


Okuma G75 C-chanfrado
Okuma G75 C-chanfrado
Okuma G75 G Code é usado para chanfrar uma aresta viva.
- G75 é eficaz apenas no modo G01.
- G75 é não modal e ativo apenas no bloco comandado.
Programação Okuma G75
G75 X Z L
Parâmetros
| Parâmetro | Descrição |
|---|---|
| X, Z | Coordenadas do ponto de interseção. |
| L | Tamanho da face chanfrada. O sinal é determinado pela direção do movimento do eixo; “+” quando o eixo Z (eixo X) se move na direção positiva após o movimento do eixo X (eixo Z). “-” quando o eixo Z (eixo X) se move na direção negativa após o movimento do eixo X (eixo Z). |
Programa de Exemplo Okuma G75
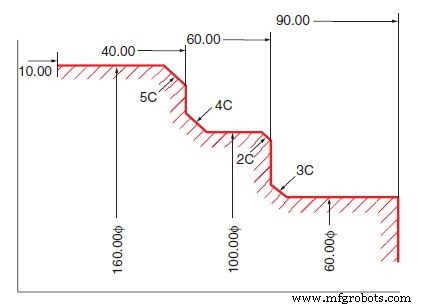
: : N101 G01 X60 Z92 F0.1 N102 G75 Z60 F0.05 L3 N103 G75 X100 L-2 N104 G75 Z40 L4 N105 G75 X160 L-5 N106 Z10 : :
Chambeamento automático em qualquer ângulo
Se for necessário chanfrar em arestas com um ângulo diferente de 90°, a função de chanframento automático pode ser usada para programar o chanfro facilmente.
Exemplo de programa
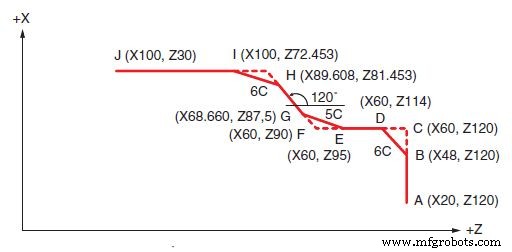
: : N100 G00 X20 Z120 N110 G75 G01 X60 L6 F0.1 N120 G75 Z90 L5 N130 G75 A120 X100 L6 N140 Z30 : :
Máquina cnc
- Para dobrar chapa metálica com uma prensa de freio
- ips para escolher o serviço de reparo CNC correto
- Lista de verificação de manutenção ventativa para máquinas CNC
- BDE expande suas capacidades de usinagem com o Okuma MB 5000
- Okuma America apresenta torno CNC de última geração
- Okuma lança programação de conversação em máquinas selecionadas
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Ciclo de ranhura CNC Fanuc G75
- Fanuc G75 Ciclo de ranhura Formato de uma linha
- G75 Ciclo Fixo Ranhura Exemplo de Programação CNC