


Fanuc Bolt Hole Circle Custom Macro (BHC)
Enviado por:programador cnc
Desenho/Imagem
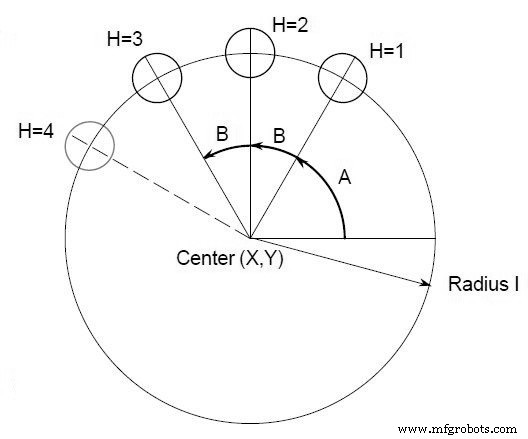
Programa CNC
/*Parameters G65 P9100 Xx Yy Zz Rr Ff Ii Aa Bb Hh X: X coordinate of the center of the circle (#24) Y: Y coordinate of the center of the circle (#25) Z: Hole depth (#26) R: Coordinates of an approach point (#18) F: Cutting feedrate (#9) I: Radius of the circle (#4) A: Drilling start angle (#1) B: Incremental angle (Clockwise when negative value) (#2) H: Number of holes (#11) */ O9100 #3=#4003 G81 Z#26 R#18 F#9 K0 IF[#3 EQ 90]GOTO 1 #24=#5001+#24 #25=#5002+#25 N1 WHILE[#11 GT 0]DO 1 #5=#24+#4*COS[#1] #6=#25+#4*SIN[#1] G90 X#5 Y#6 #1=#1+#2 #11=#11-1 END 1 G#3 G80 M99 /*Fanuc Bolt Hole Macro Example Example macro call to drill 5 holes at intervals of 45 degrees after a start angle of 0 degrees on the circumference of a circle with radius 4”. The absolute center of the circle is (10”, 5”).*/ O0002 G90 G92 X0 Y0 Z4.0 G65 P9100 X10.0 Y5.0 R1.0 Z-2.0 F20 I4.0 A0 B45.0 H5 M30
Programa DOOSAN PUMA Macro-B OD Jaw (FANUC Series 31i)
Exemplo de programa conversacional CNC Heidenhain
Máquina cnc
- Serviço de usinagem CNC personalizado
- Peças personalizadas de usinagem CNC
- A série de tornos apresenta controles personalizados
- Como fazer referência a variáveis de macro personalizadas por nome
- Retrofit personalizado com integração de robô Dual Fanuc
- Presentes personalizados de gravação a laser
- Fanuc G68 Rotação de coordenadas
- Comando Fanuc Dwell G04
- Fanuc G04 Dwell
- Faça seu próprio ciclo de perfuração G81 por meio da macro Fanuc e da chamada modal G66