


O processo de fabricação de fundição sob pressão em detalhes
A fundição sob pressão é um processo de fundição de metal caracterizado pelo uso de uma cavidade do molde para aplicar alta pressão ao metal fundido. Os moldes geralmente são usinados a partir de ligas de alta resistência, algumas das quais são semelhantes à moldagem por injeção.
A maioria das peças fundidas são feitas de metais não ferrosos, como zinco, cobre, alumínio, magnésio, chumbo, estanho e ligas de chumbo-estanho, bem como suas ligas. Dependendo do tipo de fundição sob pressão, é necessária uma máquina de fundição sob pressão com câmara fria ou uma máquina de fundição sob pressão com câmara quente.
Neste post, o tema principal é o processo de fabricação de fundição. Para fornecer a você compreensão abrangente do processo de fundição, apresentaremos o básico 2 tipos de máquinas de fundição e os procedimentos de fabricação detalhados . Depois de ler o post, você otimizará bastante o processo de produção.
1. Dois tipos de máquinas de fundição
As máquinas de fundição sob pressão podem ser divididas em dois tipos, máquinas de fundição sob pressão de câmara quente e máquinas de fundição sob pressão de câmara fria . A diferença está em quanta força eles podem suportar. A pressão típica varia de 400 a 4.000 toneladas.
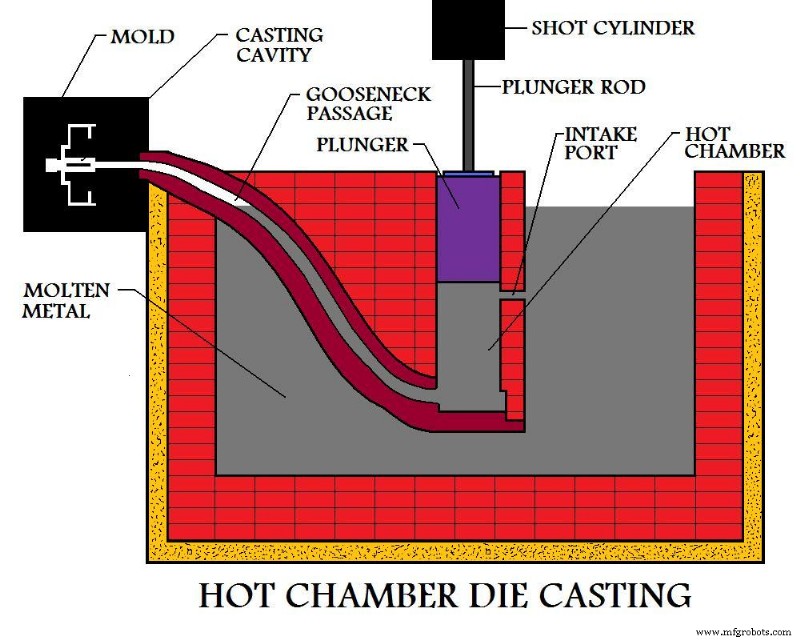
1.1 Máquinas de fundição sob pressão de câmara quente
Fundição de câmara quente, às vezes chamada de fundição de pescoço de ganso , conta com uma poça de metal fundido para preencher a matriz sob pressão. No início do ciclo, o pistão da máquina está em um estado retraído, momento em que o metal fundido pode preencher o “pescoço de ganso”.
O pistão pneumático ou hidráulico espreme o metal e o preenche no molde. As vantagens deste sistema incluem um tempos de ciclo rápidos (aproximadamente 15 ciclos por minuto), automação fácil , e a capacidade de derreter metal .
No entanto, as desvantagens incluem a incapacidade de fundir um metal com alto ponto de fusão , bem como a fundição de alumínio , uma vez que o alumínio levará o ferro para fora da poça de fusão.
Assim, as máquinas de fundição sob pressão de câmara quente são comumente usadas para ligas de zinco, estanho e chumbo. Além disso, a fundição sob pressão de câmara quente é mais aplicada para fundição sob pressão de peças pequenas, em vez de peças grandes.
