


Tipos de fresas de topo:escolhendo a ferramenta correta para usinagem
Ao contrário das brocas que se movem apenas na direção axial, as fresas de topo são projetadas para produzir também cortes laterais, tornando-as versáteis. Fresas de topo podem ser usadas para criar ranhuras, mergulhar, perfurar, traçar e escarear em todas as direções. Ao selecionar os tipos de fresas de topo para sua aplicação CNC, pelo menos três fatores influenciarão sua decisão:a forma desejada, o material da peça e o acabamento da superfície. No entanto, há mais variáveis em jogo.
Abaixo, detalhamos os diferentes tipos de fresas de topo e o que considerar ao escolher qual tipo é melhor para suas necessidades de usinagem.
Como escolher uma fresa de topo
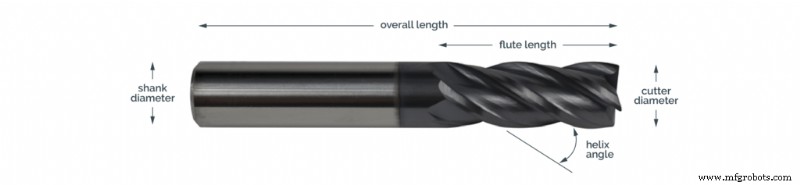
Aqui está a geometria básica de uma fresa de topo e os nomes de suas diferentes seções que usaremos com mais frequência nesta discussão:
 Muitas vezes, você será solicitado a escolher fresas de topo com base em seu tipo, número de canais e revestimento. Essas opções desempenham um papel importante no sucesso das operações de usinagem.
Muitas vezes, você será solicitado a escolher fresas de topo com base em seu tipo, número de canais e revestimento. Essas opções desempenham um papel importante no sucesso das operações de usinagem. Entenda os diferentes tipos de fresas de topo e suas aplicações
| Tipos | Identificação | Aplicativos |
| Fresas de topo quadradas | Também conhecidas como fresas de topo plano; têm arestas vivas nos cantos e geram um ângulo de 90° para produzir uma ranhura de fundo chato | Uma ferramenta versátil para aplicações gerais de fresamento, incluindo perfilamento, rasgo, fresamento lateral e de faceamento e mergulho |
| Fresas de topo Weldon | Vem com uma seção plana na haste para evitar deslizamento durante a operação de usinagem | Para fácil remoção durante a usinagem de metais duros, como titânio |
| Fresas de topo de esferas | Produz um raio igual à metade do diâmetro da ferramenta | Contornos multidimensionais em moldes ou matrizes |
| Fresas de topo de raio | Também conhecidas como fresas de topo bullnose; têm um nariz quadrado com cantos ligeiramente arredondados para uma distribuição uniforme das forças de corte | Para cortar um raio especificado, como em operações de fresamento de molde |
| Fresas de topo de acabamento | Uma extremidade quadrada juntamente com alta contagem de flautas para criar um acabamento de superfície suave | Operações de fresamento lateral onde são necessárias alta remoção de cavacos e acabamento suave |
| Fresas de topo de perfuração | Um ponto de 60 ou 90 graus na extremidade da ferramenta com duas ou quatro arestas de corte | Montagem, perfuração, fresamento e escareamento |
| Fresas de topo para desbaste | Vários dentes nas flautas para remover grandes áreas de superfície de uma só vez | Para remover grandes áreas de material em uma única passagem, sacrificando o acabamento da superfície |
| Fresas de topo de arredondamento | Um perfil de 90° com cantos arredondados para remover bordas afiadas sem quebrar | Para arredondar bordas externas afiadas de uma peça de trabalho |
| Rebaixamento de fresas de topo | Uma ponta esférica com bordas curvas sobre uma haste longa, aparecendo como um pirulito | Para criar rebaixos durante aplicações de usinagem multieixo |
Meça o Stickout
O termo “stickout” representa o comprimento total de uma fresa de topo. Um tipo específico de fresa de topo pode estar disponível em diferentes comprimentos. A profundidade de corte necessária determina o stickout ideal. Um stickout muito curto pode levar à colisão do mandril do fuso com a peça de trabalho durante a operação, enquanto um stickout maior pode fazer com que a haste se mova na direção oposta da força de corte, levando à deflexão da ferramenta. Idealmente, a profundidade de corte deve ser sempre menor que o comprimento do canal, e isso deve ser usado como métrica ao escolher suas fresas de topo.
