


Pausas na impressão 3D:inserções e mudanças de cores

Quando um utilizador de uma impressora 3D FDM atinge conhecimentos médios, procura aumentar a complexidade das suas peças impressas, tanto a nível de funcionalidade como de acabamento. A seguir, uma série de dicas para aumentar o desempenho de uma impressora 3D são discutidos graças às paradas programadas e inserções de metal.
Parada programada
A paralisação programada é uma ação muito simples de ser realizada e que muitos usuários têm receio de fazer. O primeiro passo para parar é saber exatamente a que altura (em milímetros) você deseja interromper a impressão Por qualquer motivo. Dependendo do software de laminação utilizado pelo usuário, pode ser encontrado diretamente (X número de camada) ou indiretamente (X mm). Neste último, você deve procurar o número da camada onde deseja parar e multiplique pela espessura de cada camada para obter a altura total em milímetros.
Uma vez conhecida a altura total, por exemplo 14 mm, existem duas formas de programar a parada:diretamente no GCode ou no software de laminação.
No início da impressão 3D, o GCode de uma peça era modificado para programar uma parada na altura desejada. Para isso o usuário deve procurar a altura da camada (Layer) e na próxima linha do código digitar o comando M600 . Este comando é a mudança de filamento que traz impressoras 3D pré-definidas que utilizam Marlin ou derivados.
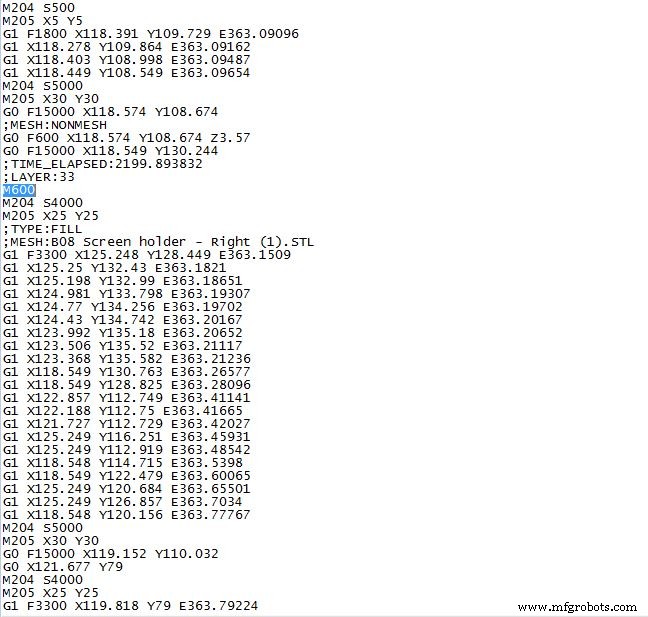
Imagem 1:GCode com parada M600
Atualmente existe outro método de parada de forma muito mais simples . Softwares de laminação como Cura3D tem um plugin para realizar diferentes tipos de paradas. Como desta forma é muito fácil realizar esta ação, os parágrafos seguintes explicam os possíveis tipos de paradas.
Mudança de filamento
A parada de troca de filamento é uma ação ideal quando você deseja fazer peças em várias cores com um único extrusor, embora o usuário deva levar em conta ao projetar que isso só é válido para mudanças de cor ao longo do eixo Z e em diferentes alturas de camada. Para programar a troca de filamento com o Cura3D, vá em "Extensions -> Postprocessing -> Modify GCode" e selecione "Change Filament", onde você deve selecionar a altura da camada, o comprimento de retração e inserção do filamento e a posição onde se deseja mover o HotEnd durante a parada. Esta configuração pode ser repetida quantas vezes o usuário desejar.
