de alumínio e suas soluções, espero que você possa ajudá-lo a resolver o problema quando encontrar o mesmo problema.
1. As marcas de fluxo e os padrões aparecem na superfície das peças de fundição de alumínio
Inspeção visual:Existem listras na superfície do fundido que são consistentes com a direção do fluxo do metal fundido e existem linhas não direcionais óbvias que são diferentes da cor da matriz metálica e não há tendência de desenvolvimento.

As causas das marcas de fluxo são as seguintes:
1) A temperatura do molde está muito baixa
2) Design ruim do corredor e má posição do portão interno
3) A temperatura do material está muito baixa
4) Baixa velocidade de enchimento e tempo de enchimento curto
5) O sistema de vazamento não é razoável
6) Exaustão ruim
7) Pulverização irracional
A razão para o padrão é que a tinta na cavidade é pulverizada demais ou a qualidade da tinta é ruim. As soluções e métodos de prevenção são os seguintes:
1) Ajuste a área da seção transversal ou a posição do corredor interno
2) Aumente a temperatura do molde
3) Ajuste a velocidade e a pressão do corredor interno
4) Seleção adequada de tinta e ajuste de dosagem
2. Isolamento a frio de peças de fundição de alumínio
Inspeção visual:A superfície da fundição tem linhas lineares óbvias, irregulares e afundadas (existem dois tipos de penetração e não penetração), a forma é pequena e estreita e, às vezes, a borda da interface é lisa, o que pode ser quebrado sob a ação de uma força externa.

Os motivos são os seguintes:
1) As duas correntes de metal estão encostadas uma na outra, mas não estão totalmente fundidas e não existem inclusões entre elas, e a força de ligação entre os dois metais é muito fraca
2) A temperatura de vazamento ou a temperatura do molde de fundição é baixa
3) A posição do corredor está incorreta ou o caminho do fluxo é muito longo
4) Baixa velocidade de enchimento
As soluções e métodos de prevenção são:
1) Aumente adequadamente a temperatura de vazamento
2) Melhore a taxa de injeção, encurte o tempo de enchimento e aumente a velocidade de injeção
3) Melhore as condições de exaustão e enchimento
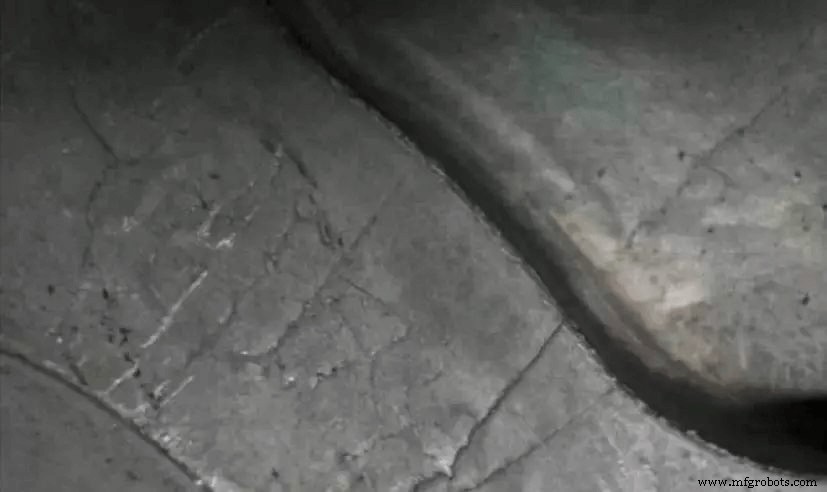
3. Há rachaduras na superfície das peças de fundição de alumínio
Inspeção visual:Existem saliências ou depressões semelhantes a linhas finas na superfície das peças de fundição sob pressão, que se expandem e se estendem com o aumento do número de peças fundidas.
As razões são as seguintes:
1) Existem rachaduras na superfície da cavidade de fundição
2) Pré-aquecimento irregular do molde de fundição
As soluções e métodos de prevenção são:
1) O molde de fundição deve ser recozido regularmente ou após um certo número de vezes de fundição para eliminar o estresse na cavidade
2) Se houver rachaduras na superfície da cavidade, a superfície de moldagem deve ser polida para remover a camada de rachadura.
O pré-aquecimento do molde deve ser uniforme
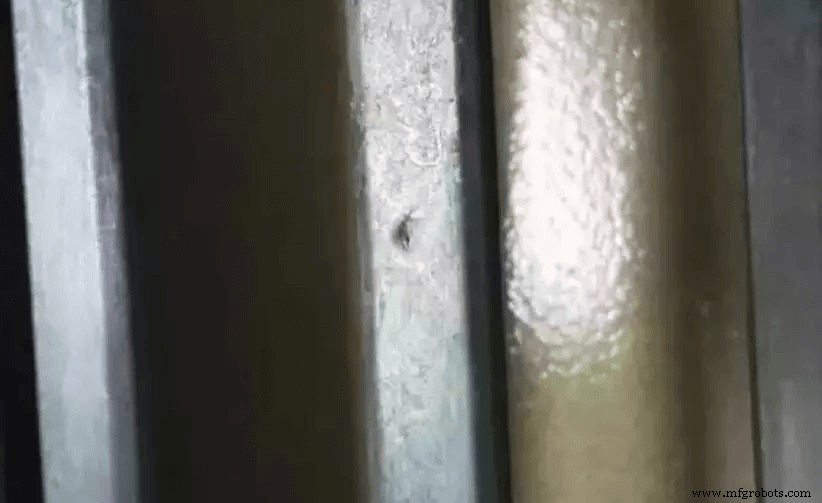
4. Peças de alumínio fundido têm mossas na superfície
Inspeção visual:Existem mossas lisas (como discos) na superfície da parte mais grossa da fundição.
Os motivos são os seguintes:
1) Projeto impróprio de fundidos causados por encolhimento, diferença de espessura de parede muito grande, posição inadequada do corredor, baixa taxa de injeção, tempo de retenção de pressão curto e alta temperatura local do molde de fundição
2) O design do sistema de refrigeração não é razoável
3) Abra o molde muito cedo
4) A temperatura de vazamento está muito alta
As soluções e métodos de prevenção são:
1) A espessura da parede deve ser uniforme
2) A transição de espessura deve ser facilitada
3) Selecione corretamente a posição de introdução do líquido da liga e aumente a área da seção transversal do corredor interno
4) Aumente a pressão de injeção e prolongue o tempo de retenção
5) Reduza adequadamente a temperatura de vazamento e a temperatura do molde de fundição
6) Resfriamento local para alta temperatura local
7) Melhore as condições de transbordamento
5. Há vestígios de adesão na superfície das peças de fundição de alumínio
Inspeção de aparência:pequenos flocos e peças metálicas ou não metálicas e de matriz metálica são soldadas e os pequenos flocos são descascados sob a ação da força externa.

