


Tecnologia WTA para secagem de carvão de linhita
Tecnologia WTA para secagem de carvão de linhita
A tecnologia WTA (Wirbelschicht Trocknung Anlage) para secagem de carvão de linhita foi desenvolvida pela empresa alemã RWE Power AG. WTA é a abreviatura alemã que significa secagem em leito fluidizado com aproveitamento interno de calor residual. A RWE Power AG detém um bom número de patentes nesta tecnologia.
O primeiro secador de leito fluidizado a vapor foi desenvolvido pela RWE como a planta de demonstração WTA-1 em Frechen, perto de Colônia, Alemanha, com uma capacidade de produção de 53 toneladas por hora de carvão de linhita bruto com um tamanho de grão de 0 mm a 6 mm e um capacidade evaporativa de 25 toneladas por hora. Durante as 20.000 horas de operação de teste de 1993 a 1999, a planta de demonstração WTA-1, juntamente com o sistema de compressão de vapor para aquecimento a seco (empregado pela primeira vez em todo o mundo em aplicações de carvão de linhita) provou funcionar extremamente bem e de forma confiável.
Outros trabalhos teóricos e uma avaliação da operação de teste da planta WTA-1 revelaram potencial adicional para a otimização do processo técnico e econômico. Várias alternativas de desenvolvimento foram consideradas e foi revelado que a redução do tamanho de grão tinha maior potencial para melhorias adicionais.
Em 1999, a RWE construiu uma planta de teste chamada WTA-2 para o processo WTA de grãos finos diretamente ao lado da planta WTA-1 em Frechen. Esta nova planta teve uma capacidade de projeto que foi aumentada em várias etapas de otimização de originalmente 16,4 toneladas por hora de produção de carvão de linhita bruta e capacidade de evaporação de 8 toneladas por hora para uma capacidade de produção de carvão bruto de 28,7 toneladas por hora e uma capacidade de evaporação de água de 13,1 toneladas por hora durante o total de 8.200 horas de operação da usina até 2011.
Com base na vasta experiência da operação da planta WTA-2 com uma variedade de carvões de linhita do distrito de linhita da Renânia, a RWE decidiu em 2005 construir a planta protótipo WTA de tamanho comercial no Centro de Inovação de Carvão em Niederaussem. A capacidade projetada era de 210 toneladas por hora de produção de carvão de linhita bruta, 110 toneladas por hora de carvão de linhita seca e a capacidade de evaporação era de 100 toneladas por hora. Isso representou um aumento de escala de um fator de mais de 8. A planta foi projetada como uma planta de produção com sistema de controle de processo do tipo industrial e recursos de segurança. Foi erguido entre 2006 e 2008, e o primeiro carvão de linhita bruto foi seco em dezembro de 2008. Como alternativa ao projeto em Niederaussem, todos os componentes do fluxo principal de carvão também podem ser instalados uns sobre os outros em uma estrutura de aço.
Atualmente esta tecnologia está trabalhando na usina de Niederaussem com capacidade de 1000 MW. O sistema, que pode processar 210 toneladas de carvão bruto por hora, tem capacidade de evaporação de 100 toneladas de água por hora e é a maior planta de secagem de linhita do mundo. Pode gerar 110 toneladas de linhita seca por hora.
O carvão de linhita é normalmente convertido em combustível sólido de alta qualidade enquanto o processa para fazer produtos gasosos e líquidos. Para este processamento, o teor de umidade deve ser reduzido para 10% a 20%. Sendo uma operação de tecnologia de processo básica, a secagem do carvão de linhita também melhora a qualidade do carvão de linhita. Um método de secagem energeticamente eficiente melhora o balanço de energia do processo geral. Como método moderno de processamento e secagem do carvão de linhita, a tecnologia WTA é utilizada e adaptada a todos os processos acima. Contribui de forma vital para a optimização de todo o processo de utilização energética da lenhite e para a redução das emissões. Como o consumo de energia para secagem aumenta com o aumento do teor de umidade, as melhorias de eficiência obtidas com a tecnologia WTA não são um valor constante. Quanto maior o teor de umidade a ser removido, maior é o potencial para melhorar a eficiência.
A emissão de gases de combustão associada à geração de energia é diretamente proporcional à quantidade de entrada de combustível e à eficiência da usina. O aumento da eficiência da tecnologia WTA auxilia diretamente na redução desta emissão.