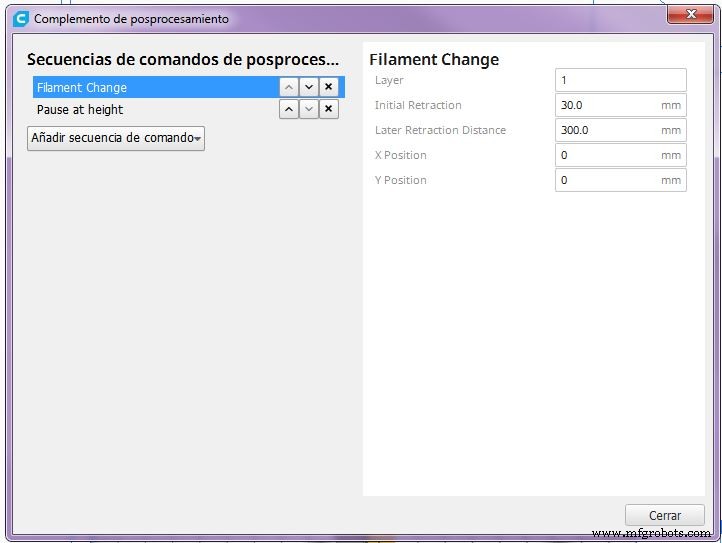
Imagem 2:Troque o filamento com a cura 3D. Fonte:Cura 3D
Parar na altura desejada
Realizar uma parada a uma certa altura é muito útil para introduzir algum elemento na peça que está sendo impressa, como outras peças impressas, ímãs ou porcas. Incorporar porcas dentro de peças impressas é uma ação muito interessante e produtiva na fabricação de peças funcionais. Para isso, o design deve ser realizado levando em consideração o tamanho da porca (comprimento entre faces nos dois eixos), a folga necessária do alojamento e a posição de colocação da própria porca. Se a posição da porca deixar espaços sem material, algo comum quando a porca não é colocada paralela à base de impressão, recomenda-se imprimir uma peça para colocá-la acima da própria porca, que consegue ocupar o espaço livre até a altura da camada que foi parada. A imagem a seguir mostra o que foi explicado acima; a parte roxa é a peça base, a parte ocre é a porca e a parte azul é a peça impressa para ocupar o vão indesejado.
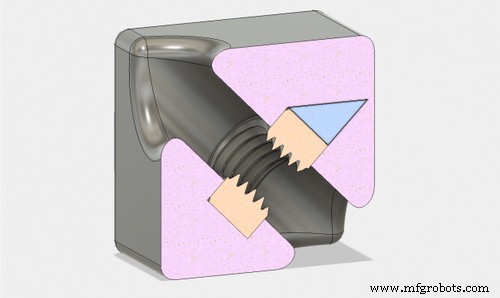
Imagem 3:Como inserir uma porca em um plano inclinado. Fonte:Markforged
Este tipo de parada é programada no Cura3D na seção:"Extensões -> Pós-processamento -> Modificar GCode" e selecione "Pausa em altura" . Tanto com este tipo de paragem como com a “Mudança de Filamento”, quando a impressora 3D atinge a altura selecionada, deixa de imprimir até que o utilizador a retome novamente pressionando qualquer um dos botões no ecrã.
Inserção metálica
Uma alternativa para incorporar porcas no meio de uma impressão é usar inserções de metal. Independentemente do tipo de inserto, o usuário deve ter claro os dois fatores principais dos insertos:resistência à extração e resistência à rotação . A resistência à extração é a oposição do inserto em sair de seu alojamento quando o parafuso é apertado. Este é um valor que pode ser aumentado aumentando o comprimento da pastilha. A resistência à rotação é a oposição do inserto em girar sobre si mesmo ao apertar o parafuso. Neste caso, a resistência aumenta com o aumento do diâmetro do furo. Outro aspecto a ser levado em consideração de forma genérica é o diâmetro necessário para cada tipo e tamanho de inserto, sendo necessário consultar a ficha técnica do fabricante para obter o diâmetro do furo recomendado.
Com os pontos acima claros, na impressão 3D é comum usar dois tipos de pastilhas:pastilhas roscadas a quente e pastilhas roscadas auto-roscantes.
