


A mecânica secreta das fresas de topo de alto avanço
Uma fresa de topo de alto avanço é um tipo de ferramenta de fresamento de alta eficiência (HEM) com um perfil de extremidade especializado que permite que a ferramenta utilize afinamento de cavacos para aumentar drasticamente as taxas de avanço. Essas ferramentas devem operar com uma profundidade axial extremamente baixa, de modo que a ação de corte ocorra ao longo da borda curva do perfil inferior. Isso permite que alguns fenômenos diferentes ocorram:
- O baixo ângulo de ataque faz com que a maior parte da força de corte seja transferida axialmente de volta para o fuso. Isso equivale a menos deflexão, pois há muito menos força radial empurrando o cortador para fora de seu eixo central.
- O perfil curvo estendido da borda inferior causa um efeito de afinamento de cavacos que permite taxas de avanço agressivas.
O ângulo de ataque baixo de uma fresa de topo de alto avanço
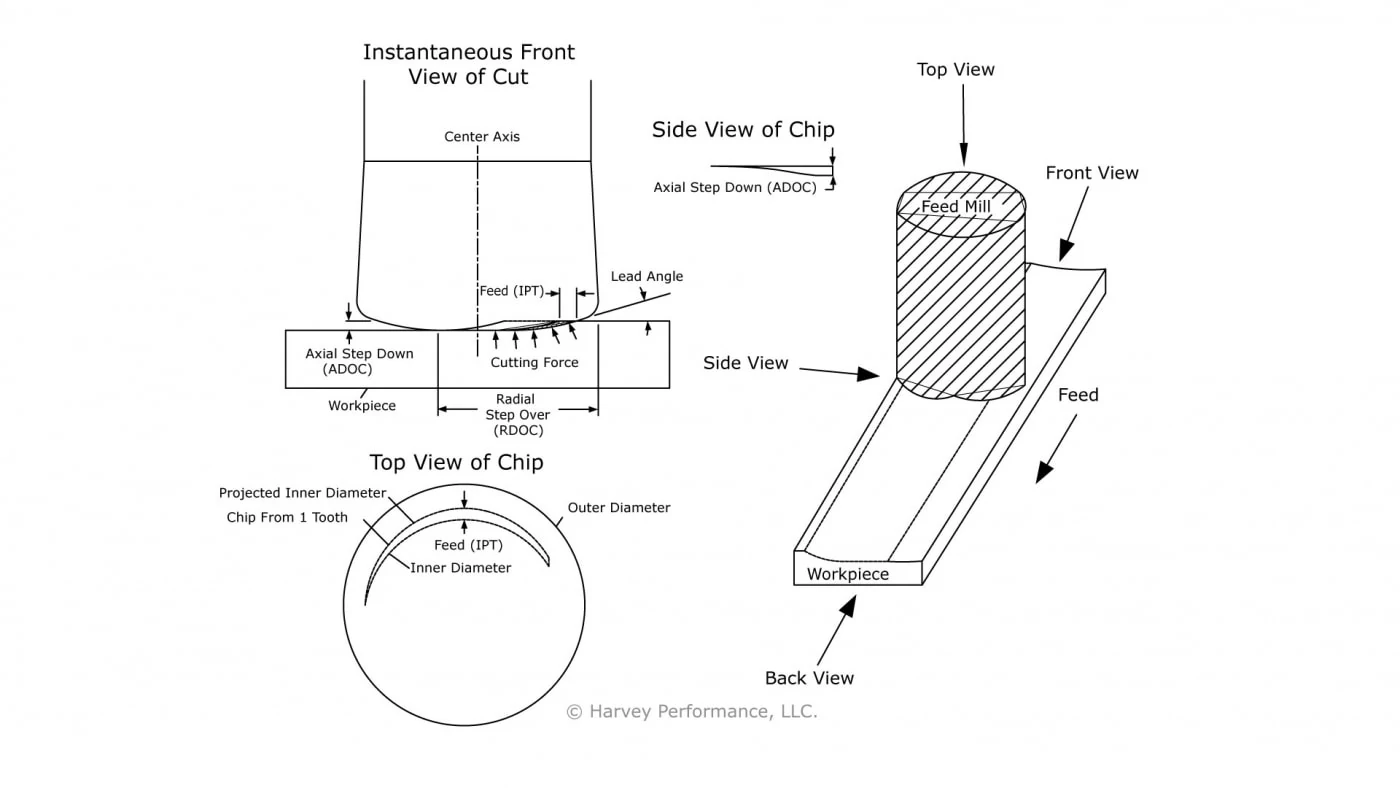
Conforme visto na Figura 1 abaixo, quando uma fresa de topo de alto avanço é encaixada corretamente em uma peça de trabalho, o baixo ângulo de ataque, combinado com uma baixa profundidade de corte axial, transfere a maior parte da força de corte para cima ao longo do eixo central da ferramenta. Uma baixa quantidade de força radial permite que alcances mais longos sejam empregados sem os efeitos adversos da vibração, o que levará à falha da ferramenta. Isso é benéfico para aplicações que exigem uma baixa quantidade de força radial, como usinagem de paredes finas ou contorno de bolsões profundos.