Na secagem convencional dos carvões de linhita, o carvão é seco usando gases de combustão quentes, que são retirados do forno da caldeira geradora de vapor a uma temperatura que varia de 900°C a 1.000°C e direcionados para os moinhos para moagem. Lá, os gases de combustão quentes retiram grande parte da umidade do carvão de linhita enquanto ele está sendo pulverizado. Se esse processo combinado for desacoplado e separado em secagem e moagem, o carvão de linhita pode ser seco em baixa temperatura com maior eficiência energética. A pré-secagem do carvão de linhita pode aumentar o poder calorífico (CV) a tal ponto que pode ser usado para combustão em caldeira a vapor convencional sem qualquer combustível de reserva.
Método de secagem a vapor
A secagem a vapor de carvão é um método de secagem que foi relegado a um nicho na secagem de carvão até alguns anos atrás. Em 1979, Potter et al. adotaram o princípio da secagem a vapor e mostraram em testes de laboratório que os carvões de linhita também podem ser secos em um leito fluidizado estacionário usando vapor levemente superaquecido.
Dois aspectos tornam a secagem a vapor do carvão de linhita muito interessante. A primeira é a necessidade de retirar do carvão linhito bruto uma grande quantidade de água que é da ordem de meia tonelada de água para cada tonelada de carvão linhito bruto. O segundo aspecto é o fato de que o carvão de linhita se comporta de forma higroscópica, o que significa que o teor de umidade no carvão de linhita se equilibra com a atmosfera circundante e, para um determinado carvão de linhita, é apenas função da pressão do vapor d'água e da temperatura.
Durante a secagem do carvão de lignite em vapor puro a pressão constante, digamos pressão atmosférica, então a umidade de equilíbrio é apenas uma função da temperatura. A curva que descreve esta relação é conhecida como isóbara de dessorção. Isto é de particular interesse do ponto de vista do controle do processo, uma vez que a umidade do carvão de linhita seco não depende do tempo de secagem, desde que o carvão de linhita seja seco o suficiente para se equilibrar com a atmosfera de vapor. Além disso, o carvão de linhita não pode ser “excessivamente seco”, uma vez que o teor de umidade não muda mais, uma vez que o equilíbrio é alcançado, independentemente de quanto tempo ele é mantido no tingimento. A isobar de dessorção depende da qualidade do carvão de linhita. Esta dependência para dois tipos de carvões de lignite a uma pressão do sistema de cerca de 1,1 atmosferas é mostrada na Fig 1. A Fig 1 mostra que um teor de umidade de equilíbrio de cerca de 12% é alcançado no carvão de lignite do tipo 1 a uma temperatura de cerca de 110 graus C, enquanto no carvão do tipo 2 é atingido a uma temperatura de 107 graus C.
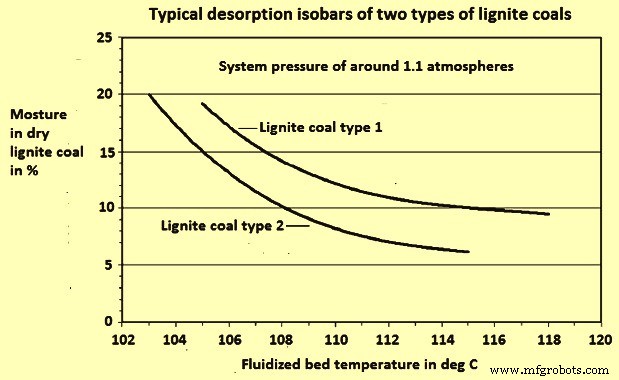
Fig 1 Isóbaras típicas de carvões de linhita
Existem as seguintes vantagens da utilização de vapor para a secagem dos carvões de linhite.
- A secagem é realizada em atmosfera inerte que garante um alto grau de segurança natural para as características potencialmente explosivas do carvão de linhita seca.
- O teor de umidade da linhita seca é simplesmente uma função da temperatura à pressão constante.
- A temperatura de secagem é comparativamente baixa.
- Quase 100% do vapor de secagem consiste em vapor, de modo que se condensa isotermicamente. É, portanto, uma fonte atraente de calor residual que pode ser usada ativamente de maneira sensata.
- A condensação do vapor evita grande volume de emissões de vapor e emissões de poeira.
