

Manufaturação industrial
Máquina cnc
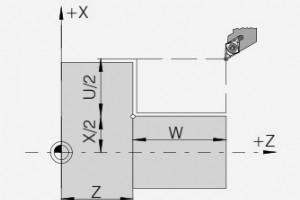
O ciclo de torneamento longitudinal G20 para o controle cnc Fanuc 21 TB é um código G modal.O ciclo de torneamento G20 pode ser usado para torneamento reto e também para torneamento cônico.O ciclo de torneamento G20 é fácil de programar e aprender. O ciclo de torneamento G20 é usado para torneamen

A Hurco CNC fornece máquinas-ferramenta CNC, incluindo centros de usinagem, centros de torneamento e 5 eixos, todos com um controle flexível - WinMax Manuais Hurco CNC para programação, manutenção, segurança, pré-instalação e introdução gratuitos para download no site da Hurco CNC. Download grá

Download grátis do Hurco WinMax Os mecânicos CNC podem baixar gratuitamente a versão para desktop do WinMax 9 no site da Hurco CNChttp://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspx Controle Hurco WinMax Lista de recursos Hurco WinMax Dimensionamento DXF:permite dimensionar
Programa CNC que mostra o uso do ciclo de furação G81 Ciclo de rosqueamento G84. Como o ciclo de furação G81 já foi brevemente explicado aqui Ciclo Fixo de Furação G81 – Programação de Fresadora CNC. Exemplos de programa de ciclo de perfuração G81 http://www.helmancnc.com/fanuc/fanuc-g81-drillin
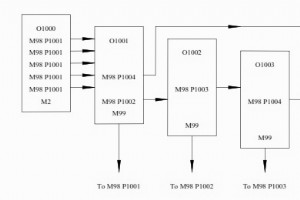
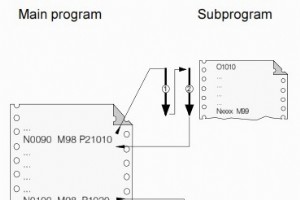
Aqui está um exemplo de subprograma Fanuc que mostra como os maquinistas CNC podem tornar seus programas CNC mais fáceis de escrever e manter usando o método de subprogramação. Subprogramas CNC A subprogramação é uma maneira pela qual os operadores CNC podem chamar outros programas CNC armazenados
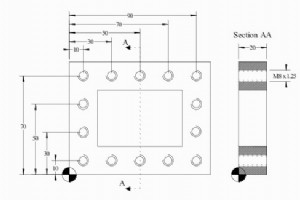
G68 Rotação de Coordenadas O G-Code de rotação de coordenadas Fanuc G68 torna mais fácil para o maquinista cnc executar um padrão de operações em um ângulo girado. Resumindo: Ao designar um ângulo de rotação com G68 no programa, a usinagem real será executada na coordenada rotacionada. Você po
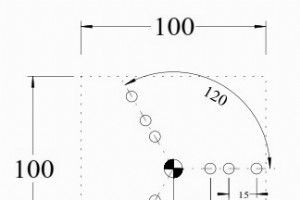
O G-Code de rotação de coordenadas Fanuc G68 facilita para o maquinista cnc executar um padrão de operações em um ângulo girado.Aqui está um exemplo básico de programação cnc que ajuda a entender o funcionamento real da rotação de coordenadas G68. Exemplo de programa Fanuc G68 T1 M6G0 G90 G40 G2
Um tutorial básico de programação CNC que mostra como os operadores CNC podem cortar roscas em uma máquina CNC Siemens Sinumerik 802D sl. Como o Sinumerik 802D sl possui o ciclo de rosqueamento CYCLE97, embora os maquinistas cnc tenham que lidar com muitos parâmetros, mais parâmetros para um ciclo
Subprogramação Fanuc O controle Fanuc cnc fornece a capacidade de acessar outros programas de peças armazenados no diretório principal. Para um exemplo de programa cnc para chamada de subprograma, leia Multi Start Threads with Fanuc G76 Threading Cycle Chamada de Subprograma O subprograma é cha
Retorno do ponto de referência G28 O código G de retorno do ponto de referência G28 é usado para aproximar o ponto de referência por meio de uma posição intermediária.A posição intermediária pode ser especificada X absoluto, Z ou relativo U, W. O que é leitura de ponto de referência Retorno zero
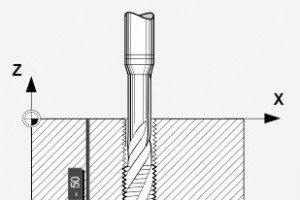
Se o eixo da sua máquina cnc estiver equipado com gerador de pulso, então você pode fazer rosqueamento rígido com o código G de rosqueamento rígido Sinumerik G331. Sinumerik G63 Rosqueamento com porta-macho flutuante Este tutorial de programação cnc mostra que os maquinistas cnc têm outra opção pa
A Siemens oferece download gratuito de manuais para controles Sinumerik CNC. Os mecânicos CNC que trabalham com os controles CNC Sinumerik podem navegar livremente e baixar os manuais de sua preferência gratuitamente. Manuais do Siemens Sinumerik 808d Os mecânicos CNC que trabalham nos controles C
Este vídeo mostra como ligar a máquina e referenciar o eixo, em um torno CNC com controle CNC SINUMERIK 808D. Retorno a zero do CNC ou retorno ao ponto de referência O ponto de referência é um ponto fixo dentro da máquina cnc cujos valores já estão armazenados na máquina cnc. Portanto, quando leva
Sinumerik 808D cnc da Siemens é fácil de configurar e operar. Como este vídeo mostra como uma máquina CNC gira, a ferramenta de rosqueamento pode ser facilmente medida para a configuração do deslocamento da ferramenta. Configuração de compensação da ferramenta Sinumerik 808D A máquina Sinumerik
Usando a instrução Siemens Sinumerik MSG(), qualquer sequência de caracteres do programa de peça pode ser enviada como uma mensagem para o operador. Essas mensagens podem ser de qualquer tipo, desde mensagens informativas até mensagens de exibição de dados críticos em tempo real. Exemplo de prog

