


Sutura
Antecedentes
Uma sutura cirúrgica é usada para fechar as bordas de uma ferida ou incisão e para reparar o tecido danificado. Existem muitos tipos de suturas, com diferentes propriedades adequadas para vários usos. As suturas podem ser divididas em dois grupos principais:absorvíveis e não absorvíveis. Uma sutura absorvível se decompõe no corpo. Ele se degrada quando uma ferida ou incisão cicatriza. Uma sutura não absorvível resiste à tentativa do corpo de dissolvê-la. Suturas não absorvíveis podem ser removidas por um cirurgião após a cicatrização de uma incisão superficial.
As suturas são feitas de materiais naturais e artificiais. Os materiais de sutura naturais incluem seda, linho e categute, que na verdade é o intestino seco e tratado de uma vaca ou ovelha. As suturas sintéticas são feitas de uma variedade de tecidos, como náilon ou poliéster, formulados especificamente para uso cirúrgico. Suturas sintéticas absorvíveis são feitas de ácido poliglicólico ou outros polímeros de glicolídeo. A maioria dos materiais de sutura sintética tem nomes proprietários, como Dexon e Vicryl. O material resistente à água Goretex tem sido usado para suturas cirúrgicas e outras suturas são feitas de fio de metal fino.
As suturas também são classificadas de acordo com sua forma. Alguns são monofilamentos, ou seja, consistindo em apenas uma estrutura semelhante a um fio. Outros consistem em vários filamentos trançados ou trançados juntos. Os cirurgiões escolhem que tipo de sutura usar, dependendo da operação. Um monofilamento tem o que é chamado de baixo arrasto do tecido, o que significa que ele passa suavemente através do tecido. Suturas trançadas ou torcidas podem ter maior resistência ao tecido, mas são mais fáceis de dar e têm maior força de nó. As suturas trançadas são geralmente revestidas para melhorar o arrasto do tecido. Outras suturas podem ter um núcleo trançado ou torcido dentro de uma manga lisa de material extrudado. São conhecidos como pseudo-monofilamentos. Uma sutura também pode ser classificada de acordo com seu diâmetro. Nos Estados Unidos, o diâmetro da sutura é representado em uma escala que desce de 10 a 1 e depois desce novamente de 1-0 a 12-0. Uma sutura número 9 tem 0,0012 pol. (0,03 mm) de diâmetro, enquanto a menor, número 12-0, é menor em diâmetro do que um fio de cabelo humano.
A fabricação de suturas está sob o controle regulatório da Food and Drug Administration (FDA) porque as suturas são classificadas como dispositivos médicos. As diretrizes de fabricação e testes para a indústria são fornecidos por uma agência não governamental sem fins lucrativos chamada United States Pharmacopeia, localizada em Rockville, Maryland.
História
Os médicos usam suturas há pelo menos 4.000 anos. Registros arqueológicos do antigo Egito mostram que os egípcios usavam linho e tendões de animais para fechar feridas. Na Índia antiga, os médicos usavam cabeças de besouros ou formigas para fechar feridas com grampos. As criaturas vivas foram fixadas nas bordas da ferida, que eles fecharam com as pinças. Em seguida, o médico cortou os corpos dos insetos, deixando as mandíbulas no lugar. Outros materiais naturais usados pelos médicos nos tempos antigos eram linho, cabelo, grama, algodão, seda, cerdas de porco e intestinos de animais.
Embora o uso de suturas fosse generalizado, feridas ou incisões suturadas freqüentemente infeccionavam. Os cirurgiões do século XIX preferiam cauterizar as feridas, um processo geralmente medonho, em vez de arriscar a morte do paciente por suturas infectadas. O grande médico inglês Joseph Lister descobriu as técnicas de desinfecção na década de 1860, tornando a cirurgia muito mais segura. Lister embebido em material de sutura de categute em fenol, tornando-o estéril, pelo menos por fora. Lister passou mais de 10 anos experimentando com categute, para encontrar um material que fosse flexível, forte, esterilizável e absorvível pelo corpo em uma taxa adequada. Um cirurgião alemão fez avanços no processamento do categute no início do século XX, resultando em um material verdadeiramente estéril.