Os moinhos de ração têm taxas de alimentação agressivas
A Figura 1 também mostra um instantâneo instantâneo do cavaco sendo formado quando engatado em um caminho de ferramenta de desbaste adequado. Observe como o cavaco (marcado por linhas diagonais) afina à medida que se aproxima do eixo central da ferramenta. Isso se deve à geometria curva da borda inferior. Devido a este fenômeno de afinamento de cavacos, o avanço da ferramenta deve ser aumentado para que a ferramenta esteja ativamente engajada no corte e não roce na peça de trabalho. A fricção aumentará o atrito, o que, por sua vez, aumenta o nível de calor ao redor da zona de corte e causa desgaste prematuro da ferramenta. Como esta ferramenta requer uma maior carga de cavacos para manter uma aresta de corte viável, a ferramenta recebeu o nome de “Fresa de Alto Avanço”.

Outros fenômenos devido à geometria curva da borda inferior
A geometria curva da borda inferior também sanciona as seguintes ações:
- Um raio programável sendo adicionado a um caminho de ferramenta CAM
- Formação de vieiras durante operações de faceamento
- Aparas de formatos diferentes criados durante as aplicações de ranhuramento, em comparação com o desbaste HEM
Raio programável
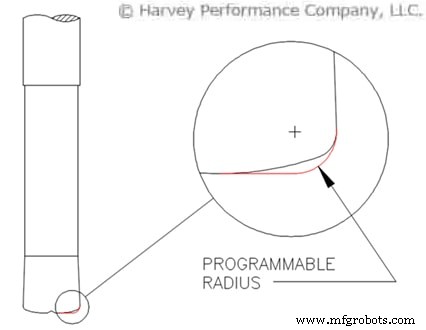
As fresas de topo de alto avanço da Helical Solutions têm um design de borda inferior de raio duplo. Por causa disso, o perfil exato não pode ser facilmente programado por algum software CAM. Portanto, um raio teórico é usado para permitir uma fácil integração. Simplesmente programe um caminho de ferramenta bullnose e use o raio teórico (visto abaixo na Figura 2) da tabela de dimensões como o raio do canto.
