


Gravação de pistola com uma fresadora CNC - 3 opções de marcação examinadas

O ATF exige que os números de série das armas de fogo sejam gravados, fundidos ou estampados em uma armação ou receptor de uma maneira que não seja suscetível de ser apagada. A profundidade de gravação necessária atual para um número de série da pistola é de 0,003” em um tamanho de impressão não inferior a 1/16 polegada. Outras marcações da arma, como número do modelo, calibre ou calibre, logotipo, nome do fabricante e país de origem, também devem ser gravadas na arma a uma profundidade de 0,003”. Como duas armas não podem carregar o mesmo número de série, os fabricantes de armas licenciados são obrigados a registrar e rastrear todas as armas produzidas e, portanto, todas as marcações ou gravuras de armas realizadas em suas instalações, bem como a localização das peças de armas gravadas. Este blog discute três técnicas diferentes de marcação de armas, bem como os recursos que beneficiam o controle de qualidade.
1) Pistolas de marcação de rolo
Vamos começar com a marcação do rolo. No que diz respeito a este processo, se é ou não capaz de atingir a profundidade necessária de marcação de armas (e pode) é quase irrelevante. Isso porque a qualidade da marcação, na minha opinião, não é o que eu gostaria em uma arma que comprei por centenas ou milhares de dólares. No caso de marcação ou serialização de pistola, o processo de marcação por rolo utiliza uma matriz redonda com caracteres alfanuméricos nítidos que são rolados sobre a peça da pistola, pressionando assim o número de série na pistola, apertando e deslocando o metal para produzir uma impressão. O fato é que essas marcas não são nítidas e limpas porque as bordas de cada caractere contêm resquícios ou “reformulação” do metal que foi deslocado da impressão.
2) Armas de marcação a laser
As máquinas a laser, por outro lado, produzem marcações de armas de qualidade decente. A desvantagem do laser é a profundidade. A profundidade de gravação de armas de fogo obrigatória da ATF de 0,003” está ultrapassando os limites da tecnologia a laser. Isso porque quanto mais profundo o “corte” mais a luz começa a se curvar. Isso é semelhante à excentricidade no mundo da usinagem e os resultados são insatisfatórios para muitos fabricantes de pistolas.
3) Pistolas de gravação com uma fresadora de alta velocidade
A Smith &Wesson, por exemplo, usa um centro de usinagem de alta velocidade para ir além das diretrizes da ATF com pistolas de gravação como a M&P a uma profundidade de 0,005”. Essa prática posiciona a Smith &Wesson para o futuro caso o ATF imponha requisitos mais rígidos para a profundidade do número de série da arma.

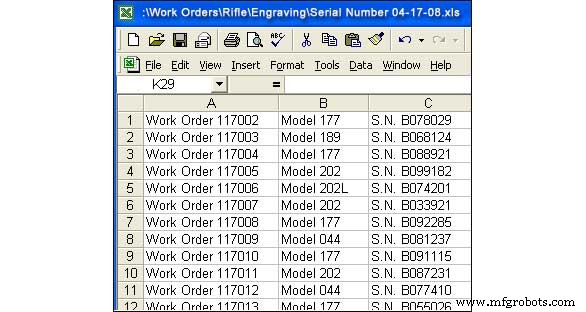
Gravar números de série de pistolas e marcas como logotipos com uma fresadora CNC de alta velocidade (ou centro de usinagem) produz bordas nítidas e limpas em uma profundidade que atende aos requisitos da ATF. Como mencionado acima, a marcação de qualidade da pistola pode até ser fresada em profundidades que excedem esses requisitos. Além disso, centros de usinagem como as fresadoras de alta velocidade DATRON oferecem recursos integrados e funcionalidades robustas que beneficiam os fabricantes de pistolas em relação à velocidade (tempo de ciclo), qualidade, desperdício reduzido, fabricação enxuta e registro e rastreamento de peças. Usando a linha de revólveres M&P da Smith &Wesson como exemplo, veja como funciona. Esta linha requer gravação em 3 lâminas de revólver diferentes usadas para vários modelos. Como esses slides são usados para uma variedade de calibres, existem até 7 variações. A Smith &Wesson pratica a manufatura enxuta usando “tração de unidade única” – assim que os pedidos são recebidos, as peças necessárias são gravadas.

