


Técnicas eficientes de roteamento de fibra - Parte 2:Opções avançadas de roteamento
Nota do Editor:Esta é a Parte Dois de uma série sobre técnicas eficientes de roteamento de fibra usando a impressora 3D Markforged. Se você não está familiarizado com a impressora e tem interesse em saber mais, entre em contato conosco aqui. Para se familiarizar com as técnicas eficientes de roteamento de fibra, fique à vontade para ler a Parte Um aqui!
Técnicas avançadas de roteamento de fibra
Projetar para impressão 3D exige tanto trabalho quanto projetar para qualquer outro processo de manufatura, e especialmente com nossa impressora 3D de alta resistência, considerando que seu método de manufatura é essencial. Existem algumas geometrias e técnicas que são muito adequadas para alguns processos e outros nem tanto - esperamos encorajá-lo a pensar sobre como você pode usar nosso método exclusivo de roteamento de fibra de forma eficiente e eficaz para aumentar a resistência de suas peças impressas em 3D. Na semana passada, cobrimos algumas técnicas básicas de roteamento de fibra, incluindo painéis sanduíche, reforço de perímetro e descasque, descrevendo o que as diferentes opções de reforço fazem e como usá-las bem. Neste post, vou expandir alguns dos conceitos do post da semana passada para mostrar como tornar suas peças mais fortes com técnicas de roteamento de fibra mais avançadas.
Otimizando para uma direção específica de força
Embora o reforço concêntrico reforce com fibra em torno do perímetro da peça, às vezes é necessário reforçar para uma direção específica ou cenário de carregamento. Em muitos casos, as peças que você está imprimindo exigem resistência em certas áreas com base em uma condição de carregamento conhecida. Você pode melhorar com eficiência a resistência de sua peça alinhando as fibras nessa direção usando nossa opção de “ângulos de fibra”.
Os compósitos tradicionais são compostos por muitas camadas de fibras compostas, e em cada camada as fibras são dispostas em uma direção particular, ou “ângulo da fibra”. Para criar uma folha uniforme de fibra composta, cada camada é girada em um ângulo específico da anterior até que, eventualmente, toda a folha composta esteja quase isotrópica.
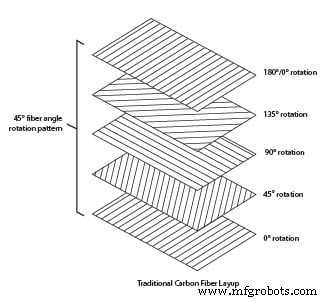
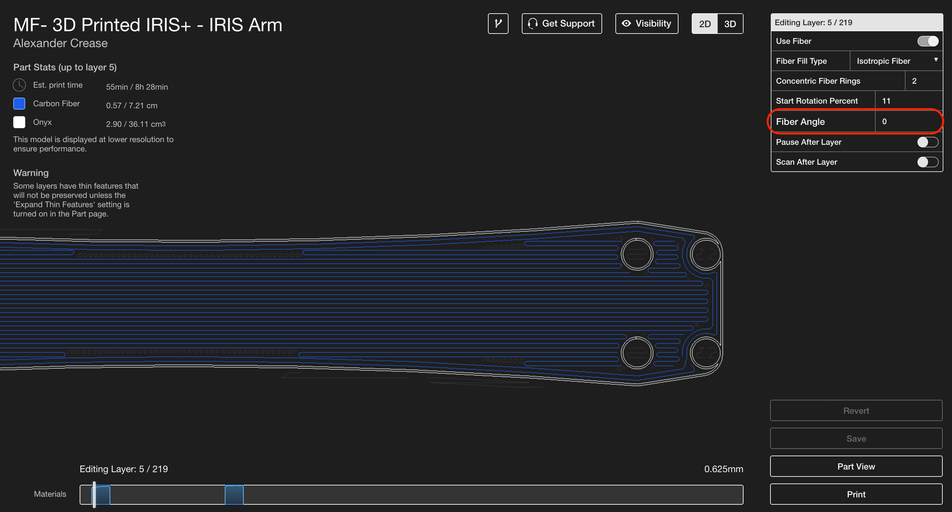
Se você precisa de força em uma direção específica, em vez de girar constantemente as folhas de fibra, pode alinhá-las todas em uma ou algumas direções principais. As fibras se alinham com a condição de carregamento da peça, otimizando assim a peça quanto à resistência nessa direção. A parte abaixo é um braço de drone, exigindo principalmente reforço ao longo do comprimento do braço para evitar que dobre. Por padrão, os ângulos da fibra irão girar quando você reforçar com preenchimento isotrópico para simular uma trama quase isotrópica.
