


Exercício do programa fresadora CNC Fresamento lateral Perfuração Fresamento de canal
Enviado por:BEATA
Resumo
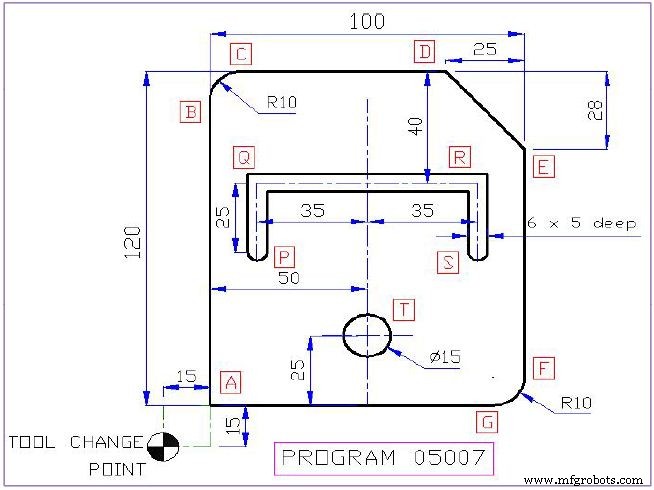
Q. Escreva um programa de peça CNC para a figura mostrada
Para fresamento lateral, use velocidade de 1200 rpm e avanço de 100 mm/min
Para furos, velocidade de 1200rpm e avanço de 80mm/min
Para fresamento de canal, velocidade de 1200rpm e avanço de 120mm/min
Tome o diâmetro do furo como 15mm
Use o sistema de coordenadas absolutas.
Solução:
Sequência de operação:
1 Definir ponto de referência, sistema de coordenadas, ferramenta, fornecer valor de avanço e velocidade
2 Definir cortador para compensação de raio à esquerda
3 definir ferramenta em A, iniciar fuso e desistir avanço (direção -Z)
4 prossiga com o corte adicional do fresamento lateral e pare o fuso em A
5 Mova a ferramenta no ponto de referência e defina a ferramenta para corte de ranhura
6 Mova a ferramenta para P, comece o fuso e reduza o avanço
7 Prossiga com o corte de ranhura e pare o fuso em S
8 Mova a ferramenta no ponto de referência e defina a ferramenta para furação
9 Mova a ferramenta para P, inicie o fuso e corte em profundidade total
10 Mova a ferramenta para cima e pare o fuso.
11 Traga a ferramenta de volta ao ponto de referência.
12 Fim do programa
Desenho/Imagem
Programa CNC
05007 N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system) N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm) N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation) N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first) N005 G01 X0.0 Y110.0 (Go to B linearly) N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10) N007 G01 X75.0 (Go to D linearly) N008 G01 X100.0 Y92.0 (Go to E linearly) N009 G01 Y10.0 (Go to F linearly) N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10) N011 G01 X0.0 (Go to A linearly) N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.) N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.) N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.) N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.) N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first) N017 Y80.0 (Go to Q linearly.) N018 X85.0 (Go to R linearly.) N019 Y80.0 (Go to S linearly.) N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.) N023 G00 X50.0 Y25.0 (Move tool to 'T') N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.) N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N026 M30 (Stop the program)
Exercício de torneamento CNC usando o ciclo de torneamento G71
Programa de Torno CNC OD Torneamento Perfuração ID Mandrilamento com G71 G74 G01
Máquina cnc
- Como Usar uma Fresadora CNC?
- Guia de solução de problemas de fresamento e fresamento de topo
- Estratégia de Fresamento CNC de Remoção de Material a Granel
- Como garantir a exatidão e precisão no fresamento CNC
- Fresadora vertical CNC
- Precisa de uma fresadora CNC?
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Exemplo de programa de ciclo de furação CNC G81
- Programa de exemplo de fresagem CNC
- Preencha o campo em branco Exercício de fresamento de programação CNC