


Configurações e perfis ideais do Cura PETG para impressões perfeitas!
O PETG é um dos polímeros mais utilizados na impressão 3D superado apenas pelo PLA. É uma versão modificada do plástico usado em garrafas de refrigerante, por exemplo. A modificação o torna mais adequado para impressoras 3D, pois reduz sua temperatura de fusão e facilita a extrusão. Comparado ao PLA, o PETG é mais resistente, porém mais macio. Alguns filamentos também possuem opacidades variadas e podem atingir bons níveis de transparência, o que pode ser bom não só por questões estéticas, mas também para projetos que incorporem luzes neles. Ele também tem uma faixa de temperatura de trabalho mais alta e é mais adequado para condições externas.
Agora que conhecemos as vantagens de usar o PETG, vamos descobrir como ajustar as configurações da impressora para obter os melhores resultados possíveis!
Para impressão com PETG, a temperatura de impressão deve ser de 70+ºC, enquanto a temperatura de impressão deve estar entre 220ºC-240ºC. É importante desligar o ventilador para as camadas iniciais e definir a velocidade de impressão entre 30 e 500mm/s. Com o PETG, você deve ficar atento ao encordoamento, à adesão ao leito e à separação ou delaminação da camada, o que significa que as configurações de retração são muito importantes.
Analisarei cada uma das configurações com mais detalhes e discutirei como ajustá-las. Vamos começar!
Os problemas com o PETG
O PETG pode ficar muito fibroso, mas é apenas uma questão de ter retrações bem calibradas ou soprar rapidamente os modelos acabados com uma pistola de calor para remover os pêlos finos de plástico. A adesão da cama também é uma preocupação porque para alguns usuários o PETG não adere bem o suficiente e para outros, adere muito bem e torna a remoção do modelo da cama uma dor. Finalmente, há uma ligação de camada ruim que pode causar alguns problemas, mas geralmente também pode ser gerenciada no fatiador
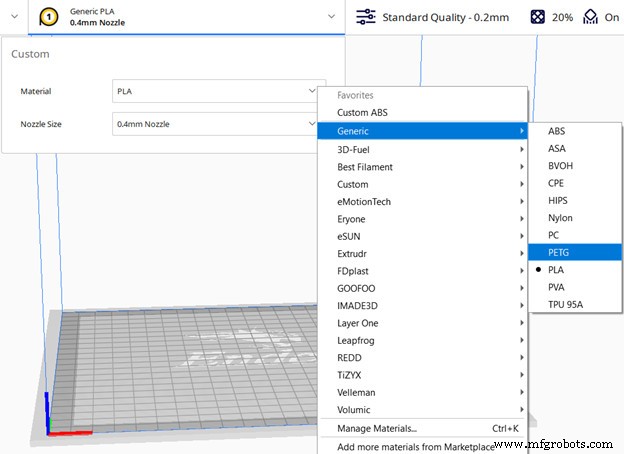
Ative o perfil PETG padrão do Cura (use-o como ponto de partida)
O Cura tem muitos perfis para marcas conhecidas integrados, por isso é uma ideia inteligente usá-los como ponto de partida e fazer pequenos ajustes a partir daí. Se a marca não estiver listada, você pode começar com um perfil PETG genérico.
Altura da camada
A altura da camada tem um efeito significativo no tempo de impressão, detalhes e resistência. Quanto maior a altura da camada, menor o tempo de impressão, mas menos detalhes e força. Para PETG é recomendado escolher uma camada fina para evitar a delaminação.
De acordo com um estudo, quanto maior a razão entre a altura da camada e o tamanho do bico, menor o espaço entre as camadas e melhor a resistência. Portanto, se você precisar de uma camada maior, é aconselhável usar um bico maior. É possível emular um bico maior alterando a largura de extrusão, mas provavelmente é melhor não exceder 125 – 150% do tamanho real do bico. (Exemplo:0,6 mm para bocal de 0,4 mm).
Mais informações sobre este tema neste nosso artigo
Ajuste fino
Imprima alterando ligeiramente a altura da camada e verifique os resultados até encontrar a altura de camada perfeita para o seu projeto específico.
