


5 Unidade 4:Deslocamento da cabeça chata
OBJETIVO
Após concluir esta unidade, você deverá ser capaz de:
- Identifique cabeça chata de deslocamento
- Explicar como corrigir a configuração da Mesa Rotativa.
Cabeça de Perfuração Offset
O mandrilamento offset é um acessório que se encaixa no fuso da fresadora e permite que a maioria dos furos tenham um melhor acabamento e maior precisão de diâmetro. Cabeças de mandrilamento deslocadas são usadas para criar furos grandes quando a tolerância não permite uma broca ou não tem uma broca ou alargador grande o suficiente. Um cabeçote de mandrilamento deslocado pode ser usado para ampliar o furo ou ajustar a linha central do furo em certos casos.
Segurança:
Certifique-se de que todos os parafusos de ajuste estejam apertados antes da operação. Certifique-se de que a cabeça de mandrilamento de deslocamento tenha uma folga para encaixar no furo ao mandrilar. Remova a chave Allen antes de girar a fresadora. Verifique novamente a velocidade do moinho antes da operação.
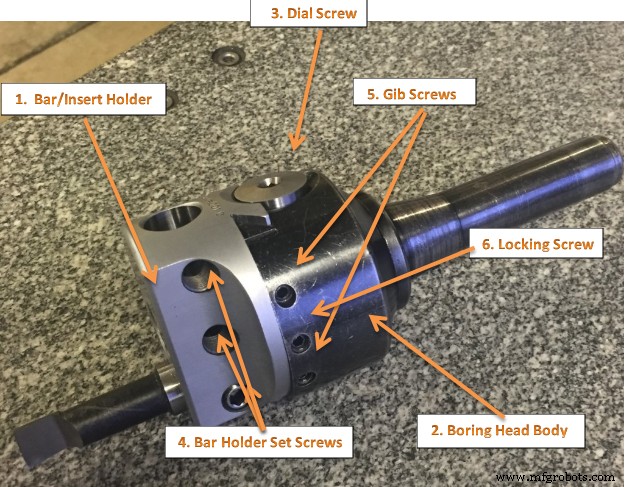
Figura 1. Cabeça de Mandrilamento Offset
CABEÇA E FERRAMENTAS DE PERFURAÇÃO DE COMPENSAÇÃO
A Figura 1. mostra uma cabeça de mandrilar deslocada. Observe que a barra de mandrilar pode ser ajustada em um eixo de ângulo reto. Esta característica torna possível posicionar a fresa de mandrilar com precisão para furos de diâmetros variados.
Este ajuste é mais conveniente do que ajustar a fresa no suporte da barra de mandrilar ou trocar a barra de mandrilar. Outra vantagem do cabeçote de mandrilamento offset é o fato de que o colar micrométrico graduado permite que a ferramenta seja movida com precisão em uma quantidade especificada geralmente em incrementos de (0,001) sem o uso de relógio comparador ou outro dispositivo de medição.
Cabeça de Perfuração Offset
Um Boring Heads tem três componentes principais:
- corpo da cabeça chato
- suporte de barra/suporte de inserção
- parafuso de discagem
O corpo da cabeça de perfuração tem um acabamento de óxido preto para prevenção de ferrugem. O suporte da barra ou suporte da pastilha (#1) foi cromado acetinado para resistência ao desgaste. O parafuso do mostrador (#3) foi retificado com precisão para proporcionar um movimento preciso do suporte da barra/suporte da pastilha na corrediça da cauda de andorinha. A tensão do gib foi predefinida na fábrica. Os dois parafusos gib (#5) não devem ser afrouxados para fazer ajustes de tamanho. Esses parafusos servem apenas para ajustar a pressão do gib e são preenchidos com cera vermelha para evitar ajustes acidentais. O parafuso de travamento (#6) é o único parafuso usado para fazer alterações de tamanho na cabeça de mandrilar.
Ajuste de diâmetro
Para ajustar o diâmetro de uma cabeça de mandrilar padrão Allied Criterion:
1. Afrouxe o parafuso de travamento (#6).
2. Gire o parafuso do mostrador (#3) no sentido horário para aumentar o diâmetro e no sentido anti-horário para diminuir o diâmetro.
3. Aperte o parafuso de travamento (#6). Ajustando Cabeças de Mandrilamento Padrão
Procedimento:
- Configure e alinhe cuidadosamente o trabalho paralelo ao deslocamento da mesa.
2. Alinhe o centro do fuso da máquina de fresagem com o ponto de referência no trabalho.
3. Identifique a localização do furo com uma broca central ou ferramenta de localização.
4. Furo perfurado acima de ½ polegada. Certifique-se de que a cabeça de mandrilamento de deslocamento tenha uma folga para encaixar no furo ao mandrilar.