O catgut era o material de sutura absorvível básico durante a década de 1930, enquanto os médicos usavam seda e algodão onde um material não absorvível era necessário. A tecnologia de sutura avançou com a criação do náilon em 1938 e do poliéster na mesma época. À medida que mais tecidos feitos pelo homem eram desenvolvidos e patenteados para uso em suturas, a tecnologia da agulha também avançava. Os cirurgiões começaram a usar uma agulha atraumática, que era pressionada ou comprimida na sutura. Isso evitou o trabalho de enfiar a linha na agulha na sala de cirurgia e permitiu que todo o diâmetro da agulha permanecesse quase do mesmo tamanho que a própria sutura. Na década de 1960, os químicos desenvolveram novos materiais sintéticos que podiam ser absorvidos pelo corpo. Estes eram o ácido poliglicólico e o ácido polilático. Anteriormente, as suturas absorvíveis deviam ser feitas de categute de material natural. O material de sutura sintética absorvível é agora muito mais prevalente do que o catgut nos hospitais dos Estados Unidos.
O FDA começou a exigir a aprovação de um novo material de sutura na década de 1970. Uma emenda sobre dispositivos médicos foi adicionada ao FDA em 1976, e os fabricantes de suturas foram obrigados a buscar a aprovação pré-comercialização para novas suturas desde então. Os fabricantes devem cumprir as Boas Práticas de Fabricação específicas e garantir que seus produtos sejam seguros e eficazes. Patentes para novos materiais de sutura são concedidas por 14 anos.
Matérias-primas
As suturas naturais são feitas de categute ou colágeno reconstituído, ou de algodão, seda ou linho. Suturas sintéticas absorvíveis podem ser feitas de ácido poliglicólico, um copolímero glicolídeo-lactídeo; ou polidioxanona, um copolímero de glicólido e carbonato de trimetileno. Esses diferentes polímeros são comercializados sob nomes comerciais específicos. Suturas sintéticas não absorvíveis podem ser feitas de polipropileno, poliéster, tereftalato de polietileno, tereftalato de polibutileno, poliamida, nylons proprietários diferentes ou Goretex. Algumas suturas também são feitas de aço inoxidável.
As suturas são freqüentemente revestidas, especialmente suturas trançadas ou torcidas. Eles também podem ser tingidos para torná-los mais fáceis de ver durante a cirurgia. Somente tintas e revestimentos aprovados pela FDA podem ser usados. Alguns corantes permitidos são:extrato de madeira tora, óxido de cromo-cobalto-alumínio, pirogalol de citrato de amônio férrico, D&C Blue No. 9, D&C Blue No. 6, D&C Green No. 5 e D&C Green No. 6. Os revestimentos usados dependem de se a sutura é absorvível ou inabsorvível. Os revestimentos absorvíveis incluem Poloxamer 188 e estearato de cálcio com um copolímero glicolídeo-lactídeo. Suturas não absorvíveis podem ser revestidas com cera, silicone, fluorocarbono ou adipato de politetrametileno.
As agulhas de sutura são feitas de aço inoxidável ou aço carbono. As agulhas podem ser niqueladas ou galvanizadas. O material de embalagem inclui folhas resistentes à água, como folhas de alumínio, além de papelão e plástico.
Design
As suturas são projetadas para atender a muitas necessidades diferentes. As suturas para cirurgia abdominal, por exemplo, são diferentes das suturas usadas na cirurgia de catarata. Uma vez que nenhum tipo de sutura é ideal para todas as operações, os cirurgiões e designers médicos criaram suturas com qualidades variadas. Um pode ser mais absorvível, mas menos flexível, enquanto outro é excessivamente forte, mas talvez um pouco difícil de dar nó. Isso dá muitas opções aos cirurgiões. Os projetistas de uma nova sutura devem levar em consideração muitos fatores. A taxa de degradação da sutura é importante, não apenas ao longo do comprimento da sutura, mas também no nó. Algumas suturas precisam ser elásticas para que se estiquem e não se quebrem. Outros precisam segurar firme. Os fabricantes de suturas usam máquinas especialmente projetadas para testar e estudar suturas. Novos designs de sutura também são testados, submetendo-os a testes químicos, como imersão em várias soluções e testes em animais.
