Manufaturação industrial
Máquina cnc
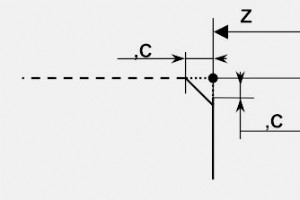
O movimento linear programado com G01 G Code pode ser vinculado ao movimento do próximo bloco de programa CNC por um chanfro (C) ou um raio (R). Relacionado: G01 Chanfro e arredondamento de canto em um exemplo de programa CNC G01 Programação de Chanfro O chanfro pode ser identificado apenas pela
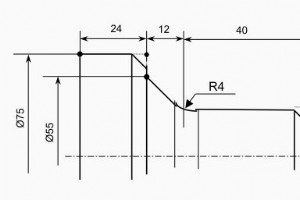
Para obter uma breve descrição de como o chanfro e o raio do canto são programados com o código G01 G, leia o seguinte artigo de programação CNCProgramação do chanfro e do raio com o código G01 G. Você pode ler outros artigos de programas cnc de exemplo, esses artigos de programação cnc são uma bo
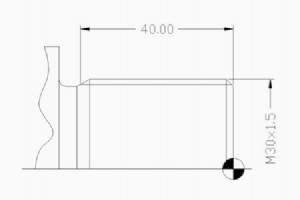
Fanuc Series 21i 18i 16i Corte de rosca com ciclo de rosqueamento G76 O ciclo Fanuc G76 pode ser usado para corte de rosca externa e interna.Os controles CNC da série Fanuc 21i 18i 16i usam dois formatos de bloco de programa do ciclo de rosqueamento G76. Para exemplo de rosqueamento interno com G
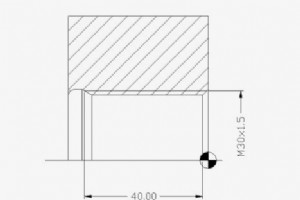
Programa CNC para rosqueamento interno com ciclo de rosqueamento G76 nos controles fanuc 21i/18i/16i. Para obter um exemplo de rosqueamento externo com ciclo de rosqueamento G76, leia Corte de rosqueamento externo com ciclo de rosqueamento G76 no Fanuc 21i 18i 16i CNC Fanuc 21i/18i/16i usa forma
Run Stop Jog Continue (RSJC) é um recurso de controle cnc disponível em fresadoras e tornos Haas. Haas Run Stop Jog Continue (RSJC) Visão geral O RSJC permite que você interrompa um programa em execução, afaste-se da peça e retome a execução do programa. Uma vez que a ferramenta esteja longe da pe
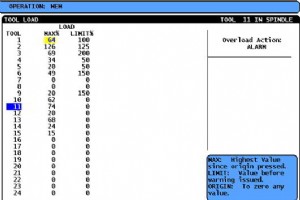
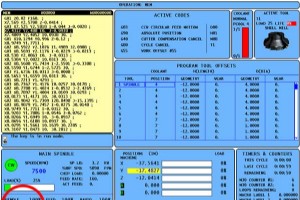
Monitoramento de Carga de Ferramenta no Haas CNC O controle Haas cnc tem uma provisão para o monitoramento da carga da ferramenta (eixo) que facilita o operador cnc a definir um limite de carga para cada ferramenta, encontrado na tela Comandos atuais e pressionando a página para baixo até que a tel

Rosqueamento Rígido CNC A maioria das máquinas-ferramenta CNC agora oferece capacidade de rosqueamento rígido como um recurso padrão. Durante o rosqueamento rígido com macho, a rotação e o avanço do fuso da máquina são sincronizados para corresponder a um passo de rosca específico à medida que o ma

Os códigos G também são chamados de códigos preparatórios (funções preparatórias). Lista completa de códigos CNC G Lista completa de códigos G Lista de códigos G comumente encontrados em Fanuc e controles CNC projetados de forma semelhante Código G Grupo Função A B C G00 G00 G00 01 Posicioname

Funções diversas do torno CNC HAAS Códigos M do Torno CNC Haas Código-M Descrição M00 Parada do Programa – Modal M01 Parada opcional do programa – Modal M02 Fim do Programa – Modal M03 Eixo para frente (S) – Modal M04 Eixo ao contrário (S) – Modal M05 Parada do fuso - Modal M08 Líquido ref
Funções de preparação do torno CNC HAAS Códigos G do Torno CNC Haas G00 Movimento de posição rápidaG01 Movimento de interpolação linear OU Movimento linear, chanfro e arredondamento de canto – ModalG02 Movimento de interpolação de circulação CW – ModalG03 Movimento de
Fanuc G94 Ciclo de faceamento de uma passagem O código Fanuc G94 G é usado para revestimento áspero. O ciclo de faceamento Fanuc G94 é usado para faceamento simples (faceamento de uma passagem), no entanto, passes múltiplos são possíveis especificando a localização do eixo Z de passes adicionais.