A fim de reforçar esta parte com eficiência, você pode editar as configurações de uma parte de preenchimento isotrópico (tanto na vista externa quanto interna) e definir os ângulos das fibras de cada camada reforçada para 0. Você pode fazer isso para um grupo de fibras ou para um camada única. Isso maximiza a rigidez da peça ao longo do comprimento do braço.
Essa técnica também pode ser expandida para várias direções - se houver duas direções principais que precisam de reforço, você pode definir os ângulos da fibra para girar entre as duas direções para tornar a peça forte em ambas as direções.

Listragem de fibra
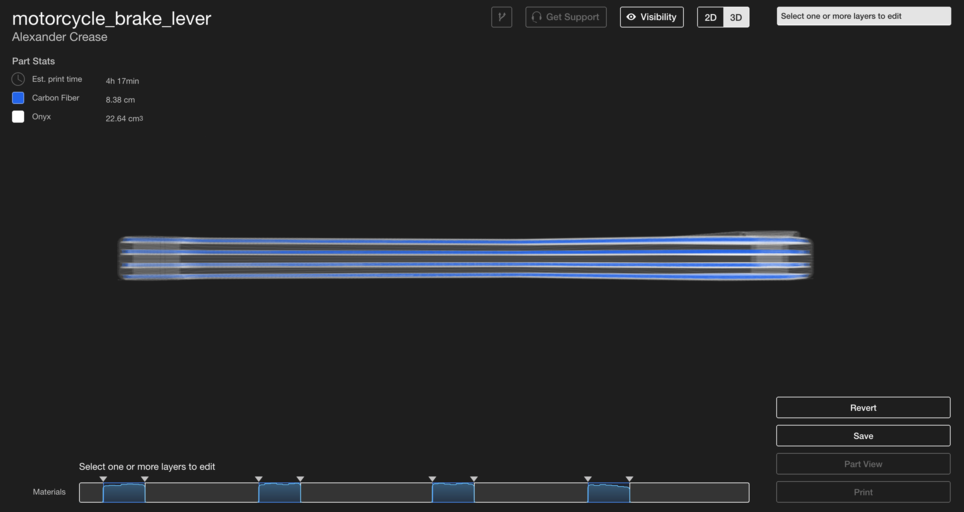
O striping de fibra envolve vários painéis sanduíche empilhados para reforçar ainda mais a peça na dobra no plano XY. Se você tiver uma peça mais espessa com uma seção transversal razoavelmente consistente, poderá usar striping de fibra para endurecer a peça ainda mais com painéis sanduíche sobrepostos para dar a ela um reforço de fibra mais consistente e muito mais resistência à torção.
Reforço seletivo
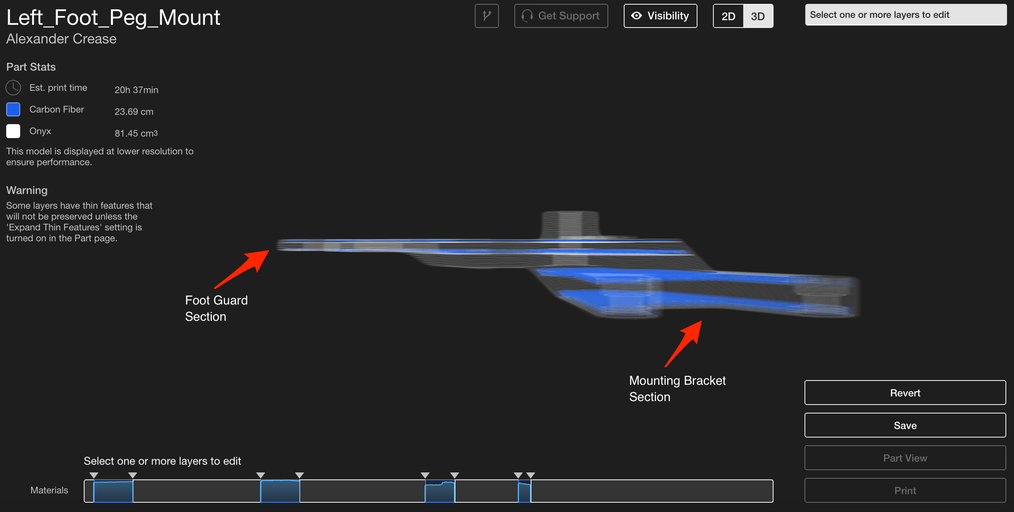
Embora o striping e descasque de fibra geralmente funcionem melhor para peças com seções transversais bastante consistentes, às vezes faz mais sentido reforçar seções ou recursos específicos da peça em vez de reforçar com faixas de fibra uniformemente espaçadas. Nestes casos, algumas considerações precisam ser levadas em consideração para manter seus painéis sanduíche uniformes. Podemos dividir a parte abaixo, um suporte de pé traseiro para uma motocicleta do cliente STS Turbo, em duas seções:a peça da asa superior, evitando que o pé do piloto fique muito perto da suspensão do pneu traseiro, e o suporte de carga seção, com orifícios de parafuso para montar a pedaleira e para montar no resto da bicicleta.