O processo de fabricação
A fabricação de suturas para uso cirúrgico não difere muito da produção
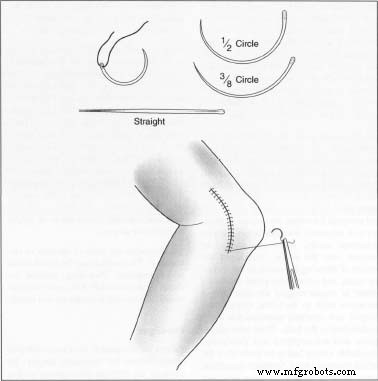 Um exemplo de uma pessoa sendo suturada. de outros têxteis sintéticos. A matéria-prima é polimerizada e o polímero extrudado em fibra. A fibra é esticada e trançada em máquinas semelhantes às que podem ser encontradas em uma fábrica de fios de poliéster para a indústria de confecções. O processo de fabricação normalmente ocorre em três locais:uma fábrica produz os tecidos de sutura, outra produz as agulhas e uma terceira fábrica, chamada de fábrica de acabamento, fixa as agulhas nas suturas, embala e esteriliza.
Um exemplo de uma pessoa sendo suturada. de outros têxteis sintéticos. A matéria-prima é polimerizada e o polímero extrudado em fibra. A fibra é esticada e trançada em máquinas semelhantes às que podem ser encontradas em uma fábrica de fios de poliéster para a indústria de confecções. O processo de fabricação normalmente ocorre em três locais:uma fábrica produz os tecidos de sutura, outra produz as agulhas e uma terceira fábrica, chamada de fábrica de acabamento, fixa as agulhas nas suturas, embala e esteriliza. - A primeira etapa na fabricação de suturas é produzir o polímero bruto. Os trabalhadores medem os produtos químicos que compõem o polímero em um reator químico. No reator, os produtos químicos são combinados (polimerizados), forçados através de uma matriz e descarregados como minúsculos pellets.
- Em seguida, os trabalhadores esvaziam os pellets em uma máquina de extrusão. A extrusora tem um bico, parecido com um chuveiro, com muitos orifícios minúsculos. A máquina derrete o polímero e o líquido flui através dos minúsculos orifícios, formando muitos filamentos individuais.
- Após a extrusão, os filamentos são esticados entre dois rolos. Os filamentos se estendem até cinco vezes seu comprimento original.
- Algumas suturas são produzidas como monofilamentos. Outros são trançados ou trançados. Para trançar a sutura, o monofilamento extrudado é enrolado em bobinas e as bobinas são carregadas em uma máquina de trançar automática. Essa máquina normalmente tem um design antigo que também pode ser usada na fabricação de tecidos para tecidos. O número de filamentos trançados depende da largura da sutura feita para o lote específico. Uma sutura muito fina pode trançar 20 filamentos, uma de largura média centenas, e uma sutura muito grossa pode trançar milhares de filamentos. A máquina de trançar produz um fio contínuo de material trançado. Ele funciona muito lentamente e, normalmente, a máquina é configurada para funcionar por até quatro semanas por vez. O processo é quase totalmente automático. Os trabalhadores da fábrica inspecionam o equipamento em busca de avarias e recarregam as bobinas vazias, mas geralmente o processo requer pouca mão de obra.
- Após a trança, a sutura passa por vários estágios de processamento secundário. As suturas não trançadas também passarão por essas etapas após a extrusão e o alongamento inicial. Os trabalhadores carregam o material em outra máquina que executa outra operação de esticamento e prensagem. Ao contrário do primeiro alongamento, esta etapa pode levar apenas alguns minutos e aumenta o comprimento do material em apenas cerca de 20%. A sutura é passada sobre uma placa quente e quaisquer protuberâncias, protuberâncias ou imperfeições são removidas.
- Em seguida, os trabalhadores passam a sutura por um forno de recozimento. O forno de recozimento submete a sutura a alto calor e tensão, o que na verdade ordena a estrutura cristalina da fibra de polímero em uma longa cadeia. Essa etapa pode levar vários minutos ou várias horas, dependendo do tipo de sutura que está sendo feita.
- Após o recozimento, a sutura pode ser revestida. O material de revestimento varia dependendo de como a sutura é feita. A sutura passa por um banho de material de revestimento, que pode estar em solução ou em um estado pastoso espesso denominado pasta.
- Todas as principais etapas de fabricação na planta de processamento estão concluídas neste ponto. Agora, os trabalhadores de garantia de qualidade testam o lote de sutura para várias qualidades. Esses trabalhadores certificam-se de que a sutura está de acordo com o diâmetro, comprimento e resistência adequados, procuram defeitos físicos e verificam a capacidade de dissolução de uma sutura absorvível em testes com animais e tubos de ensaio. Se o lote passar em todos os testes, ele é enviado para uma fábrica de acabamento.