Com o apalpador da DATRON usado para referência e identificação de peças, um operador simplesmente seleciona a lâmina apropriada e a coloca na fresadora de alta velocidade – fixando-a em um indexador rotativo usado para girar a peça e o acessório da peça para gravar ambos os lados. A sonda então varre o slide e determina a definição da peça (tipo de peça) e puxa o subprograma apropriado para gravar marcações específicas e números de peça. Dessa forma, mesmo no pior cenário, quando um operador configura o blank errado, a máquina DATRON ainda produz uma peça de pistola utilizável de alta qualidade. A medição obtida através da sondagem inicial também serve como o primeiro passo para manter uma profundidade de gravação consistente de 0,005”. Os dados de topografia da superfície de cada lâmina de pistola são inseridos no software de controle, que compensa automaticamente quaisquer irregularidades da superfície antes do início da gravação. Com esta tecnologia, uma profundidade de gravação uniforme também pode ser mantida em peças de armas curvas ou arredondadas, como canos de armas.
Depois que uma peça de pistola é gravada, o centro de usinagem DATRON tem a capacidade de registrar as informações no banco de dados do fabricante. Usando uma Dynamic Link Library (DLL) personalizada e vinculada ao sistema de TI do fabricante, relatórios automatizados são enviados da máquina CNC para garantir a documentação de produção adequada para fins de rastreamento. Isso também elimina o risco de duplicação do número de série. Resumo do processo de gravação de armas de fogo:
- A peça entra na máquina, a máquina verifica automaticamente qual peça está lá e sonda as variações de superfície
- O controle da máquina seleciona o programa para aquela peça e a variação da superfície é compensada nos dados de usinagem
- O número de série sequencial apropriado, logotipos e outras marcações de armas estão gravados
- A profundidade consistente é mantida... mesmo em superfícies arredondadas
- A máquina verifica se o número de série está presente e tem uma profundidade uniforme antes de remover a peça
- A produção da peça é registrada e rastreada no banco de dados
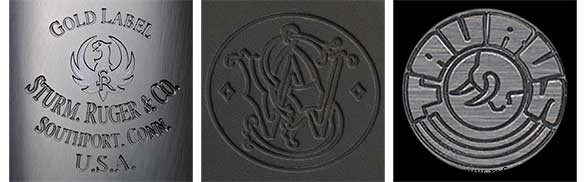
Amostras de gravação de pistola com uma fresadora CNC:
Para a maioria dos proprietários de armas, a compra de uma arma é uma decisão que merece alguma pesquisa e escrutínio em relação à qualidade e desempenho. Sabendo disso, os fabricantes de armas investem quantias incríveis de dinheiro promovendo sua marca. A palavra “marca” é derivada da marca ou marcação no próprio produto. Portanto, é lógico que os fabricantes de armas queiram que seu logotipo ou “marca” apareça em sua melhor forma na arma para transmitir qualidade. Em outras palavras, a estética conta. As amostras abaixo mostram a qualidade nítida e limpa dos logotipos de armas gravados com uma fresadora CNC de alta velocidade com um fuso de 40.000 – 60.000 RPM.
Como mencionado em todo este blog, a profundidade dos números de série das armas é regulada pelo ATF e, portanto, a qualidade da marcação do número de série não é tanto estética quanto de satisfazer os mandatos do governo. As fresadoras CNC de alta velocidade fornecem a maior precisão e profundidade de gravação, conforme ilustrado nas amostras abaixo.

Como o ATF é consistente em sua especificação para uma profundidade de gravação de 0,003" em outras marcações de armas, como o local de origem (local do fabricante), calibre, calibre e número do modelo, logicamente, os fabricantes de armas desejam consolidar todas as gravações em um único processo para economizar tempo e dinheiro. Os slides da pistola Smith &Wesson M&P abaixo foram gravados em uma fresadora de alta velocidade DATRON equipada com um indexador rotativo usado para virar a peça para que ambos os lados pudessem ser gravados em uma única configuração. Essa automação elimina a intervenção do operador associada à configuração manual para gravação em cada lado da pistola.

Produção de placas de identificação gravadas usando fresadoras de alta velocidade
Como um Longboard personalizado se tornou uma amostra de usinagem CNC de alta velocidade
Máquina cnc
- Por que a máquina de gravação CNC 1325 se tornou tão popular
- Máquina CNC multi-8 fusos 1325 com dispositivo rotativo
- Centro de usinagem CNC, usinagem de gravura e máquina de gravura e fresagem CNC discutidas
- O que você pode fazer com uma máquina CNC?
- Fresadora CNC vs. Fresadora CNC
- Diferenças de fresagem CNC e fresadora manual
- Fresadora vertical CNC
- O que é uma máquina CNC vertical?
- Precisa de uma fresadora CNC?
- Torneamento com fresagem CNC, tempo é dinheiro