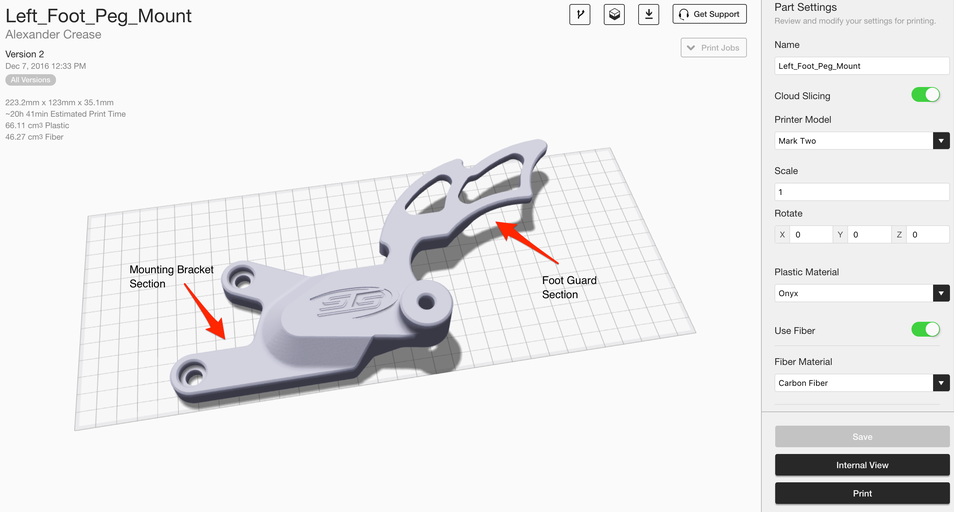
A peça precisa ser rígida e resistente à flexão, mas um painel sanduíche padrão não reforçará a peça da maneira que precisamos - adicionar fibra às camadas superiores e inferiores criará um painel sanduíche irregular e resultará em falha da peça. Para contornar esse problema, podemos criar duas seções pares de painel sanduíche - uma ensanduichando a seção de “proteção do pé” da peça e outra imprensando o segmento do suporte de montagem da peça. Isso é conhecido como reforço seletivo - estamos definindo regiões específicas que requerem reforço e garantindo que haja até painéis sanduíche delimitando cada região.
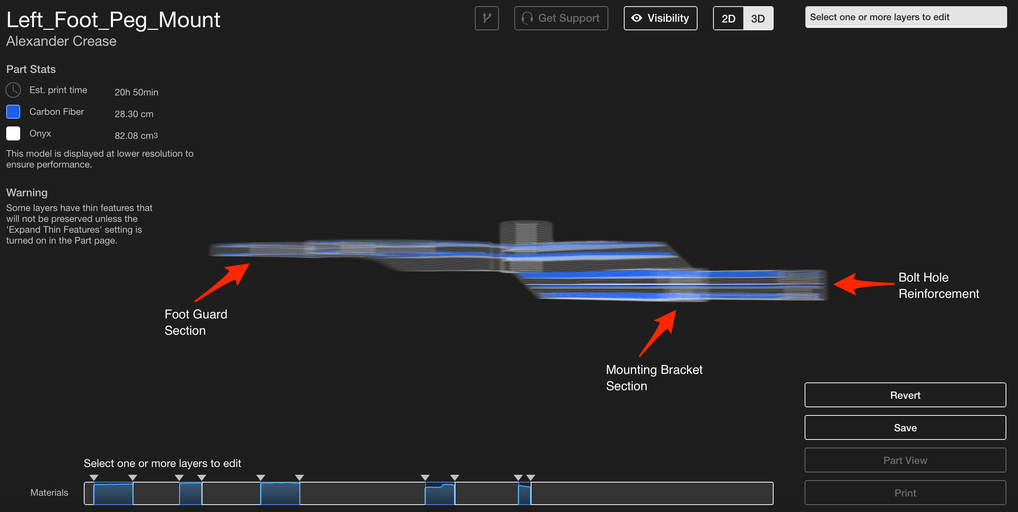
A peça então precisa ser mais reforçada em torno dos orifícios dos parafusos, para melhorar a resistência da peça localmente e para suportar o peso aplicado à cavilha, que é aparafusada ao nó espaçador da cavilha na parte superior da peça.