Gerenciando Vieiras
Uma vieira é uma cúspide de material deixada para trás por ferramentas de corte com perfis curvos. Três fatores principais que determinam a altura e a largura das vieiras são:
- Profundidade de corte axial
- Profundidade de corte radial
- Curvatura da borda inferior ou ângulo de ataque
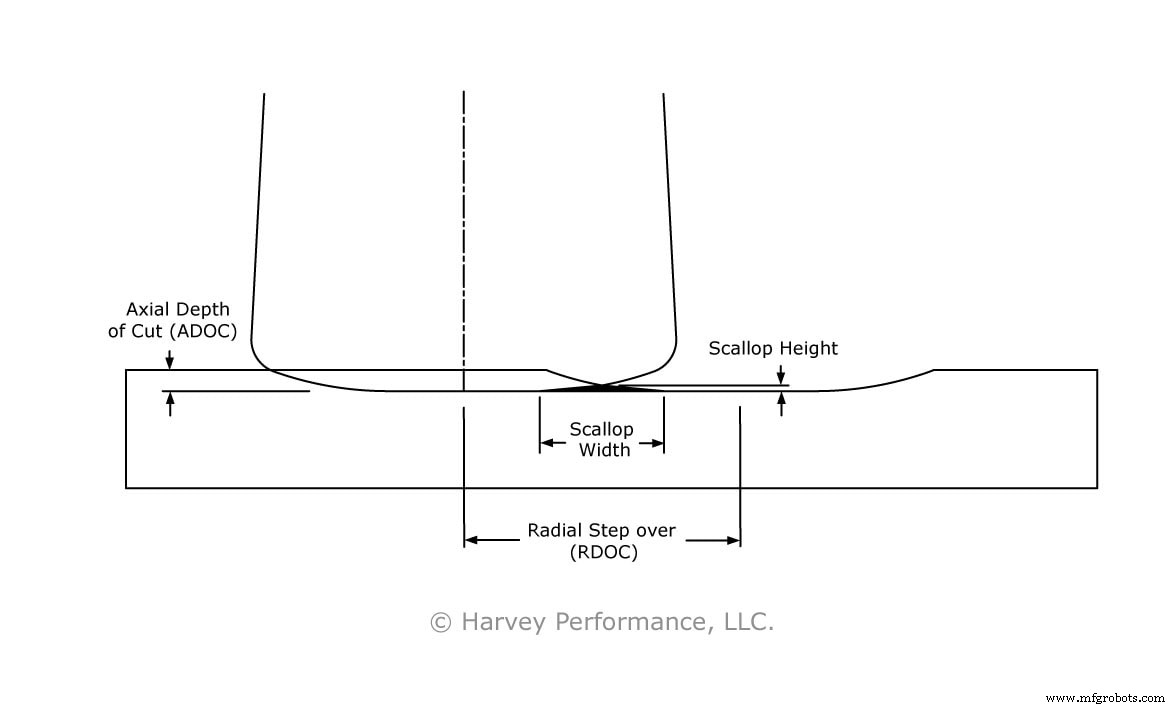
A Figura 3 abaixo é uma representação do perfil de recorte de um corte de desbaste típico com um passo radial de 65% e profundidade de corte axial de 4%. A região sombreada representa a vieira que fica para trás após 2 passadas de desbaste e corre paralela ao caminho da ferramenta.
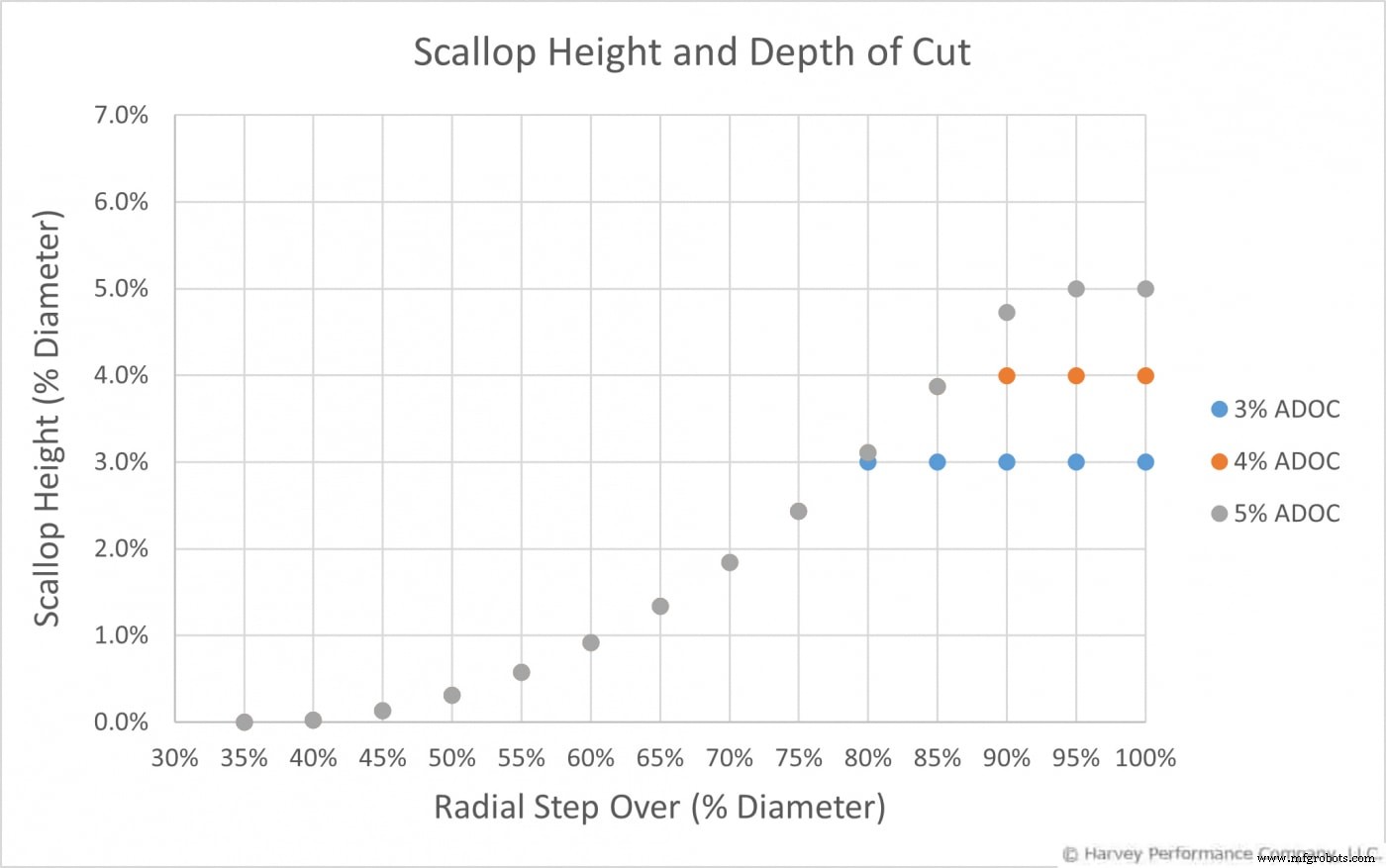
As Figuras 4 e 5 mostram os efeitos da profundidade radial e axial dos cortes na altura e largura das vieiras. Esses números devem ser vistos no contexto da Figura 3. A porcentagem por diâmetro é usada em vez de unidades de medida padrão para mostrar que esse efeito pode ser previsto em qualquer tamanho de ferramenta. A Figura 4 mostra que uma vieira começa a se formar quando a ferramenta é programada para ter um passo radial entre 35% e 40%. A altura aumenta exponencialmente até ser maximizada na profundidade axial de corte. A Figura 5 mostra que existe uma relação linear entre o degrau radial e a largura do scallop. Nenhuma relação é observada entre a largura do recorte e a profundidade axial de corte, desde que o ADOC e o raio de curvatura da aresta de corte inferior permaneçam consistentes.
