


Moeda
História
As civilizações humanas há muito usam metais como meio de troca. Além de suas propriedades de longa duração, os metais se prestam facilmente à fusão e fundição. Já em 1000 a.C. , os chineses estavam usando um tipo de ficha de metal para representar o pagamento. Esses artefatos foram rotulados como "pá" e "dinheiro da chave" por causa de sua semelhança com uma ferramenta de escavação e com a chave de Yale dos dias modernos. Ambos os tipos tinham denominações e eram fundidos em moldes. Embora os antigos egípcios não cunhassem moedas, pesos e anéis de ouro eram usados para o comércio de produtos e serviços.
O primeiro registro de moedas ocidentais não ocorreu até 700 a.C. , no oeste da Ásia Menor. Evidências de moedas feitas de uma liga natural de ouro e prata chamada electrum foram encontradas na fundação do templo de Ártemis em Éfeso, nas margens do Mar Egeu. Rei Creso da Lídia, que governou de 560 a 546 a.C. , foi creditado com a criação de um sistema bimetálico de moedas de ouro puro e prata pura. Essas primeiras moedas normalmente carregavam marcas de animais, como touros, pássaros, insetos ou criaturas míticas. As gravuras de vegetais também eram populares. As impressões foram estampadas em um lado das moedas com uma ferramenta com aquele desenho específico. O desenho das moedas foi elevado a uma forma de arte durante este período, e moedas com impressões elaboradas receberam um status elevado. Muitas cidades gregas disputavam a distinção de ter as moedas mais lindas.
Alexandre, o Grande, construiu casas da moeda em todo o seu reino, da Macedônia à Babilônia. Ele instituiu pesos e tipos uniformes. Foi durante o reinado de Alexandre que o retrato em moeda ganhou popularidade. Governantes, deuses e deusas eram os retratos escolhidos. Nos séculos quarto e quinto D.C. , gravadores na Itália, e particularmente na Sicília, eram geralmente reconhecidos como os especialistas em desenho de moedas. Tão reverenciada era sua habilidade que os gravadores começaram a assinar suas obras.
Antes do advento da Era Industrial, a cunhagem de moedas era realizada manualmente. Uma placa redonda de metal foi colocada sobre uma bigorna que havia sido equipada com uma matriz impressa. Outro dado foi afixado a um pilão, que foi então colocado em cima do molde. O fabricante de moedas segurou o pilão no lugar com uma das mãos e, em seguida, desceu um martelo de duas libras em cima do pilão. Surpreendentemente, isso resultou em sete toneladas de pressão, o que forçou as impressões em ambos os lados do espaço em branco. O alto relevo típico das primeiras moedas gregas às vezes exigia dois ou três golpes para atingir o efeito desejado. Aquecer a peça em branco antes de golpear freqüentemente reduzia o número de golpes necessários. Esse método permitia que uma moeda fosse cunhada a cada dois segundos.
Matérias-primas
Cada país institui diretrizes rígidas para a composição de sua moeda. Os fornecedores externos que fornecem o metal ou "estoque" para a casa da moeda devem seguir essas diretrizes ao pé da letra. Originalmente, o centavo (ou centavo) dos EUA era composto de 95% de cobre e 5% de zinco. Em 1982, essa composição foi alterada para um zinco revestido com cobre. Uma liga de zinco com vestígios de cobre constitui o núcleo da moeda, enquanto a superfície externa é galvanizada com cobre. As moedas de cinco centavos são compostas de cuproníquel, uma liga de
 75% cobre e 25% níquel. Moedas, moedas de um quarto, meio dólar e moedas de dólar são feitas de três camadas de metal que foram coladas ou "revestidas". A camada externa é 75% cobre e 25% níquel, enquanto o núcleo é cobre puro.
