


Extrusão direta e sistemas Bowden
Um dos elementos mais importantes de uma impressora 3D FDM é o conjunto formado pelo extrusor e o hotend.
O hotend é o elemento destinado a derreter o filamento para que ele possa fluir pelo bocal , enquanto impede que o calor seja transmitido para fora da chamada zona quente.
Para isso, os hotéis geralmente têm quatro partes:
- O bico ou bico :É o elemento através do qual o filamento fundido flui para se depositar na peça. Seu diâmetro determina o diâmetro do fio do material extrudado e, portanto, a resolução da impressora em XY.
- O bloco de aquecimento: É o elemento responsável por aquecer o bocal até a temperatura de impressão e mantê-lo estável.
- A quebra de calor: Serve como uma ponte de ruptura térmica. Separe a zona quente da zona fria.
- O dissipador de calor: Sua função é manter a zona fria refrigerada, dissipando o excesso de calor transmitido pelo bloco de aquecimento.
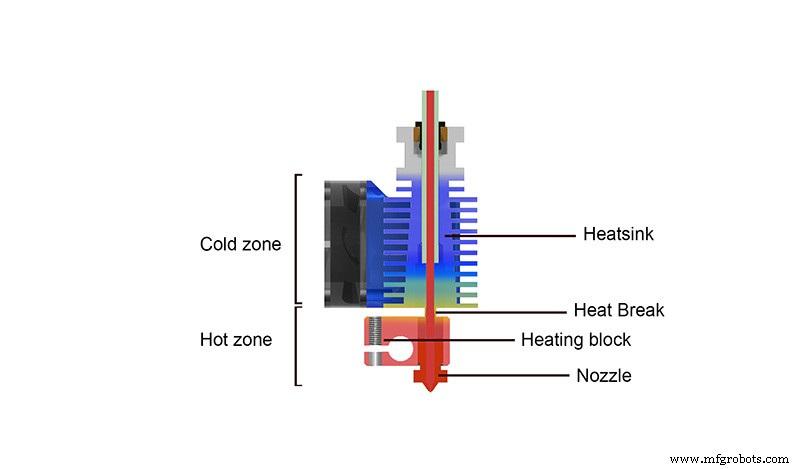
Imagem 1:Temperaturas dentro do hotend. Fonte:E3D.com
Por outro lado, o extrusor é responsável por puxar o filamento para dentro do hotend para que seja gerada pressão suficiente dentro do hotend para que o material fundido escoe constantemente e de forma homogênea através do bocal.
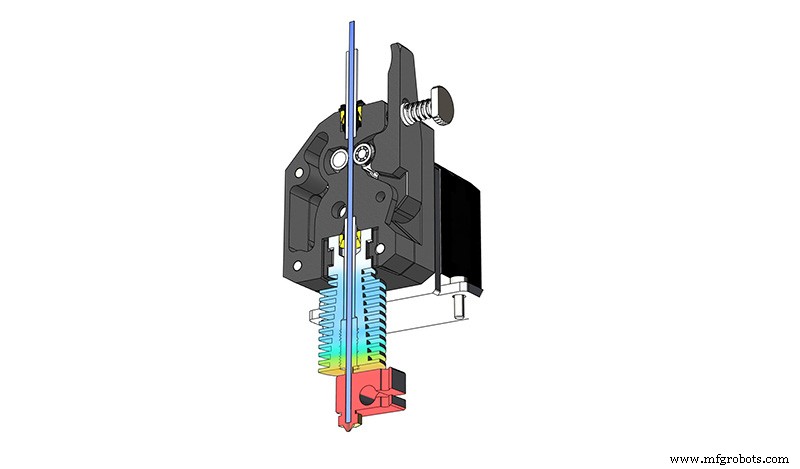
Imagem 2:Extrusora direta. Fonte:E3D.com
Atualmente existem duas formas de combinar o hotend com a extrusora:sistemas de extrusão direta e sistemas Bowden.