Os motivos são os seguintes:
1) Existem resíduos metálicos ou não metálicos na superfície da cavidade do molde de fundição
2) Ao vazar, as impurezas são primeiro trazidas e fixadas na superfície da cavidade
As soluções e métodos de prevenção são:
1) Antes da fundição, a câmara de pressão da cavidade e o sistema de passagem devem ser limpos para remover aderências metálicas ou não metálicas
2) A liga vazada também deve ser limpa
- Escolha o revestimento certo, o revestimento deve ser uniforme
6. Delaminação de superfície de peças de fundição de alumínio (pele e descamação)
Inspeção visual ou inspeção de danos:Há uma camada clara de metal na peça de fundição.

Os motivos são os seguintes:
1) A rigidez do molde não é suficiente. Durante o processo de enchimento de metal fundido, a placa do molde treme
2) Durante o processo de injeção, o punção rastejou
3) Projeto de sistema de corredor inadequado
As soluções e métodos de prevenção são:
1) Fortaleça a rigidez do molde e aperte as peças do molde para torná-las estáveis
2) Ajuste a cooperação entre o punção de injeção e a câmara de pressão para eliminar o fenômeno de rastejamento
- Design razoável do corredor interno
7. Ablação por fricção de superfície de peças fundidas
Inspeção visual:A superfície da fundição tem uma superfície áspera em alguns lugares.

Os motivos são os seguintes:
1) Posição, direção e forma inadequadas do corredor interno causadas pelo molde de fundição (molde)
2) Resfriamento insuficiente das peças onde o metal fundido escoa no canal interno causado pelas condições de fundição
As soluções e métodos de prevenção são:
1) Melhorar a posição e direção do canal de entrada
2) Melhorar as condições de refrigeração, especialmente para melhorar as peças onde o metal fundido esfrega violentamente
3) Adicione tinta à parte ablada
4) Ajuste a vazão do líquido da liga para que não gere cavitação
5) Elimine a adesão da liga na ferramenta do molde (matriz)
8. Erosão
Inspeção visual:Existem marcas ou sulcos na posição local da fundição sob pressão.

Os motivos são os seguintes:
1) A posição da calha interna não está ajustada corretamente
2) Condições de refrigeração ruins
As soluções e métodos de prevenção são:
1) A espessura do canal interno deve ser adequada
2) Modifique a posição, direção e método de ajuste do corredor
- Reforçar o resfriamento das peças erodidas.
- Fissuras na superfície das peças fundidas
Inspeção visual:O fundido é colocado em uma solução alcalina e as rachaduras são cinza escuro. Os danos e rachaduras da matriz metálica são linhas retas ou onduladas, as linhas são estreitas e longas, e há uma tendência de desenvolvimento sob a ação de forças externas.

Causas de rachaduras em peças fundidas de liga de alumínio:
1) O teor de ferro na liga é muito alto ou o teor de silício é muito baixo; o teor de impurezas nocivas na liga é muito alto, o que reduz a plasticidade da liga; a liga alumínio-silício e a liga alumínio-silício-cobre contêm muito zinco ou cobre; a liga de alumínio-magnésio contém muito magnésio
2) O tempo de retenção do molde é muito curto e o tempo de retenção de pressão é curto; a espessura da parede da fundição muda drasticamente
3) A força de envolvimento local é muito grande e a força é desigual durante a ejeção
Soluções e métodos de prevenção:
1) Controlar corretamente a composição da liga, em alguns casos:lingotes de alumínio puro podem ser adicionados à liga para reduzir o teor de magnésio na liga; ou liga principal de alumínio-silício pode ser adicionada à liga para aumentar o teor de silício
2) Aumente a temperatura do molde (molde); mude a estrutura de fundição, ajuste o mecanismo de tração do núcleo ou torne a tensão da haste igual
3) Aumente o ângulo de inclinação e use um agente desmoldante forte localmente
4) Aumente o tempo de retenção do molde e aumente o tempo de retenção de pressão
Tecnologia industrial
- Os prós e contras da fundição sob pressão
- OSGi para soluções IoT:uma combinação perfeita
- A Blockchain é uma opção perfeita para a cadeia de suprimentos?
- Qual é a diferença entre forjamento, estampagem e fundição?
- 5 Técnicas para Fundição de Alumínio
- Aplicações de fundição de areia para o mercado de equipamentos pesados
- Fundição de investimento versus fundição sob pressão:quais são as diferenças?
- Fundição em areia x fundição em molde:quais são as diferenças?
- Aplicações de fundição de areia para o mercado automotivo
- Tratamento térmico para peças fundidas de alumínio