75% cobre e 25% níquel. Moedas, moedas de um quarto, meio dólar e moedas de dólar são feitas de três camadas de metal que foram coladas ou "revestidas". A camada externa é 75% cobre e 25% níquel, enquanto o núcleo é cobre puro. Nas fábricas dos fornecedores externos, as ligas metálicas são fundidas em fornos e colocadas em moldes retangulares. Quando o estoque esfria, ele é enrolado sob pressão nas espessuras apropriadas. O processo de laminação faz com que o estoque endureça excessivamente, exigindo a aplicação de um processo denominado recozimento. Nesse processo, uma série de aquecimentos e resfriamentos amolece o caldo e o traz à consistência necessária para moldar e estampar. As folhas retangulares de metal são cortadas em tiras de aproximadamente 13 polegadas (33 cm) de largura e 1.500 pés (457 m) de comprimento e, a seguir, enroladas em bobinas. As casas da moeda compram as bobinas de acordo com suas necessidades.
O processo de fabricação
Moldagem e gravação do cubo mestre
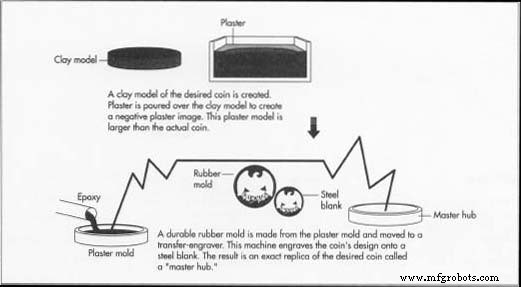
- 1 Quando uma nova moeda é encomendada, os escultores empregados pela casa da moeda desenvolvem um conjunto de esboços. Quando um esboço específico é aprovado e refinado, o escultor cria um modelo de argila. O modelo pode ser de três a doze vezes maior do que a moeda real.
- 2 O gesso é derramado sobre o modelo de argila para criar um modelo de gesso negativo ou reverso. As palavras das inscrições são gravadas no gesso ao contrário. O escultor repete esse processo várias vezes até que o modelo de gesso esteja perfeito.
- 3 Em seguida, um molde de borracha durável é feito despejando epóxi no molde de gesso. O molde de epóxi é montado em um gravador de transferência. Em uma extremidade do gravador de transferência, uma caneta traça o molde de epóxi. Conforme a caneta se move, uma barra de proporção no meio do gravador reduz o desenho ao tamanho real da moeda. Esse tamanho reduzido é comunicado a uma ferramenta de metal duro na extremidade oposta, que então corta o desenho em um pedaço de aço. O resultado é uma réplica positiva chamada "hub principal". Os escultores examinam o cubo mestre e removem todas as imperfeições.
Criação das matrizes de trabalho
- 4 O metal tratado termicamente é colocado sob um torno computadorizado, onde é alisado
 e polido em uma matriz em branco medida com precisão. O hub mestre é pressionado na matriz. O resultado é chamado de "dado mestre". A matriz mestre é usada para criar cubos de trabalho e matrizes de trabalho. Os hubs mestre e matrizes são então colocados no armazenamento.
e polido em uma matriz em branco medida com precisão. O hub mestre é pressionado na matriz. O resultado é chamado de "dado mestre". A matriz mestre é usada para criar cubos de trabalho e matrizes de trabalho. Os hubs mestre e matrizes são então colocados no armazenamento.
Retirando os espaços vazios
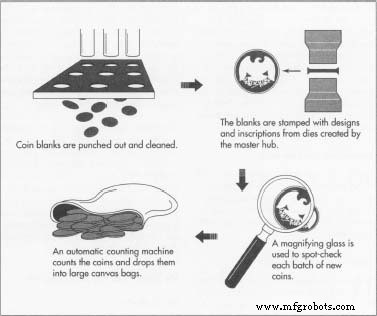
- 5 A bobina de metal apropriada é alimentada através de uma prensa de estampagem, que perfura discos redondos correspondentes em tamanho à moeda a ser cunhada. Os espaços em branco são cortados a uma velocidade de 400 golpes por minuto. As sobras de metal são trituradas e recicladas para uso futuro.