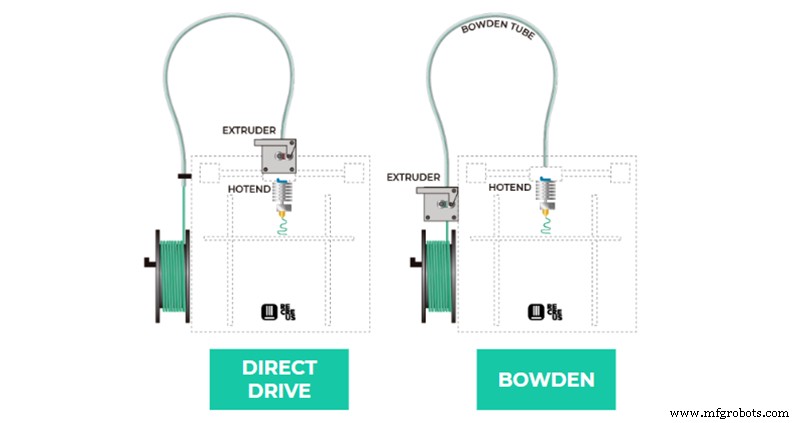
Imagem 3:Esquema da impressora com extrusora direta e bowden. Fonte:Recreus.com
Em sistemas de extrusão direta, o extrusor e o hotend formam um único elemento , minimizando a distância entre o ponto de extração e o bocal.
Nos sistemas de extrusão Bowden, a extrusora é mantido fixo no quadro da impressora 3D e empurra o filamento para dentro do hotend através de um tubo chamado tubo de Bowden.
Embora tenha havido muita discussão sobre qual dos dois sistemas é melhor, ambos têm grandes vantagens , bem como algumas desvantagens. A escolha do mais adequado dependerá de vários fatores como o tipo de material comumente usado, as velocidades de impressão ou a qualidade do quadro da impressora.
Retratações
Quando a extrusora empurra o filamento em direção ao hotend, o filamento se comprime criando a pressão necessária dentro do bocal para que o material fundido flua adequadamente . No entanto, quando não queremos extrudir o material, não será suficiente parar de empurrar o filamento, pois a pressão residual devido à compressão fará com que o material continue fluindo. É por isso que toda vez que o hotend é movido para uma nova posição e não é necessário adicionar material, o filamento deve ser retraído a distância necessária para que possa descomprimir e liberar a pressão dentro do bocal. Isso é conhecido como retração e é de grande importância no processo de impressão 3D.
Imagem 4:Esquema da retração. Fonte:sublimelayers.com
Como os plásticos geralmente não são materiais rígidos, quanto maior a distância entre a extrusora e o hotend , maior será a compressão do filamento necessária para atingir a pressão adequada no bocal. Isso também torna a distância de retração necessária para liberar essa pressão maior . É por isso que enquanto nos sistemas diretos as distâncias de retração costumam estar entre 0,8 mm e 2 mm, nos sistemas de extrusão Bowden podem atingir valores de 5 ou 6 mm.
Ser capaz de usar valores de retração baixos tem vantagens importantes . Por um lado, os tempos de retração são menores, o que em peças que envolvem muitas retrações pode representar uma redução significativa no tempo de impressão . Por outro lado, uma distância de retração baixa minimiza o risco da parte fundida do filamento atingir a zona fria do hotend, evitando assim que ele se solidifique e se expanda causando um encravamento.
É este último fator que faz com que extrusoras Bowden exijam calibração de retração mais complexa e precisa uma vez que existe uma margem muito pequena entre um valor de retração muito baixo para causar escorrimento ou empenamento e um valor muito alto que causa entupimento.
Filamentos flexíveis
Outra consequência direta da distância entre o extrusor e o hotend é o comportamento dos filamentos flexíveis.
Nos sistemas Bowden, o filamento é guiado da extrusora para o hotend através de um tubo , geralmente Teflon. Embora o diâmetro interno ideal do tubo seja o mesmo do filamento, na prática isso não é viável, tanto pelas pequenas variações de diâmetro devido às tolerâncias de fabricação quanto pelas altas forças de atrito que seriam geradas. É por isso que todos os tubos Bowden têm alguma folga , e embora com a maioria dos materiais isso não seja um problema, com tubos flexíveis é.
Imagem 5:Flexão do filamento dentro de um tubo de Bowden. Fonte:E3D.com
Devido à sua alta flexibilidade, materiais como TPU e TPE tendem a flexionar dentro do tubo Bowden, desviando as forças de tração da extrusora para as paredes do tubo. Isso torna muito difícil obter pressão constante no bico para garantir a extrusão correta .
Além disso, em materiais flexíveis, a compressão do filamento necessária para atingir a pressão adequada no bico é muito maior do que no caso de outros materiais como o PLA, o que em muitos casos causa a necessidade de usar retrações excessivamente altas distâncias.