Combinações
A granularidade de nível de camada de controle que Eiger oferece permite que você reforce com eficiência em mais de uma maneira - todos esses métodos servem como diretrizes para o reforço e podem ser usados juntos de muitas maneiras diferentes. Na postagem da semana passada, descrevi como o descascamento com preenchimento isotrópico e concêntrico pode garantir uma peça mais forte, e procedimentos semelhantes podem ser implementados com essas técnicas.
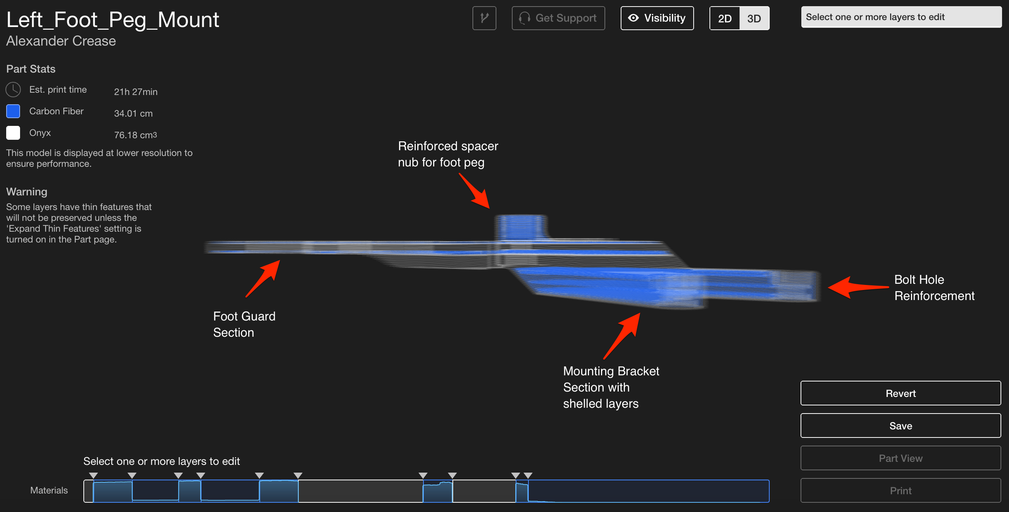
O exemplo de montagem com pino de apoio que usei acima é um método de roteamento de fibra eficiente para resistir à flexão no plano com reforço seletivo, mas pode exigir mais resistência para uma solução confiável e robusta. A seção da asa da peça não é de suporte de carga, mas deve resistir à flexão no plano, enquanto a seção com o padrão de montagem sofrerá cargas de compressão dos parafusos que a prendem e cargas de torção porque o pino de pé estará suportando o peso do cavaleiro. Vou adicionar uma seção de camadas abaixo do furo rebaixado para reforçar os furos dos parafusos. Esta seção de fibra é relativamente centrada em sua região, então outra camada para equilibrar o sanduíche não é necessária.
Em seguida, vou aplicar o shell na região inferior da peça para melhorar sua resistência à flexão em torno do eixo Z para ajudar a resistir ao peso do cavaleiro, como descrevi em nosso post anterior. Por último, vou adicionar reforço de fibra concêntrica ao nó na parte superior da peça. Isso melhora a resistência à compressão da peça uma vez que o pino é aparafusado e melhora a resistência à torção da peça, evitando que o pino seja torqueado para baixo e para fora do orifício.
Agora, a peça é seletivamente reforçada usando algumas técnicas diferentes de roteamento de fibra abordadas nesta série de postes. Se você tiver alguma dúvida, entre em contato conosco e espero que tenhamos ajudado a melhorar sua intuição de roteamento de fibra!

Se você não tem uma impressora Markforged, mas deseja ver uma em ação, sinta-se à vontade para solicitar uma demonstração e experimente o nosso Software Eiger aqui .
Reforçando as peças impressas em 3D com roteamento de fibra eficiente:Parte 1
Economizando tempo na oficina com ferramentas impressas em 3D:o valor de acessórios de fixação impressos em 3D, gabaritos e muito mais
impressao 3D
- Técnicas de programação CNC para corte a plasma e laser
- 5 dicas para encontrar o melhor fabricante de peças de fibra de carbono
- Opções de fibra de carbono no Cadillac CT5-V Blackwing 2022
- Aplicativos de impressão 3D de metal (Parte 2)
- Impressão 3D de um Drone de Fibra de Carbono - Parte 2
- Ferramentas e acessórios de impressão 3D:Serrote
- Parte 1 do skate:Rodas impressas em 3D
- Suas peças mais fortes com impressão 3D de fibra de carbono - Preenchimento isotrópico Parte 1
- 3 técnicas de roteamento no projeto de circuito de sinal de alta velocidade PCB
- Visão geral das opções de impressão 3D colorida