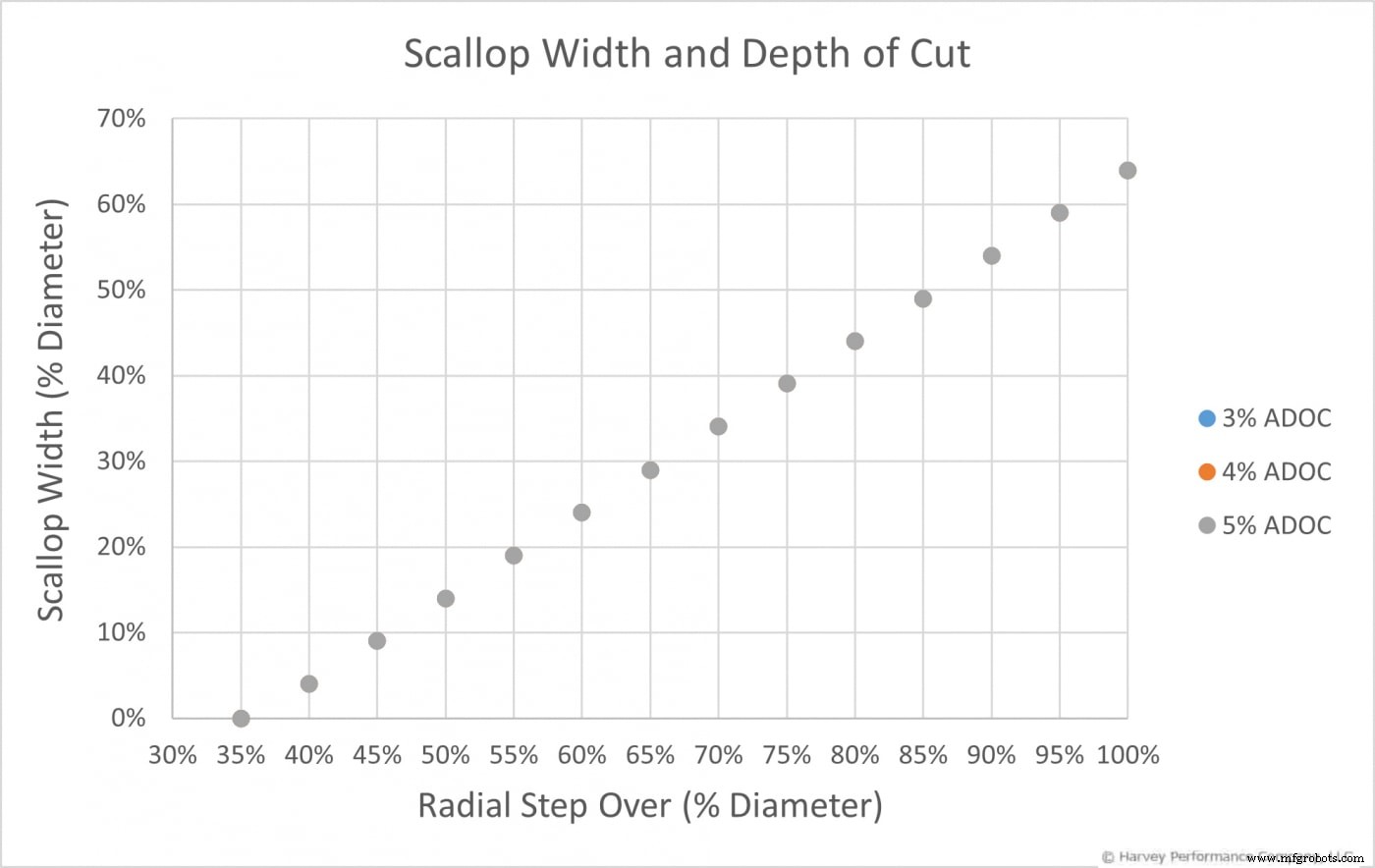
A partir dos gráficos nas Figuras 4 e 5, obtemos as seguintes equações para dimensões de vieira.
Notas sobre essas equações:
- Estas equações são aplicáveis apenas para Fresas de topo de alto avanço de soluções helicoidais
- Estas equações são aproximações
- A equação da altura da vieira é imprecisa depois que a profundidade axial do corte é atingida
- RDOC é em termos de porcentagem de diâmetro (0,55 x Diâmetro, 0,65 x Diâmetro etc.)