- As agulhas cirúrgicas são feitas em outra fábrica e também enviadas para a fábrica de acabamento. As agulhas são feitas de fio de aço fino e perfuradas longitudinalmente. Trabalhadores na fábrica de acabamento cortam a sutura em comprimentos padrão. O comprimento da sutura é inserido mecanicamente na cavidade da agulha, e a agulha é frisada na fibra. Este processo é denominado estampagem.
- Em seguida, a sutura e a agulha são inseridas em um pacote de alumínio e esterilizadas. A esterilização difere de acordo com o material de sutura. Algumas suturas são esterilizadas com radiação gama. Nesse caso, as suturas são embaladas completamente. A embalagem inteira, normalmente uma embalagem de alumínio lacrada dentro de uma caixa de papelão, é colocada em uma correia transportadora. O pacote lacrado passa sob lentes em formato de lápis que emitem radiação gama. Isso mata todos os micróbios. A sutura agora está pronta para envio. Alguns materiais de sutura não resistem à radiação gama e são esterilizados em um processo diferente. A sutura e as agulhas são embaladas em um pacote de alumínio, mas o pacote é deixado aberto. Os pacotes são movidos para uma câmara de gás, que é então preenchida com gás de óxido de etileno. Em seguida, os pacotes de alumínio são selados, inseridos em caixas ou outra embalagem e preparados para o envio.
Controle de qualidade
As suturas, como dispositivos médicos, estão sujeitas a um rígido controle de qualidade. Todas as matérias-primas que chegam à fábrica são testadas para garantir que são o que deveriam ser. Cada lote de suturas é testado após as principais etapas de fabricação para uma variedade de características físicas, como diâmetro e resistência. A indústria de sutura desenvolveu uma série de instrumentos sofisticados para testar características especiais de sutura, como segurança do nó e arrasto de tecido. Os testes de diâmetro, comprimento e resistência da sutura também são realizados na fábrica de acabamento. A planta de acabamento também deve testar o quão bem a agulha está fixada na sutura. As diretrizes para o controle de qualidade da sutura são estabelecidas pela organização independente United States Pharmacopeia.
O Futuro
Novas suturas estão sendo desenvolvidas o tempo todo, para melhor responder a necessidades cirúrgicas específicas. Embora não substituam as suturas, os cientistas também desenvolveram métodos alternativos de fechamento de feridas. O primeiro grampeador cirúrgico foi inventado em 1908, mas a tecnologia do grampeador se desenvolveu consideravelmente na década de 1990. Máquinas precisas são capazes de colocar grampos absorvíveis, tão finos quanto quatro fios de cabelo humanos, abaixo da camada superior da pele para garantir uma incisão com cicatrizes mínimas. Um dispositivo relacionado, testado pela primeira vez em pacientes nos Estados Unidos em 2000, é um zíper cirúrgico. O cirurgião pode colocar o zíper sobre uma incisão reta e fechar a ferida, eliminando a necessidade de sutura. Depois que a ferida cicatrizar, o paciente pode lavar o zíper no chuveiro. Outro método de fechamento cirúrgico que ainda está em evolução é a cola cirúrgica. A cola cirúrgica é menos dolorosa do que as suturas se a ferida tiver que ser fechada sem anestésico. A cola pode deixar menos cicatrizes em alguns casos e ser mais fácil de cuidar no pós-operatório.
Onde aprender mais
Livros
Mukherjee, D. P. "Sutures." Em Polímeros:Biomateriais e Aplicações Médicas. Nova York:John Wiley &Sons, 1989.
Planck, H., M. Dauner e M. Renardy, eds. Têxteis Médicos para Implantação. Berlin:Springer-Verlag, 1990.
Periódicos
"Dermabond 'Super Glue' recebe críticas mistas." Dermatology Times (Outubro de 1999):1.
Mraz, Stephen J. "Das mandíbulas das formigas aos grampos absorvíveis." Projeto da máquina (12 de janeiro de 1995):70ss.
"Zip-it-y Doo Dah." Enfermagem (Maio de 2000):62.
Ângela Woodward
Processo de manufatura
- O que é VMC Machining?
- Guia para marcação a laser em alumínio
- Soldagem MIG vs. Soldagem TIG
- Guia para marcação a laser
- Considerações para usinagem suíça de alta produção
- Guia de Prototipagem CNC
- Compreendendo o Processo de Fabricação do Eixo
- O que é marcação a laser a fibra?
- Eletropolimento vs. Passivação
- O que é passivação de aço inoxidável?