Altura ideal da camada PETG:
- Para detalhes: 25% do tamanho do bocal ou largura de extrusão (0,1 mm para bocal de 0,4 mm)
- Melhor altura geral da camada: 25% – 40% do tamanho do bocal ou largura de extrusão (0,15 mm para bocal de 0,4 mm)
- Impressões rápidas/prototipagem: 50% – 80% do tamanho do bocal ou largura de extrusão (0,2 – 0,3 mm para bocal de 0,4 mm)
Temperatura de impressão
A temperatura de impressão para PETG não é tão tolerante quanto para PLA. Se não estiver certo, você obterá modelos realmente fibrosos com poucos detalhes ou delaminação séria. Quanto maior a temperatura de impressão, maior a adesão da camada, mas menor o detalhe.
Ajuste fino
O ajuste da temperatura pode ser feito imprimindo uma torre de calibração de temperatura e alterando a temperatura de extrusão após uma distância fixa. Uma vez finalizada a impressão, você poderá ver claramente a faixa em que seu filamento tem a melhor adesão e detalhe de camada.
Temperatura ideal de impressão PETG: 220 - 240ºC
Tem um vídeo bom sobre esse assunto!
Temperatura do leito
O PETG é conhecido por aderir muito bem a algumas superfícies, mas também mal se a temperatura da cama não estiver correta. Com camas de vidro, a peça às vezes pode sair com pedaços da cama grudados nela. Um bom agente desmoldante, como cola em bastão, é vital nessas circunstâncias.
Um estudo mostra que uma temperatura do leito ligeiramente superior à temperatura de transição vítrea do filamento melhora muito a adesão.
Ao contrário de substâncias como a água, os polímeros têm uma temperatura característica adicional, a temperatura de transição vítrea. Quando o polímero é aquecido acima desse limite, suas propriedades físicas mudam de quebradiço e duro para dúctil e resistente. A temperatura do vidro do PETG é de cerca de 80ºC. Portanto, se sua máquina pode atingir essa temperatura, é altamente recomendável que você a configure para pelo menos 70ºC ou mais. Espera-se uma pata de elefante mais pronunciada, mas isso pode ser compensado no cortador ou no próprio modelo adicionando um chanfro na parte inferior.
Ajuste fino
Comece ajustando a base para pelo menos 70ºC e suba em incrementos de 5ºC se a impressão falhar. Cuidado que subir muito pode estragar sua cama porque o modelo adere muito bem e remove parte do revestimento ou até mesmo pedaços da própria cama.
Temperatura ideal do leito PETG:70ºC – 85ºC
Velocidade de impressão
A velocidade de impressão para PETG é semelhante à velocidade de impressão para PLA, embora diminuir a velocidade possa gerar melhores resultados. As configurações padrão do CURA devem estar bem. De 30 a 50 mm/s é uma faixa sensata. Algumas fontes sugerem que aumentar suas velocidades de viagem pode melhorar o encordoamento. Se a sua impressora aguenta mais de 120 mm/s, vale a pena experimentá-la.
Ajuste fino
Você pode ajustar sua velocidade de impressão da mesma peça algumas vezes com velocidades variadas.
Configurações ideais de velocidade PETG:
- Velocidade de impressão: 30 – 50 mm/s
- Velocidade de impressão da camada inicial: 20 – 30 mm/s
- Velocidade de preenchimento: 40 – 60 mm/s
- Velocidade de viagem: 100+ mm/s dependendo da impressora
Retração
O PETG pode ser bastante fibroso porque imprime a quente e não usa muito resfriamento, mas com retrações adequadas e algumas outras opções ativadas, você pode obter resultados impressionantes.
Um teste de amarração pode ajudar a ajustar a retração. Primeiro, use uma distância de retração de 3 mm se você tiver uma extrusora de acionamento direto e 6 mm se tiver uma configuração Bowden. Uma velocidade de retração de 25 mm/s em qualquer configuração seria uma boa estimativa inicial ou tente mais devagar. As configurações de estoque do Cura geralmente funcionam bem.
O que é Pentear e qual configuração usar?
