


Causas e efeitos da borda incorporada (BUE) em aplicações de torneamento
Nas operações de torneamento, a ferramenta fica parada enquanto a peça gira em um mandril fixado ou porta-pinça. Muitas operações são executadas em um torno, como aplicações de faceamento, furação, ranhuramento, rosqueamento e corte. é imperativo usar a geometria da ferramenta e os parâmetros de corte adequados para o tipo de material que está sendo usinado. Se esses parâmetros não forem aplicados corretamente em suas operações de torneamento, podem ocorrer arestas postiças (BUE) ou muitos outros modos de falha. Esses modos de falha afetam negativamente o desempenho da ferramenta de corte e podem levar a uma peça geral sucateada.
Ao inspecionar uma ferramenta de corte sob um microscópio ou lupa, existem vários tipos diferentes de modos de falha de ferramenta de torneamento que podem ser aparentes. Alguns dos modos mais comuns são:
- Desgaste de flanco normal: A única forma aceitável de desgaste da ferramenta, causado pelo envelhecimento normal de uma ferramenta de corte usada e encontrado nas arestas de corte.
- Esse desgaste abrasivo, causado por constituintes duros no material da peça de trabalho, é o único método preferido de desgaste da ferramenta, pois é previsível e continuará a proporcionar uma vida útil estável da ferramenta, permitindo maior otimização e maior produtividade.
- Crateação: Deformações encontradas na face de corte de uma ferramenta.
- Este modo de ferramenta é uma falha química e térmica, localizada na área da face de saída da ferramenta de torneamento ou pastilha. Esta falha resulta da reação química entre o material da peça e a ferramenta de corte e é amplificada pela velocidade de corte. O desgaste excessivo da cratera enfraquece a aresta de corte de uma ferramenta de torneamento e pode levar à falha da aresta de corte.
- Lascar: Quebra da ferramenta de torneamento ao longo de sua face de corte, resultando em uma aresta de corte imprecisa e áspera.
- Esta é uma falha mecânica, comum em cortes interrompidos ou configurações de usinagem não rígidas. Muitos culpados podem ser culpados por lascar, incluindo acidentes de máquina e segurança do porta-ferramentas.
- Falha mecânica térmica (rachadura térmica): A rachadura de uma ferramenta de corte devido a oscilações significativas na temperatura de usinagem.
- Ao virar, o gerenciamento de calor é fundamental. Muito pouco ou muito calor pode criar problemas, assim como oscilações significativas e rápidas de temperatura (aquecimento e resfriamento repetidos na aresta de corte). A falha mecânica térmica geralmente se mostra na forma de trincas uniformemente espaçadas, perpendiculares à aresta de corte da ferramenta de torneamento.
- Borda construída (BUE): Quando os cavacos aderem à ferramenta de corte devido ao alto calor, pressão e atrito.
Efeitos da Borda Construída na Aplicação de Torneamento
Uma aresta postiça é talvez o modo mais fácil de identificar o desgaste da ferramenta, pois pode ser visível sem a necessidade de um microscópio ou lupa. O termo aresta postiça significa que o material que você está usinando está sendo soldado por pressão na ferramenta de corte. Ao inspecionar sua ferramenta, a evidência de um problema BUE é o material na face de saída ou face lateral da ferramenta de corte.
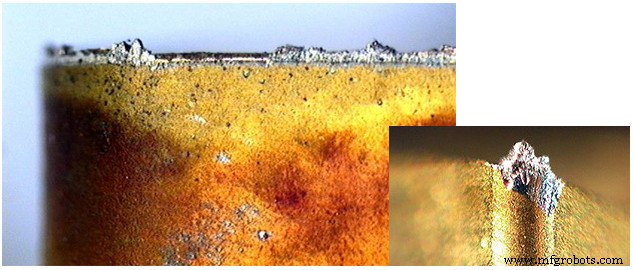
Essa condição pode criar muitos problemas com suas operações de usinagem, como vida útil ruim da ferramenta, acabamento superficial inferior, variações de tamanho e muitos outros problemas de qualidade. A razão para esses problemas é que a distância da linha de centro e a geometria da ferramenta da aresta de corte estão sendo alteradas pelo material que foi soldado à inclinação ou face de flanco da ferramenta. À medida que a condição BUE piora, você pode experimentar outros tipos de falhas ou até mesmo falhas catastróficas.
Causas da vantagem em aplicações de torneamento
Escolha de ferramentas inadequada
Aresta postiça é muitas vezes causada pelo uso de uma ferramenta de torneamento que não possui a geometria correta para o material que está sendo usinado. Mais notavelmente, ao usinar um material gomoso, como alumínio ou titânio, sua melhor aposta é usar ferramentas com arestas de corte extremamente afiadas, geometria de corte livre e flanco e face de saída polidos. Isso não apenas ajudará você a cortar o material rapidamente, mas também evitará que ele grude na ferramenta de corte.

Usando ferramentas antigas
Mesmo ao usar uma ferramenta de torneamento com geometria correta, você ainda pode experimentar BUE. À medida que a ferramenta começa a se desgastar e sua borda começa a se degradar, o material começará a se acumular na superfície da ferramenta. Por esta razão, é muito importante inspecionar a aresta de corte de uma ferramenta depois de usinar algumas peças e, em seguida, aleatoriamente ao longo da vida útil da ferramenta definida. Isso o ajudará a identificar a causa raiz de qualquer um dos modos de falha, identificando-os antecipadamente.
Elimine o BUE com gráficos de feeds e velocidades Micro 100
Geração de calor insuficiente
A aresta postiça pode ser causada pela execução de uma ferramenta com parâmetros de corte incorretos. Normalmente, quando o BUE é um problema, é devido à velocidade ou às taxas de alimentação serem muito baixas. A geração de calor é fundamental durante qualquer aplicação de usinagem – enquanto muito calor pode afetar o material de uma peça, muito pouco pode fazer com que a ferramenta seja menos eficaz na remoção eficiente de cavacos.
4 maneiras simples de mitigar a vantagem acumulada em aplicações de torneamento
- Ao selecionar uma ferramenta, opte pelo corte livre, até geometrias afiadas com superfícies altamente polidas. A seleção de uma ferramenta com geometria quebra-cavacos também ajudará a dividir os cavacos, o que ajudará a removê-los da peça e da superfície de corte.
- Confie na abordagem do aplicativo e nos parâmetros de execução. É sempre importante verificar novamente se seus parâmetros de execução são apropriados para sua aplicação de torneamento.
- Certifique-se de que o refrigerante esteja focado na aresta de corte e aumente a quantidade de concentração do refrigerante.
- Opte por uma pastilha revestida, pois os revestimentos são projetados especificamente para um determinado conjunto de materiais da peça e são projetados para evitar problemas comuns de usinagem.
Guia de solução de problemas de fresamento e fresamento de topo
Compreendendo as propriedades da madeira para projetos de marcenaria CNC
Máquina cnc
- Qual é a melhor ferramenta para cortar chapas metálicas?
- CNC Router Bits Glossário 2
- Aplicações do cortador de faca oscilante CNC
- Definir parâmetros para tornos CNC
- O que é torneamento de máquina?
- Uma rápida comparação de máquinas-ferramentas CNC
- Centro de torneamento vertical para corte pesado
- Dominando os desafios de torneamento difícil
- O que as oficinas mecânicas de precisão fazem:torneamento
- Peças de torneamento CNC explicadas