Recozimento e decapagem dos espaços em branco
- 6 Os blanks são submetidos a outro processo de recozimento e, em seguida, colocados em lavadoras e secadoras industriais. Os lubrificantes usados nesses vários processos fazem com que os espaços em branco fiquem manchados e oxidados.
- 7 Em seguida, os espaços em branco são colocados em cubas giratórias ou barris cheios com um agente de decapagem ácido. Conforme os espaços em branco são jogados juntos nas cubas, eles ficam polidos.
Classificando e removendo os espaços em branco
- 8 Os espaços em branco são peneirados em um "charada", uma folha de metal com orifícios que correspondem ao tamanho exato da moeda a ser cunhada. Desta forma, espaços em branco deformados e de tamanhos estranhos são eliminados.
Golpeando as moedas
- 9 Os blanks perfeitos são transportados por correia transportadora até a prensa de cunhagem, onde são estampados com desenhos e inscrições. Um colar de aço é inserido na prensa ao redor de uma das matrizes. A matriz do verso é carregada no braço da impressora. Centenas de toneladas de pressão de ar empurram o branco para dentro da gola. Ao mesmo tempo, o dado superior é forçado para baixo no colarinho e no espaço em branco. O impacto faz com que as impressões se formem em ambos os lados do espaço em branco. A imprensa libera a moeda recém-cunhada e ela se move ao longo de uma esteira rolante para a linha de inspeção.
Em alguns casos, o colar tem ranhuras para fazer as bordas estriadas na moeda. Caso contrário, as ranhuras são feitas após o processo de cravação, em uma ferramenta chamada fresadora de recorte. O tamanho da prensa varia de capacidade simples até aquelas que carimbam quatro moedas simultaneamente. As prensas de golpe único geralmente estampam 400 moedas por minuto, com cargas de pressão de até 180 toneladas. Múltiplas prensas podem produzir 120 moedas por minuto sob 250 toneladas de pressão.
Inspeção e classificação
- 10 O operador da impressora verifica cada lote de novas moedas com uma lupa. As moedas passam por outro enigma que separa os espaços em branco que se tornaram deformados ou amassados durante o processo de cunhagem.
Contagem e ensacamento
- 11 Uma máquina de contagem automática cospe uma quantidade predeterminada de moedas e as joga em grandes bolsas de lona. Os sacos são costurados, carregados em paletes e, em seguida, transportados por empilhadeiras para os cofres de armazenamento.
Controle de qualidade
As inspeções são realizadas em muitos pontos ao longo do processo de gravação e fabricação. As ligas são analisadas usando espectrômetros fluorescentes de raio X ou processos químicos. A condição da superfície dos espaços em branco é verificada freqüentemente para a média da linha central máxima. Os diâmetros dos espaços em branco são medidos com medidores como micrômetros. Os pesos são controlados pesando um número específico de moedas em relação a um peso padrão mais uma permissão pré-determinada.
O Futuro
Em meados da década de 1990, os EUA prepararam-se para se juntar a outros países industrializados no uso de uma moeda de dólar em vez de uma nota de papel. Embora os defensores apontem para a economia que a mudança traria, e os ambientalistas exaltem as virtudes da eliminação gradual da nota de um dólar, os tradicionalistas veem a nota de um dólar como um símbolo bem estabelecido dos Estados Unidos. Sindicatos e associações comerciais que representam a indústria do papel também expressaram oposição à nova moeda.
A eliminação do centavo também ganhou apoio nos últimos anos. Ironicamente, a visão do público americano de que o centavo não tem valor fez com que milhões de pessoas os armazenassem em potes e caixas em casa, para serem trocados por valores maiores em uma data posterior. Isso levou a uma escassez de centavos na arena comercial. As decisões sobre a eliminação de moedas são intensamente políticas, atestando o poder simbólico contínuo da moeda metálica.
Processo de manufatura