Inserções roscadas aquecidas
Esses tipos de insertos são usados com materiais termoplásticos , que derretem a baixas temperaturas. A forma de utilização é muito simples e requer apenas ter um soldador de calor ou outra fonte de calor, que por quente entre em contato com o inserto. A geometria desses componentes é projetada para que quando o plástico derreta das paredes do furo, uma união resistente é formado, o que o impede de sair ou girar sobre si mesmo.
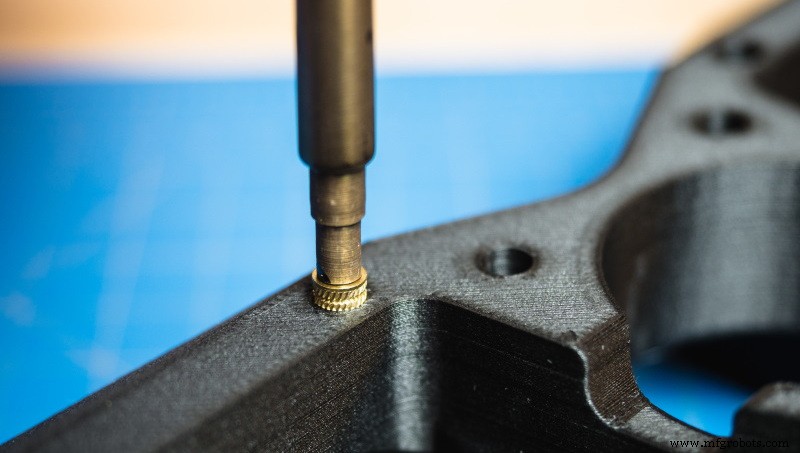
Imagem 4:Apresentando a inserção de calor. Fonte:Markforged
Esses tipos de encartes são ideais para a maioria das peças e materiais usados na impressão 3D FDM.
Inserções roscadas auto-roscantes tipo ensat
Certos materiais usados em 3D SLS e impressão de resina derretem em temperaturas mais altas ou não se comportam de forma estável quando aquecidos. Nesses casos, recomenda-se o uso de insertos rosqueados auto-roscantes (bucha Ensat).
Este tipo de inserto permite a união por parafusos com alta capacidade de carga e temperatura . Sua forma cônica na extremidade inferior acompanhada de uma ranhura de corte, cria a rosca automaticamente no furo. Para inseri-los, você só precisa de um parafuso com o diâmetro interno do inserto e duas porcas para fazer contraporca.
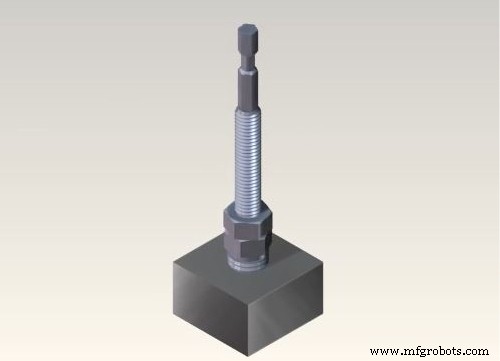
Imagem 5:Sistema de contraporca. Fonte:Norelem
Para estes dois tipos de pastilhas também existe uma ferramenta especial, recomendada para usuários que realizam este tipo de processo normalmente.
Conclusão
Seguindo o conselho mencionado acima, qualquer usuário de um A impressora 3D pode aumentar seu campo de aplicação graças ao aumento da funcionalidade de suas peças.
impressao 3D
- Soldagem e colagem de peças de plástico impressas em 3D
- Combinação de impressão 3D e robótica para criar fábricas inteligentes
- Impressão 3D e Fórmula Um:5 tendências nos esportes motorizados
- Design Generativo e Impressão 3D:A Fabricação do Amanhã
- Impressão FDM 3D:Comparando ASA, PETG e Filamentos PC
- 4 maneiras de a impressão 3D melhorar as operações de manutenção e reparo
- Impressão 3D e personalização em massa:Onde estamos hoje?
- Soluções de impressão 3D para empresas de petróleo e gás
- Fabricação aditiva em medicina e odontologia
- Densidades e comprimentos em filamentos de impressão 3D