5. Instale a cabeça do furo na Fresadora.
6. Instale a barra de perfuração e aperte o parafuso de ajuste e afrouxe o parafuso de trava e ajuste a barra de perfuração na borda do furo.
7. Verifique novamente o alinhamento de trabalho, bem como o alinhamento do fuso com o ponto de referência, para certificar-se de que não se deslocou. Se algum erro for evidente, será necessário repetir o procedimento 6 antes do processamento.
8. Ajuste a velocidade da fresadora para o tamanho e o material do furo.
9. Envolva a alimentação de minhoca em Mill. Traga a pena para o material. Puxe a alavanca para fora para engatar a alimentação de energia. Quando estiver na profundidade desejada, empurre a mão para trás para desengatar a alimentação e, em seguida, desligue a fresadora. Remova a cabeça de perfuração do furo.
10. Termine o furo no tamanho necessário.
NOTA:Repita os Procedimentos 6-9 até que o furo tenha o tamanho desejado.
Mesa rotativa
Uma mesa rotativa pode ser usada para fazer arcos e círculos. Por exemplo, a ranhura em T circular na base giratória para uma morsa pode ser feita usando uma mesa rotativa. Mesas rotativas também podem ser usadas para indexação, onde uma peça de trabalho deve ser girada uma quantidade exata entre as operações. Você pode fazer engrenagens em uma fresadora usando uma mesa rotativa. As placas divisórias facilitam a indexação com uma mesa rotativa.
As mesas rotativas são mais comumente montadas “planas”, com a mesa girando em torno de um eixo vertical, no mesmo plano que o cortador de uma fresadora vertical. Uma configuração alternativa é montar a mesa rotativa em sua extremidade (ou montá-la “plana” em uma placa de ângulo de 90°), de modo que ela gire em torno de um eixo horizontal. Nesta configuração também pode ser usado um cabeçote móvel, mantendo assim a peça de trabalho “entre centros”.
Com a mesa montada em uma mesa secundária, a peça de trabalho é centralizada com precisão no eixo da mesa rotativa, que por sua vez está centralizada no eixo da ferramenta de corte. Todos os três eixos são assim coaxiais. A partir deste ponto, a mesa secundária pode ser deslocada na direção X ou Y para definir a fresa na distância desejada do centro da peça de trabalho. Isso permite operações de usinagem concêntrica na peça de trabalho. Colocar a peça de trabalho excentricamente a uma distância definida do centro permite o corte de curvas mais complexas. Tal como acontece com outras configurações em uma fresadora vertical, a operação de fresamento pode ser perfurar uma série de furos concêntricos e possivelmente equidistantes, ou fresar a face ou a extremidade de formas e contornos circulares ou semicirculares.
Uma mesa rotativa pode ser usada:
- Para usinar partes planas de chave em um parafuso
- Para fazer furos equidistantes em um flange circular
- Para cortar uma peça redonda com uma espiga saliente
- Para criar furos de grande diâmetro, por meio de fresamento em um percurso circular, em pequenas fresadoras que não têm potência para acionar grandes brocas helicoidais (>0,500″/>13mm)
- Para fresar hélices
- Para cortar curvas complexas (com configuração adequada)
- Para cortar linhas retas em qualquer ângulo
- Para cortar arcos
- Com a adição de uma mesa composta na parte superior da mesa rotativa, o usuário pode mover o centro de rotação para qualquer lugar na peça que está sendo cortada. Isso permite que um arco seja cortado em qualquer lugar da peça.
- Para cortar peças circulares
Configurando uma mesa rotativa
Ao usar uma mesa rotativa em uma Fresadora, seja para fresar um arco ou fazer furos em algum padrão circular, há duas coisas que devem ser feitas para configurar a peça de trabalho. Primeiro, a peça de trabalho deve ser centralizada na mesa rotativa. Em segundo lugar, a mesa rotativa deve ser centralizada sob o fuso. Em seguida, a mesa da fresadora pode ser movida a uma distância apropriada e você pode começar a cortar.
Você pode centralizar a mesa sob o eixo primeiro, indicando o orifício no centro da mesa. Então você pode montar a peça de trabalho na mesa e indicar a peça de trabalho. Há dois problemas com esta abordagem. Primeiro, você está assumindo que o buraco na mesa é verdadeiro e centrado. Pode ser verdade ou não. Em segundo lugar, esta abordagem corre o risco de uma espécie de acúmulo de erros, pois você está medindo a partir de dois recursos diferentes (o furo da mesa rotativa e algum recurso na peça de trabalho). Primeiro centralize a peça de trabalho na mesa rotativa e depois centralize a mesa rotativa sob o fuso.
Para centralizar a peça de trabalho na mesa rotativa, gire a mesa rotativa e observe a deflexão do ponteiro do indicador. Ajuste a posição da mesa de fresagem (X e Y) conforme necessário, até que a agulha não deflete mais.