Apesar de tudo isso, com alguma experiência, aqueles materiais flexíveis de maior dureza podem ser impressos nos sistemas Bowden, principalmente quando usados no formato 2,85 mm ou 3mm, evite o uso de retratações e use um tubo Bowden de alta qualidade e diâmetro estreito como o Capricórnio XS.

Imagem 6:Tubo de Bowden Capricorn XS. fonte:Captubes.com
Sem dúvida, o sistema ideal para trabalhar com materiais flexíveis é a extrusão direta . O caminho curto entre o extrusor e o hotend minimiza a compressão do filamento e permite que ele fique mais apertado, evitando que ele se dobre para dentro. Os chamados extrusores compactos, como o Titan Aero ou especialmente o E3D Hemera, permitem a utilização de todos os tipos de materiais flexíveis de maneira simples e com alta qualidade de impressão.
Inércias
Apesar de tanto em termos de encolhimento quanto no uso de filamentos flexíveis, os sistemas de extrusão direta são vitoriosos , há uma característica em que os sistemas Bowden se destacam e que para certas aplicações pode ser de grande importância:as inércias.
Um dos parâmetros básicos de impressão é a velocidade . E embora muitas impressoras permitam a utilização de velocidades de até 80 ou 100 mm/s, existe uma velocidade limite além da qual é impossível imprimir sem sacrificar a qualidade da peça . Isso ocorre porque o hotend não pode se mover a uma velocidade constante, mas cada vez que muda de direção, deve desacelerar até uma certa velocidade de mudança de direção e depois acelerar novamente.
Isso ocorre por causa da primeira lei de Newton . Devido à massa que o hotend tem, ao se mover ele tem uma certa força inercial, quanto maior maior sua massa ou velocidade . Ao fazer uma mudança de direção, a força de inércia é transmitida para o restante da impressora, causando vibrações e uma perda significativa de precisão . Para evitar isso, antes de mudar de direção, é necessário reduzir a velocidade para um valor que vai depender principalmente da rigidez da estrutura da impressora e do peso do hotend. Uma estrutura menos robusta e leve implicará no uso de velocidades de mudança de direção mais baixas e curvas de aceleração e desaceleração mais lentas , já que sua capacidade de absorver inércias será menor, o que implicará em velocidades menores e tempos de impressão mais longos. A única maneira de reduzir a inércia é reduzir a velocidade ou o peso.

Imagem 7:Efeito das vibrações causadas pela inércia na qualidade de impressão. Fonte:2Dprinterwiki.com
E é aqui que os sistemas Bowden jogam com vantagem. Ao fixar o extrusor, que é a parte mais pesada, e mover apenas o hotend, a inércia é bastante reduzida . Isso permite que impressoras 3D com sistemas Bowden usem velocidades de impressão significativamente mais altas do que aquelas com sistema direto, sem sacrificar a qualidade de impressão.
Escolha entre um sistema Bowden e um direto.
A escolha entre um sistema direto e Bowden vai depender basicamente depender se a velocidade de impressão prevalece ou a versatilidade e facilidade de uso de novos materiais .
Se você deseja produzir o maior número de peças no menor tempo e em geral são usados poucos materiais e materiais rígidos como PLA ou PETG, uma impressora com o sistema Bowden será a melhor solução.
Por outro lado, se a prioridade for utilizar materiais técnicos e elásticos e obter a melhor qualidade possível ao custo de sacrificar a velocidade de impressão, um sistema de extrusão direta será a opção ideal.
Como melhorar as impressoras 3D FDM de baixo custo
Caso de sucesso da implementação da tecnologia SLS com Sinterit Lisa no bureau de serviços
impressao 3D
- Papel da computação em nuvem nas Forças Armadas e Defesa
- Sistemas incorporados e integração de sistemas
- Limpeza IS iFP Sistemas de limpeza e lavagem de peças
- O que é extrusão? - Trabalho, tipos e aplicação
- A história e o futuro da extrusão de alumínio
- sistemas SCADA e indústria 4.0
- Barras e Sistemas Condutores de Guindaste
- Liga 10 (C17500) TF00 Forjamento e Extrusão
- Liga 3 (C17510) TB00 Forjamento e Extrusão
- Liga 3 (C17510) TF00 Forjamento e extrusão