Escolha o número ideal de flautas
Canais são as arestas de corte espirais profundas abaixo da haste que são usadas para remoção de cavacos. O número de canais na fresa de topo afeta a taxa de remoção de cavacos, o acabamento da superfície da peça e a taxa de avanço necessária durante a usinagem. Se a retenção de alta remoção de cavacos for primária, ou se você estiver aparando metais macios como o alumínio, escolher um número menor de canais (dois ou três) produz os melhores resultados. Por outro lado, mais canais garantem um acabamento superficial de alta qualidade ao custo de uma alta taxa de alimentação durante todo o procedimento.
Selecione o material
Normalmente, o material de corte deve ser mais duro que o material da peça para poder lidar com o excesso de calor gerado durante a operação de corte. A este respeito, as fresas de topo vêm em dois materiais diferentes:aço carbono de alta velocidade (HSS) e carboneto de tungstênio. Aqui está uma rápida comparação entre os dois materiais:
| HSS | Carbeto de tungstênio | |
| Preço | Barato | Caro |
| Recomendado para | Aplicação de corte intermitente | Aplicação de corte contínuo |
| Velocidade de corte | Baixo | Alto |
| Composição | Aço (metal) | Tungstênio, carbono e cobalto (metal cerâmico) |
| Resistência ao desgaste em altas temperaturas | Baixo | Alto |
| Finalizando | Acabamento ruim | Acabamento de alta qualidade |
Devido à sua resistência ao desgaste, altas velocidades de corte e recursos de acabamento superficial de alta qualidade, as ferramentas de metal duro são muito procuradas em relação às ferramentas HSS. Suas fresas de topo podem ser revestidas com TiAlN (nitreto de alumínio e titânio) para aumentar a velocidade de corte em até 25%.
Escolha a direção helicoidal correta
Existem dois tipos de fresas de topo dependendo da direção helicoidal; corte para cima e para baixo. Fresas de topo de corte ascendente empurram os cavacos, mas desgastam a borda superior. No caso das fresas de topo downcut, ocorre o contrário. Portanto, se você deseja um acabamento suave tanto na parte superior quanto na inferior, escolha um cortador de compressão, pois ele foi projetado para oferecer uma borda limpa em ambas as extremidades para cortar madeira compensada, compósitos ou laminados.
Seu parceiro local para atender a requisitos rígidos de CNC com facilidade
A Industrial Metal Service fornece serviços de metal para a área da baía de São Francisco e além por mais de duas décadas. Fornecemos metais novos e remanescentes, como titânio, cobre e aço, e reciclamos sucatas aproveitáveis que sobraram de processos de fabricação, verificando sua qualidade e composição por meio da tecnologia de fluorescência de raios X. Além disso, estamos felizes em reciclar suas ferramentas de usinagem CNC quebradas ou desgastadas e fornecer um valor de mercado justo para elas.
Também nos especializamos no corte de precisão de seus metais nas dimensões de usinagem que você precisa com nosso equipamento de serra de metal de última geração. Nossa MetlSaw NF12-T12 é capaz de cortar chapas de alumínio de 12 polegadas de espessura de até 12 pés de comprimento e 12 pés de largura, enquanto nossa serra de fita Amada PCSAW 530 X com tecnologia de corte por pulso pode cortar de forma rápida e precisa ligas de titânio resistentes.
Tecnologia industrial
- Qual é a melhor ferramenta para cortar chapas metálicas?
- A mecânica secreta das fresas de topo de alto avanço
- Os sete requisitos para usinagem otimizada
- Usinagem de titânio:encontre as ferramentas de fresamento certas para superligas
- Escolhendo a melhor técnica de usinagem abrasiva para aplicações de retificação portátil
- 8 Táticas obrigatórias para usinagem médica de precisão
- Usinagem médica:fabricantes de ferramentas de corte oferecem insights, conselhos para o sucesso
- Tipos de processos de usinagem
- Compreendendo a demanda por usinagem de 5 eixos
- Ferramentas de corte para usinagem de precisão