- O condensado recuperado é uma fonte de água utilizável que pode contribuir para atender às necessidades de água da planta.
O processo WTA e o secador de leito fluidizado
O carvão bruto de linhita é moído até um tamanho inferior a 2 mm em dois moinhos diretamente conectados em série. Após a moagem, o carvão é alimentado no secador de leito fluidizado, no qual o meio fluidificante é o vapor proveniente do processo de secagem. A evaporação da água ocorre a 110°C sob leve sobrepressão por trocadores de calor integrados ao secador fluidizado e aquecidos com vapor. O tempo de residência do carvão de linhita na câmara de secagem está na faixa de 60 minutos a 90 minutos.
O carvão seco que sai do leito estacionário é separado do vapor que o acompanha primeiro em um ciclone e depois em um precipitador eletrostático. O vapor na saída do ciclone é o vapor utilizado para fluidização do leito e o vapor na saída do precipitador eletrostático é descarregado na atmosfera. Além disso, há uma extração grosseira do carvão no fundo do leito, que é misturado com o carvão separado no ciclone e no precipitador eletrostático após ter passado por um resfriador intermediário.
O calor necessário para a secagem do carvão é fornecido pelo vapor externo, que normalmente é retirado da turbina com a transferência de calor ocorrendo em feixes tubulares localizados no interior do leito. A secagem no leito fluidizado reduz ainda mais o tamanho do grão, de modo que o carvão seco que sai do secador tem tipicamente um tamanho de grão inferior a 1 mm com cerca de 9% a mais de 1 mm. O carvão seco tem um teor de umidade de cerca de 12%. Ao controlar a temperatura do leito fluidizado, o teor de umidade pode ser ajustado e mantido constante no valor desejado. O processo WTA é uma tecnologia importante para a redução das emissões de CO2 na geração de eletricidade a base de carvão de linhita.
O carvão de linhita é alimentado através de um alimentador em estrela para o secador, que está sob ligeira sobrepressão. Um sistema especialmente desenvolvido para a tecnologia WTA é instalado na parte superior do secador. Ele distribui o carvão de linhita bruto pré-moído pela superfície do leito fluidizado. O leito fluidizado é aquecido por vapor de baixa pressão ou, dependendo da alternativa de processo, por vapor recomprimido. Este é o vapor que emerge ao secar o carvão de lignite. A pressão do vapor de aquecimento é de cerca de 3 a 4 atmosferas. Para turbilhonamento (fluidização), o sistema utilizado é adaptado às condições específicas de secagem do carvão linhítico. Abaixo do fundo de fluidificação, o carvão de linhita seco é descarregado do leito fixo através de alimentadores em estrela. O secador tem uma alta capacidade específica e um design compacto. O secador de leito fluidizado é mostrado na Fig 2.
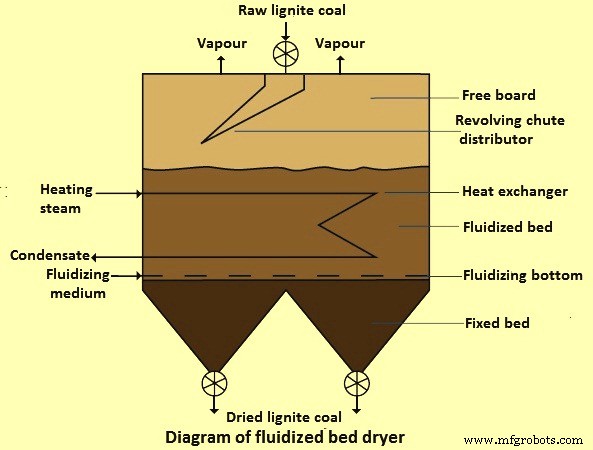
Fig 2 Diagrama do secador de leito fluidizado
Princípio do processo WTA
A tecnologia de processo WTA baseia-se na utilização do princípio de um leito fluidizado estacionário com baixa expansão a uma ligeira sobrepressão. Este é um leito de partículas sólidas que é convertido em um estado "flutuante para fluir" por um fluxo ascendente, geralmente de ar. A energia necessária para a secagem é fornecida através de trocadores de calor instalados no secador de leito fluidizado que são aquecidos com vapor. Apenas uma pequena quantidade de energia é fornecida através do meio fluidificante. Assim, o fluxo de fluidificação e os requisitos de energia do secador podem ser controlados independentemente um do outro.