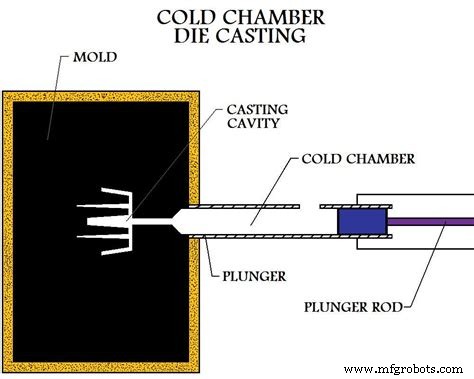
1.2 Máquinas de fundição sob pressão de câmara fria
A fundição a frio pode ser usada para metais de fundição sob pressão que não podem ser usados em processos de fundição sob pressão com câmara quente, incluindo ligas de alumínio, magnésio, cobre e zinco com maior teor de alumínio.
Nesse processo, o metal precisa ser derretido primeiro em um cadinho separado . Uma certa quantidade de metal fundido é então transferida para uma câmara de injeção ou bocal não aquecida. Esses metais são injetados no molde por pressão hidráulica ou mecânica.
Devido à necessidade de transferir o metal fundido para a câmara fria, a maior desvantagem deste processo é o longo ciclo de tempo .
As máquinas de fundição sob pressão de câmara fria também estão disponíveis nos tipos vertical e horizontal. As máquinas de fundição sob pressão verticais são geralmente máquinas pequenas, enquanto as máquinas de fundição sob pressão horizontais estão disponíveis em vários modelos.
2. Etapas de fabricação detalhadas em fundição
O processo de fundição de alta pressão consiste em quatro etapas, incluindo preparação do molde, enchimento, injeção e agitação, que também são a base para vários processos aprimorados de fundição.
2.1 Preparação
No processo de preparação, é necessário borrifar um lubrificante na cavidade. Além de ajudar a controlar a temperatura do molde, o lubrificante também pode ajudar na remoção do fundido, e então o molde pode ser fechado.
2.2 Preenchimento
O metal fundido é preenchido no molde com uma alta pressão , que está na faixa de cerca de 10 a 175 MPa. Quando o metal fundido é preenchido, a pressão é mantida até que o fundido solidifique.
2.3 Injeção
As matrizes são então abertas e o tiro (os tiros são diferentes dos fundidos porque pode haver várias cavidades em um molde, produzindo vários fundidos por tiro) é ejetado pelos pinos ejetores.
A injeção de alta pressão resulta em um enchimento muito rápido do molde para que o metal fundido possa preencher todo o molde antes que qualquer parte solidifique. Desta forma, as descontinuidades superficiais podem ser evitadas mesmo em seções de paredes finas e difíceis de preencher.
A maioria das fundições sob pressão pode ser usada para executar estruturas que não podem ser concluídas por fundição, como perfuração e polimento.
2.4 Agite
O processo de sacudir requer a separação da sucata, incluindo portões, corredores, esporas e rebarbas. Este processo geralmente é feito por extrusão da peça fundida através de uma matriz especial de curativo. Outros métodos de queda de areia incluem serrar e esmerilhar.
2.5 Inspeção de defeitos
Os defeitos podem ser verificados após a conclusão do processo de sacudimento. Os defeitos mais comuns incluem estagnação e direção fria.
Isso é tudo o que você precisa saber quando precisa fabricar produtos de qualidade por meio da tecnologia de fundição sob pressão. Deixe um comentário abaixo se tiver alguma dúvida.
Observação: Não possuímos as imagens utilizadas neste post. Sinta-se à vontade para entrar em contato conosco se eles pertencerem a você, e nós os removeremos o mais rápido possível.
Fabricação de produtos de fibra de carbono:pontos de controle de qualidade e mitigação
Quanto custa uma máquina CNC de metal?
Processo de manufatura
- Compreendendo o Processo de Fabricação do Eixo
- Os prós e contras da fundição sob pressão
- Uma Visão Geral Rápida do Processo de Fundição
- Etapas envolvidas no processo de fundição:as 4 principais etapas | Ciência da Manufatura
- O que está no processo de fabricação?
- Qual é o processo de fabricação de sabão?
- Quais são os 4 tipos de processo de fabricação?
- Benefícios dos fornecedores de fundição de ferro como processo de fabricação
- A Simplicidade da Fundição por Gravidade
- Entendendo a fundição