Pentear desliga a retração e modifica os movimentos de deslocamento para passar por cima do preenchimento e depositar qualquer plástico escorrendo. Pode ser útil configurá-lo para “Dentro do preenchimento”
Ajuste fino
Você pode ajustar sua velocidade de impressão da mesma peça algumas vezes com velocidades e distâncias de retração variadas.
Configurações ideais de retração PETG:
- Distância de retração: 3 mm para acionamento direto ou 6 mm para Bowden
- Velocidade de retração: 25 mm/s
- Pentear: ATIVADO e definido como "Dentro do preenchimento"
Adesão ao leito
Conforme mencionado na seção de temperatura do leito, se a temperatura for ajustada mais alta que a temperatura de transição vítrea do filamento, a força de adesão será significativamente melhorada.
As bordas são uma borda grossa de camada única que aumenta o contato com a cama. Seu uso é particularmente útil em modelos que não possuem uma boa base para grudar na cama. A saia é a mesma, mas nunca entra em contato com o modelo. A saia atua apenas como um primer para o bico, por isso não é muito eficaz na aderência das camadas.
As jangadas se comportam como uma aba, mas consistem em pelo menos duas ou três camadas por baixo de todo o modelo. Também ajuda a compensar o desnível da cama. Cola em bastão e spray de cabelo são úteis não apenas quando a impressão não está presa, mas também quando a impressão está firmemente presa.
Configurações ideais de adesão ao leito PETG:
- Temperatura do leito: 70+ºC
- Tipo de adesão ao leito: Folhas PEI ou vidro revestido
- Largura da borda: Pelo menos 10 mm
- Produtos que ajudam na adesão: Cola em bastão, spray de cabelo
Resfriamento de impressão
Para evitar delaminação e empenamento, não use resfriamento com PETG. O primeiro melhor palpite para peças fortes é desligar completamente o resfriamento das peças, exceto para ponte. Para detalhes nítidos e menos cordas, você pode usar 100% das velocidades do ventilador após as primeiras duas ou três camadas terem sido colocadas
Ajuste fino
Configurações ideais de resfriamento PETG:
- Velocidade do ventilador da camada inicial: desligado
- Velocidade do ventilador: 0 – 100% dependendo se você está buscando detalhes ou força
- Tipo de adesão ao leito: Folhas PEI ou vidro revestido
- Largura da borda: Pelo menos 10 mm
Você precisa de um gabinete para impressão PETG?
Imprimir com um gabinete não é estritamente necessário para PETG, mas em câmaras frias, eles podem ser úteis.
Resumo:Configurações/Perfil ideais do Cura para impressão PETG
- Altura da camada: 25% – 40% do tamanho do bocal ou largura de extrusão (0,15 mm para bocal de 0,4 mm)
- Temperatura de impressão: 220 – 240 ºC
- Temperatura do leito: 70+ºC
- Tipo de adesão ao leito: Saia
- Distância de retração: 3 mm para acionamento direto ou 6 mm para Bowden
- Velocidade de retração: 25 mm/s
- Pentear: ATIVADO e definido como "Dentro do preenchimento"
- Velocidade de impressão: 30 – 50 mm/s
- Velocidade de viagem: 100+ mm/s dependendo da impressora
- Camadas iniciais de velocidade do ventilador: desligado
- Velocidade do Ventilador restante da impressão: 0 – 100% dependendo se você está buscando detalhes ou força
Impressões 3D que você pode fazer e vender on-line – Etsy, eBay e muito mais!
FDM (Filamento) vs Impressoras de resina; Qual é melhor?
impressao 3D
- Adicionando o acabamento perfeito às suas impressões SLS
- Obtendo cores vivas para suas impressões SLS
- Acabamento de primeira classe para suas impressões FDM
- Contaminação por pó:um perigo oculto para impressões de metal
- 4 maneiras de obter um acabamento perfeito para suas peças FDM
- OSGi para soluções IoT:uma combinação perfeita
- Como criar arquivos STL de alta qualidade para impressões 3D
- Aplicações ideais para atuadores pneumáticos
- O PLA é resistente ao calor? ABS, ASA, PETG e muito mais!
- Configurações e perfis ideais do Cura ABS (para todas as impressoras)