Curvatura da borda inferior das fresas de topo de alto avanço
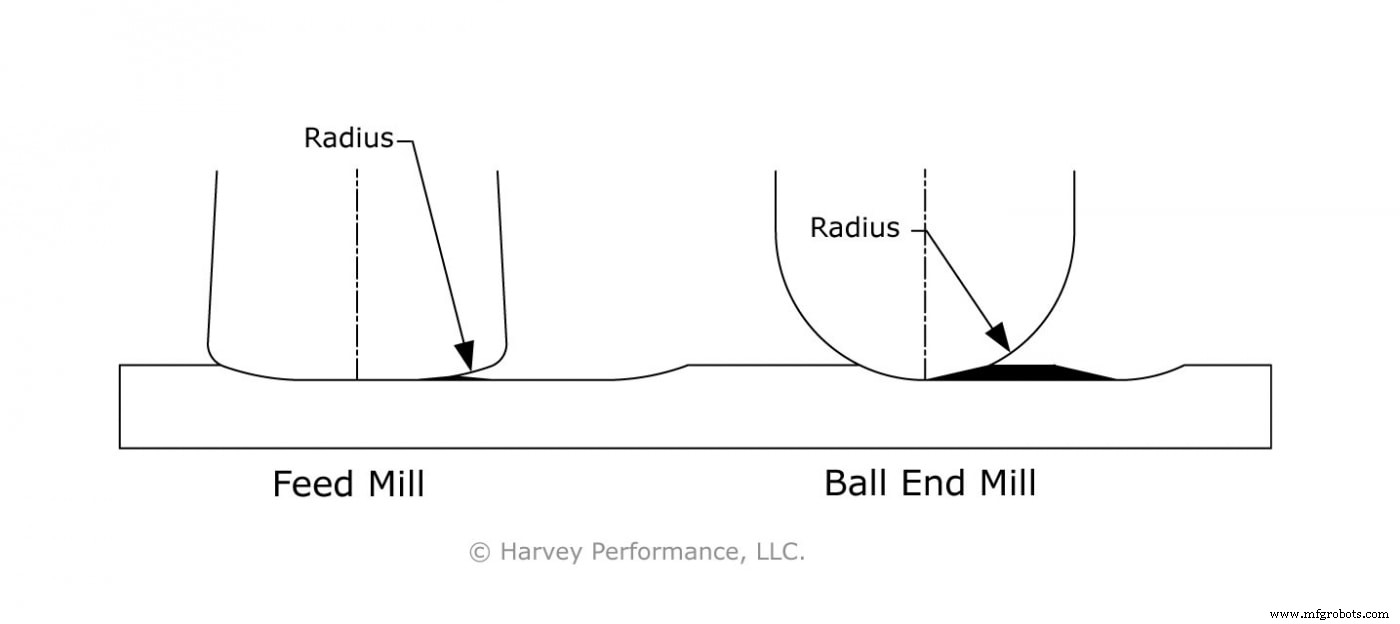
Quanto menor o raio de curvatura, maior a altura da vieira. Por exemplo, o grande raio parcial da aresta de corte inferior da fresa de topo de alto avanço da Helical Solutions deixará um recorte menor quando comparado a uma fresa de topo esférica programada com o mesmo caminho da ferramenta. A Figura 6 mostra uma comparação lado a lado de uma fresa de topo esférica e fresa de alto avanço com a mesma profundidade de corte radial e axial. A largura e a altura da vieira são visivelmente maiores para a fresa de topo esférica porque ela tem um raio de curvatura menor.
Slots Completos
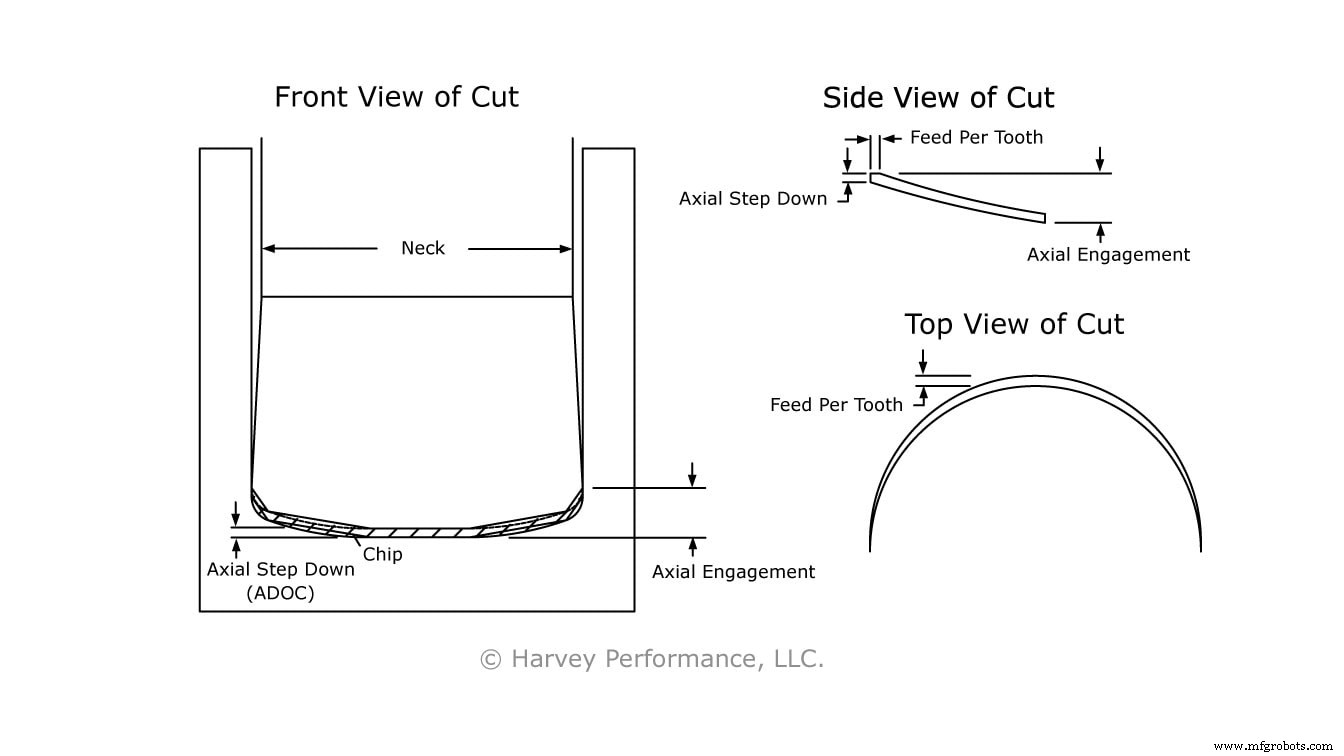
Ao fazer canais, a taxa de avanço deve ser bastante reduzida em relação ao desbaste, pois uma porção maior da aresta de corte inferior é engatada. Conforme mostrado na Figura 7, o rebaixamento axial não equivale ao engate axial. Uma vez engatado em um slot completo, o chip se torna uma forma complexa. Ao visualizar o cavaco de lado, você pode ver que a ferramenta não está cortando a totalidade do encaixe axial em um ponto no tempo. O cavaco segue o contorno da ranhura cortada na forma da aresta inferior da ferramenta. Devido a esse fenômeno, o chip desce até o ponto mais baixo da ranhura e depois volta ao ponto mais alto de engate axial ao longo da lateral. Isso cria um cavaco longo e fino que pode obstruir os pequenos vales da ferramenta, levando à falha prematura da ferramenta. Isso pode ser resolvido diminuindo a taxa de alimentação e aumentando a quantidade de refrigerante usado na operação.