Você disca em uma mesa rotativa colocando um relógio comparador em um mandril ou pinça no fuso, que é girado manualmente com a ponta do indicador em contato com o orifício da mesa rotativa. Se a sua máquina puder ser desengatada, isso ajuda a fazê-lo, de modo que o fuso oscile livremente. Obviamente, também é mais fácil usar um mandril de broca do que uma pinça, para que você tenha algo que possa girar facilmente. Faça seus ajustes usando os volantes da sela e da mesa.
Depois de ter localizado o centro (o indicador lerá o mesmo que você gira o eixo, é uma boa ideia definir ambos os mostradores em "0", em vez de marcar algum local aleatório. Certifique-se de ter a folga definida corretamente também . Defina a leitura do mostrador em uma direção positiva para que seja fácil contar todas as alterações, e você nunca precisa se lembrar de qual caminho escolheu para definir a folga. Eu também sempre marco a mesa e a sela com um lápis de cera para saber onde centro está localizado. Isso lhe diz quando parar de girar a manivela quando "0" aparecer se você quiser colocar a mesa de volta no centro para carregar outra parte.
Depois de localizar o centro da mesa e definir os mostradores e travar a mesa e a sela, você geralmente tem algum recurso de sua parte que deseja que seja centralizado. Em alguns casos pode ser um furo, em outros pode ser a borda externa da parte circular. Em um caso como esse, é prática comum usar o mesmo indicador e girá-lo dentro do furo ou do perímetro da peça. O perímetro pode exigir que você contorne os grampos, o que geralmente pode ser feito usando a pena para mover o indicador para cima o suficiente para limpá-los. Quando você disca peças para uma mesa que já foi localizada, você toca a peça ao redor, você não faz ajustes com a sela ou as alças da mesa. Toque na parte depois de encaixar levemente os grampos, para que ela não se mova descontroladamente. Você pode obter uma localização virtualmente perfeita dessa maneira, certamente o mais próximo que a máquina é capaz de trabalhar.
Depois que a peça de trabalho estiver centralizada na mesa rotativa, você agora gira o fuso com a mão, para que a ponta do indicador varra o interior do furo. Ajuste a posição da mesa de fresagem conforme necessário até que nenhuma deflexão da agulha seja observada.
Configurando sua mesa rotativa
Como centrar o fuso sobre o centro da mesa rotativa. Aqui estão alguns dos métodos a serem usados.
Para centralizar a mesa rotativa com o eixo da fresadora vertical
Siga o seguinte procedimento:
1. Esquadre a cabeça vertical com a mesa da máquina.
2. Monte a mesa rotativa na mesa da fresadora.
3. Coloque um plugue de teste no orifício central da mesa rotativa.
4. Monte um relógio comparador no fuso da fresadora.
5. Com o relógio comparador limpando a parte superior do plugue de teste, gire o eixo da máquina manualmente e alinhe o plugue aproximadamente com o eixo.
6. Coloque o relógio comparador em contato com o diâmetro do bujão e gire o eixo manualmente.
7. Ajuste a mesa da máquina pelas alças longitudinal (X) e transversal (Y) até que o relógio comparador não registre nenhum movimento.
8. Trave a mesa e a sela da fresadora e verifique novamente o alinhamento.
9. Reajuste se necessário.
Uma maneira de configurar sua mesa rotativa
 |  Posição aproximada  Fiz uma peça de latão de 3/8″ e coloquei uma ponta de 60 graus nela. Deve caber nos suportes da fresa de topo. Este método é bastante útil para várias operações de configuração. |
 |  Visual Position  To perform a visual position. Your eye is pretty good and judging when the two circles are centered. Normally within 0.010″ Sometimes. |
 |  Indicate  To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings. For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side. |
 |  Lineup Jig To locate a jig or workpiece on the rotary table. I start off with the initial rough line up. |
 |  Indicate Jig  Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around. |
To Center a Workpiece with the Rotary Table
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
Radius Milling
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
UNIT TEST
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
Chapter Attribution Information
This chapter was derived from the following sources.
- Tapping Procedures derived from Drilling and Tapping by the University of Idaho, CC:BY-SA 3.0.
- Tramming derived from Tramming Mill Head by the University of Idaho, CC:BY-SA 3.0.
- Dial Indicator (Photo) derived from Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Milling Machine Procedures derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Rotary Table derived from Rotary Table by the University of Idaho, CC:BY-SA 3.0.
Tecnologia industrial
- O que é rugosidade da superfície? - Unidade, gráfico, medição
- Máquinas de impressão:Impressão Offset
- Como funciona a impressão offset?
- 3 benefícios de usar uma furadeira
- O que é uma chave de fenda?
- 16 Unidade 2:Teste de dureza
- 22 Unidade 5:Operação CNC
- 24 Unidade 7:Mastercam
- Uma introdução às máquinas de perfuração
- O que é uma Mandrilhadora Horizontal?