A transferência de calor entre os trocadores de calor e o leito fluidizado é muito boa e o alto fluxo de calor pode ser alcançado mesmo com pequenas diferenças de temperatura. Como resultado, o secador, apesar de ter um design compacto, possui alta capacidade evaporativa. Além disso, uma vez que o carvão de linhito bruto após sua moagem é praticamente impossível de fluidificar a granel devido às suas propriedades coesivas, o leito fluidizado é geralmente projetado como um leito misto de carvão de linhito seco como meio de transporte com carvão de linhito bruto recém-moído adicionado a ele.
A secagem é realizada em uma atmosfera de vapor de água quase 100% pura e levemente superaquecida. No processo, o equilíbrio é alcançado a uma pressão constante entre a temperatura do vapor em questão e a umidade residual no carvão de linhita.
A vantagem da secagem do carvão de linhita em atmosfera de vapor é que a água evaporada do carvão condensa isotermicamente, ou seja, a uma temperatura constante, de modo que pode ser utilizada de maneira energeticamente eficiente. Dois conceitos para uso de vapor foram desenvolvidos em escala industrial, estes são (i) recompressão mecânica de vapor como processo de bomba de calor aberta para aquecer os trocadores de calor do secador com e sem pré-aquecimento de carvão de linhita integrado (Fig 3b), e (ii ) condensação de vapor para pré-aquecimento de, por exemplo, água de alimentação da caldeira no processo da usina, conforme implementado em Niederaussem (Fig 3a).
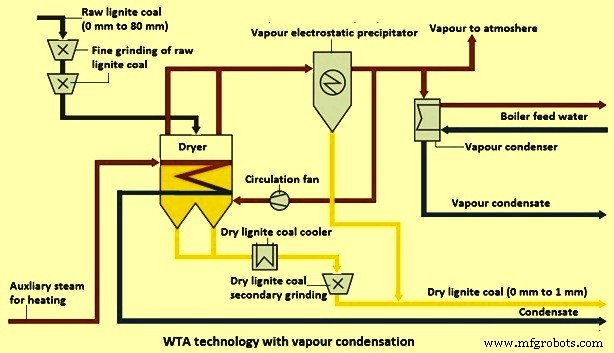
Fig 3a Tecnologia WTA com condensação de vapor
As duas variantes podem ser integradas no processo WTA. Aumentam a eficiência energética do processo de secagem e reduzem as emissões. O condensado de vapor produzido pode ser utilizado como água industrial. A escolha do sistema empregado para a utilização do vapor depende, entre outras coisas, da necessidade de secagem e da integração no processo geral.
Tamanho do grão do carvão de linhita bruto
O processo de secagem WTA foi desenvolvido para dois tamanhos de grão de entrada:(i) o tamanho de grão grosso (0 mm a 6 mm) e (ii) o tamanho de grão fino (0 mm a 2 mm). A alternativa de tamanho de grão grosso é usada se o processo a jusante precisar de carvão de linhita seco de tamanho de grão mínimo, como gaseificação no processo Winkler de alta temperatura ou coque de carvão de linhita. Para todos os outros processos, a alternativa de granulometria fina é normalmente utilizada por ser uma opção muito mais atrativa tanto técnica quanto economicamente. Especificamente como etapa de pré-secagem na usina convencional, o processo WTA de granulometria fina é vantajoso, pois o carvão de linhita seco de granulometria máxima de 1 mm é tão fino que pode ser usado na caldeira diretamente como combustível.
Para a moagem fina direta necessária do carvão de linhita run-of-mine, a RWE desenvolveu um processo especial com dois estágios de moagem conectados em série para a redução do tamanho do grão do carvão de linhita bruto de cerca de menos de 80 mm para o desejado valor inferior a 2 mm. A Fig 3b mostra o processo geral da alternativa de processo WTA de grão fino com moagem fina a montante e compressão mecânica de vapor integrada para usar a energia do vapor no processo de secagem.
A água de carvão evaporada (vapor) é limpa em um precipitador eletrostático e re-comprimida em um compressor para cerca de 4 atmosferas, para que o vapor de água possa ser utilizado para aquecer o trocador de calor instalado no secador (Fig. 3b). O calor sensível do condensado de vapor é usado para pré-aquecer o carvão de linhita bruto para cerca de 65 graus C a 70 graus C. Portanto, a energia do vapor é utilizada para cobrir as necessidades de energia do secador.