Em resumo, o perfil curvo da aresta inferior da ferramenta permite taxas de avanço mais altas no fresamento de alto avanço, devido ao efeito de afinamento de cavacos que cria com seu baixo ângulo de ataque. Esse baixo ângulo de ataque também distribui as forças de corte axialmente em vez de radialmente, reduzindo a quantidade de trepidação que uma fresa de topo normal pode experimentar nas mesmas condições. Os maquinistas devem ter cuidado, pois a borda inferior curva também permite a formação de vieiras, requer um raio programável ao usar alguns pacotes CAM e torna o rasgo não tão produtivo quanto as operações de desbaste.
Como ajustar os parâmetros de execução para ferramentas em miniatura
Ranhuras bem-sucedidas com ferramentas de corte em miniatura
Máquina cnc
- para parar de quebrar as fresas de topo
- Qual é a melhor ferramenta para cortar chapas metálicas?
- A História das Furadeiras
- Vespel®:O Material Aeroespacial
- Guia de solução de problemas de fresamento e fresamento de topo
- Introdução à Fresagem de Alta Eficiência
- Como otimizar resultados durante a usinagem com fresas de topo em miniatura
- Como prolongar a vida útil da sua fresa de topo
- Como maximizar fresas de topo de alto balanço
- O que você precisa saber sobre a fresa de topo de pastilha