


Haas G72 Tipo I Desbaste e G70 Acabamento Ciclo de Revestimento Exemplo – Compatível com Fanuc
Exemplo de programação de torno Haas para ilustrar o uso e a programação do Ciclo de Revestimento de Desbaste Tipo I Haas G72/Ciclo de Acabamento G70.
O código acima também funcionará em tornos CNC com controle Fanuc CNC com pouca ou nenhuma alteração.
Todos os códigos G/códigos M usados neste exemplo de programação de torno Haas são fornecidos abaixo com uma descrição.
Haas G72 Tipo I Desbaste G70 Exemplo de Programa de Ciclo de Revestimento de Acabamento
Exemplo de Programa Haas G72 Tipo I Desbaste e Acabamento G70
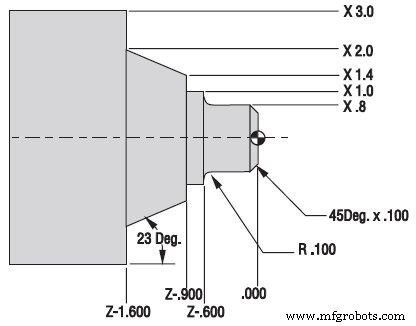
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
Códigos G
G00 Movimento transversal rápido.
G01 Movimento de interpolação linear.
G03 Interpolação circular – anti-horário.
G41 Compensação da ponta da ferramenta À ESQUERDA do caminho programado.
G40 Compensação da ponta da ferramenta CANCELAR.
G50 Limite Máximo de RPM do Fuso.
G53 Deslocamento da Coordenada de Posicionamento Zero da Máquina.
G54 Coordenada de Posicionamento do Desvio de Trabalho #1 (Definição 56)
G72 Ciclo de Remoção de Material da Face Final.
G70 Ciclo de Acabamento.
G96 Velocidade Constante de Superfície Ligado.
G97 Velocidade Constante de Superfície Cancelar.
Códigos M
M01 Parada do programa opcional.
M03 Inicia o fuso AVANÇAR.
M30 Fim do programa e reinicialização para o início do programa.
Exemplo 1 de programação de interpolação circular
Conceitos de interpolação circular e programação, parte 6 (usos e exercícios)
Máquina cnc
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Ciclo de repetição de padrão CNC Fanuc G73 Exemplo de programa CNC
- Exemplo de programação CNC com ciclo de torneamento bruto Fanuc G71 e G70
- CNC Fanuc G72 Revestimento de ciclo fixo
- Exemplo de programa CNC Fanuc
- Fanuc G70 G71 Exemplo de programa de ciclo de torneamento de desbaste e acabamento
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- Programa de exemplo Haas G71
- Exemplo de programa de ciclo de furação CNC G81
- Ciclo de faceamento G72 Formato unifilar para Fanuc 10T 11T 15T