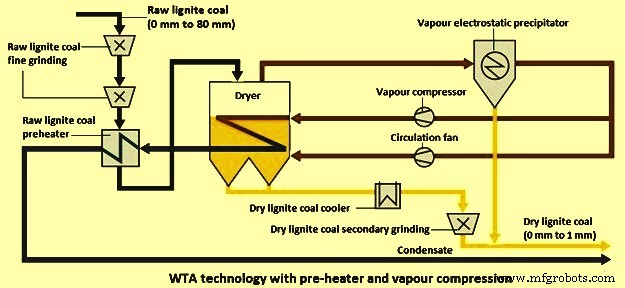
Fig 3b Tecnologia WTA com pré-aquecedor e compressão de vapor
Parte do vapor de água limpo é recirculado para o secador para fluidização do carvão de linhita bruto. O carvão de linhita seco é resfriado se necessário e moído novamente, usando um moinho integrado na planta WTA, até um tamanho de grão inferior a 1 mm, para que possa ser usado diretamente para combustão na caldeira da usina.
O vapor proveniente do secador também pode ser usado para pré-aquecer a água de alimentação da caldeira no ciclo água-vapor de uma usina de energia. Também viável é uma alternativa de baixo custo (Fig. 3c) sem o uso do vapor de água. Esta alternativa pode ser instalada para melhorar o CV do carvão de linhita com alta umidade e cinzas.
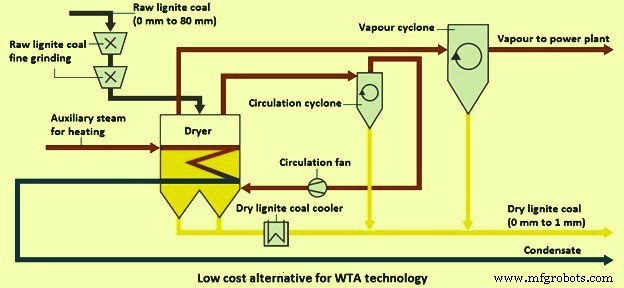
Fig 3c Alternativa de baixo custo para a tecnologia WTA
O processo WTA é marcado por alta capacidade específica e baixa pressão de vapor de aquecimento. Assim, uma saída de secagem muito alta pode ser alcançada para cada unidade de secagem. Além disso, o design com economia de espaço e o sistema integrado de moagem fina para os carvões de linhita brutos e secos, toda a planta também permanece relativamente compacta.
Vantagens da secagem de carvão de linhita usando a tecnologia WTA
A seguir estão as vantagens da secagem do carvão de linhita utilizando a tecnologia WTA.
- Alta eficiência energética devido à secagem em baixa temperatura e uso energético da água de carvão evaporada, seja por condensação de vapor ou compressão mecânica de vapor.
- Uma tecnologia altamente segura nas operações devido à secagem em atmosfera inerte. Isso evita a mistura explosiva de pó de carvão e ar.
- A unidade de secagem tem alta capacidade de secagem.
- O design é compacto devido ao sistema integrado de moagem fina de carvão de linhita bruta e, quando necessário, também à moagem secundária de carvão de linhita seca.
- A utilização do vapor energético evita emissões significativas de vapor e poeira. O condensado de vapor é uma fonte de água que pode ser usada no plano.
- A engenharia da planta pode ser flexível em relação às necessidades dos requisitos de secagem.
- A tecnologia aumenta a eficiência da usina de 4% a 6%, dependendo da alternativa de secagem e do teor de umidade do carvão de linhita bruto.
Processo de manufatura
- As 10 principais tendências de manufatura inteligente para 2021
- Uma nova era de ouro para a tecnologia industrial
- E-têxtil respirável para aplicativos RF vestíveis
- Tendências na manufatura para 2021
- Arch Coal reconhecido por excelência em manutenção preditiva
- Tecnologia SQL; benchmark por um motivo
- 5 Indústrias destinadas à ruptura tecnológica
- Ericsson:5G para fabricação
- Tecnologia de Fresagem CNC para Superfícies Curvas
- Diferentes métodos de secagem de ar comprimido