Orientação do fuso M19 M19 Orientação do fuso. M19 O código M para o fuso em uma posição de ângulo definida. Uso da orientação do fuso A orientação do fuso é normalmente usada para operação de fresamento (ferramenta dinâmica) em um torno CNC. O fuso principal e o fuso secundário podem ser orien
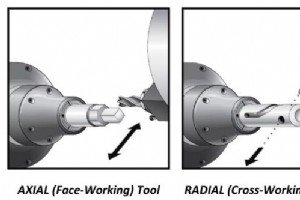
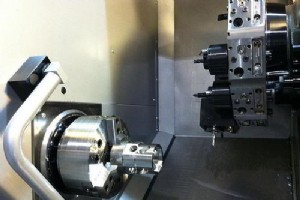
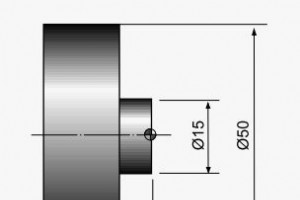
Definição de ferramenta mecânica de torno CNC A opção de ferramentas mecânicas de torno cnc permite que você acione ferramentas axiais ou radiais para realizar operações secundárias como furação ou rosqueamento, tanto na face da peça quanto ao redor do diâmetro. O eixo principal fornece indexação e
Programação de torno de ferramentas ao vivo Este é um exemplo de programação de torno de ferramentas automáticas que mostra o uso da ferramenta acionada (ferramentas automáticas) e a orientação do fuso na máquina de torno cnc Haas. Para obter uma breve introdução sobre ferramentas dinâmicas e cód
Programação de torno de ferramentas ao vivo Este é um exemplo de programação de torno de ferramentas automáticas que mostra o uso da ferramenta acionada (ferramentas automáticas) e a orientação do fuso na máquina de torno cnc Haas. Para obter uma breve introdução sobre ferramentas dinâmicas e cód

Programação de torno de ferramentas ao vivo com eixo C Este é um exemplo de programação de torno de ferramentas ao vivo que mostra o uso de ferramenta acionada (ferramentas ativas) e C-Axis na máquina de torno cnc Haas. Para obter uma breve introdução sobre ferramentas dinâmicas e códigos M relac
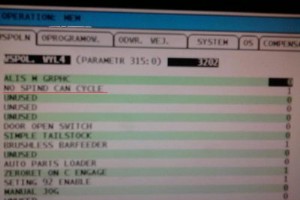
Ciclos CNC Haas G81, G82, G83, G85, G89, G95 com ferramentas dinâmicas Antes de usar os ciclos fixos G81, G82, G83, G85, G89, G95 com ferramentas motorizadas axiais ou de face deve-se garantir que os parâmetros haas cnc 315 bit 1 (SEM FUSO PODE CICLAR) está definido corretamente. Parâmetro Haas
CNC G01 A… Programação de Ângulos Ao usar as instruções do código G G1 (G01), bem como as coordenadas de fim de movimento X e/ou Z, além dos raios (G01 R…) ou chanfros (G01 C…) nos pontos finais, o programador pode indicar o ângulo de movimento (G01 A…). Para obter uma breve descrição de como o
Alimentação por revolução (G95) Alimentação G95 por revolução G95 (Feed Per Revolution) é um código G modal que instrui o controle a interpretar os comandos de avanço como mm por revolução (mm/rev) ou polegadas por revolução do fuso. G01 F0.02 o código de programa cnc acima faria com que o eix

Alimentação por minuto (G94) O código G G94 é um código G modal. G94 instrui o controle a interpretar os comandos de alimentação como polegadas/minuto ou mm/minuto para movimentos lineares. graus/minuto para movimentos rotatórios. polegadas/minuto ou mm/minuto para uma combinação de movimentos li
Máquina cnc