


Ciclo de perfuração Fanuc G81
O ciclo de perfuração G81 é usado para operações simples de perfuração/perfuração pontual.
Sintaxe
G81 X... Y... Z... R... K... F...
| Parâmetro | Descrição |
|---|---|
| X | Posição do furo no eixo x. |
| S | Posição do furo no eixo y. |
| Z | Profundidade, a ferramenta se deslocará com avanço até a profundidade Z a partir do plano R. |
| R | Posição do plano R. |
| K | Número de repetições do ciclo (se necessário). |
| F | Avanço. |
Uma vez definido o ciclo de furação G81, o ciclo fixo é repetido em cada posição X-Y em blocos sequenciais. Portanto, o ciclo de furação G81 deve ser cancelado com G80.
Uso
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
No exemplo acima, a furação começará com o ciclo de furação G81 em X10 Y30, então a primeira furação será em X10 Y30, depois a segunda em Y10, a terceira em X30, a quarta em Y30, a quinta em X90 e a última em Y10, porque o próximo bloco tem código G80, então o ciclo de furação não será mais repetido.
Trabalhando
Aqui está brevemente descrito como o ciclo de perfuração G81 opera,
1- Deslocamento rápido para a posição especificada do eixo x,y (posição de furação).
2- Deslocamento rápido para a posição do plano R.
3- Perfuração com Avanço especificado da posição do plano R para a profundidade Z posição.
4- O deslocamento rápido para o nível inicial ou plano R depende dos modos G98, G99.
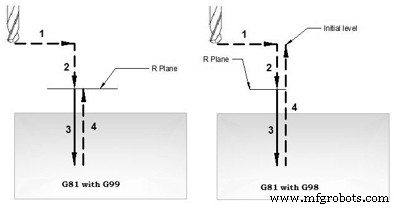
Funcionamento do ciclo de furação G81
Modos G98 G99
Depois de completar a profundidade de furação, o retorno é feito com avanço rápido, a altura de retorno pode ser controlada usando G98 ou G99.
G98 Drill retornará ao nível inicial
G99 Drill retornará ao R-plane.
G98, G99 podem ser usados várias vezes durante o ciclo de perfuração G81.
Exemplo
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Perfuração repetida
Com o ciclo de perfuração G81, a operação de perfuração pode ser repetida várias vezes. A furação é repetida K vezes quando esse parâmetro é dado com o ciclo de furação G81.
A perfuração repetida é normalmente usada com o modo G91 Incremental, e um bom exemplo de perfuração repetida é a perfuração Grid-plate. o exemplo para repetir a perfuração é dado abaixo.
Exemplos de trabalho
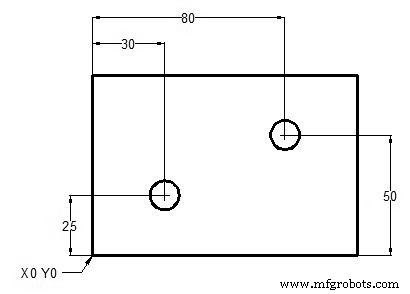
G81 Exemplo de Ciclo de Perfuração
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
G98 G99 Exemplo
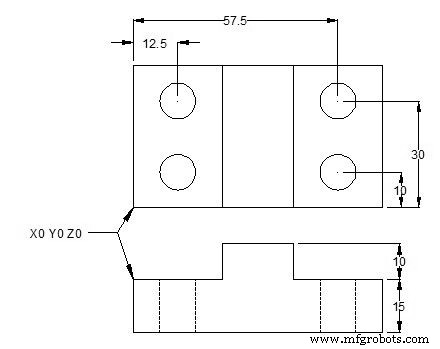
Uso do ciclo de furação G81 com G98 G99
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Exemplo de repetição de perfuração
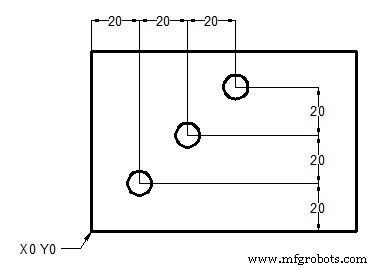
Repita a perfuração com o ciclo de perfuração G81
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 H1 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
OU
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Perfuração em Torno CNC Simples com Ciclo de Perfuração Peck Fanuc G74
- Ciclo de ranhura CNC Fanuc G75
- Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Exemplo de programa de ciclo de furação CNC G81
- Perfuração repetida com ciclo de perfuração G81 e programa de exemplo G91
- Faça seu próprio ciclo de perfuração G81 por meio da macro Fanuc e da chamada modal G66
- ECS G81/3 – Ciclo de perfuração de 3 camadas
- Ciclo de perfuração padrão ECS G81