Normalmente, os maquinistas cnc inserem/definem manualmente as compensações da ferramenta através do painel de controle da máquina cnc. Mas se quiser definir a compensação da ferramenta e a compensação do trabalho através do programa, pode utilizar o Haas CNC G10 Programmable Offset Setting G-Code
Os programadores e maquinistas CNC têm que lidar diariamente com diferentes tipos de componentes com uma variedade de operações de usinagem.Então, para acompanhar o ritmo, eles implementam diferentes técnicas. O que é Subprogramação? Uma das técnicas mais usadas é a subprogramação.A subprogramação
Quase todos os controles cnc têm uma maneira de criar subprogramas, sub-rotinas. Os subprogramas CNC são adicionados à memória do programa CNC (diretório do programa CNC) como programas CNC separados que são então chamados de um programa CNC externo (programa principal). Leia mais sobre Subprogr

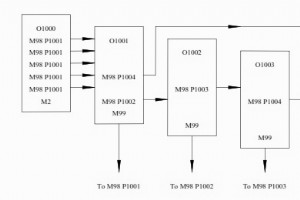
Chamada de Subprograma Haas M98 O código Haas M98 Subprogram Call é usado para chamar sub-rotinas (subprogramas).O subprograma deve estar na lista de programas, o subprograma deve terminar com M99.Os operadores CNC podem até escolher o número da sub-rotina será repetido. O que é Subprogramação? S

Como os comandos do subprograma Haas M97 M98 já estão brevemente descritos com exemplos de subprograma, leia aqui Chamada de subprograma local Haas M97 com exemplo de programa CNC Chamada de subprograma Haas M98 com código de exemplo básico Mais alguns artigos relacionados a Subprogramas CNC
Máquina cnc

Armadilhas do plano de manutenção preventiva a serem evitadas

AI e aeroespacial:5 maneiras pelas quais a inteligência artificial pode impactar a aviação

A verdade dura e fria sobre o chorão
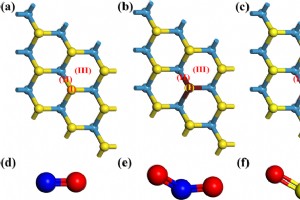
Comportamento de detecção de WS2 dopado com Al e P bidimensional em direção a NO, NO2 e SO2:um estudo Ab Initio

