


Como escolher a tecnologia mais adequada:FDM, SLA e SLS

Fabricação aditiva é o termo usado para descrever todo o conjunto de tecnologias de fabricação com base na formação de contribuição de material . Isso significa que, ao contrário da manufatura subtrativa (que engloba os métodos tradicionais de usinagem CNC), baseia-se na construção de peças, fornecendo camada por camada a quantidade precisa de material de maneira seletiva.
No entanto, dentro desta categoria podemos encontrar uma infinidade de tecnologias muito díspares, cada uma com suas vantagens e desvantagens, por isso conhecer seus fundamentos e suas limitações é algo de grande importância para selecionar a mais adequada para cada necessidade.
Embora existam muitas tecnologias e variantes, as mais comuns e difundidas na indústria são três:
- Deposição de material fundido (FDM)
- Fotopolimerização seletiva de resinas (SLA)
- Sinterização seletiva a laser (SLS)
Embora o mais difundido seja sem dúvida a tecnologia FDM. Principalmente devido ao aparecimento de impressoras 3D de baixo custo baseadas nesta tecnologia, nos últimos anos tanto a tecnologia SLA como a SLS têm vindo a ganhar terreno . Empresas como Formlabs ou Sinterit equipamentos de mercado, baseados em SLA e SLS respectivamente, capazes de atingir qualidades industriais a preços realmente competitivos. Isso aliado ao surgimento de novos materiais dificulta atualmente que uma empresa ou profissional opte por uma ou outra tecnologia.
Abaixo detalhamos quais são as principais características de cada um, bem como suas diferenças, vantagens e desvantagens.
Modelagem de deposição fundida (FDM)
É de longe a tecnologia mais popular . Baseia-se na extrusão através de um bico ou "bocal", um termoplástico acima de sua temperatura de fusão. À medida que o material extrudado sai do bocal do filamento ele é depositado seletivamente e camada por camada para formar a peça.
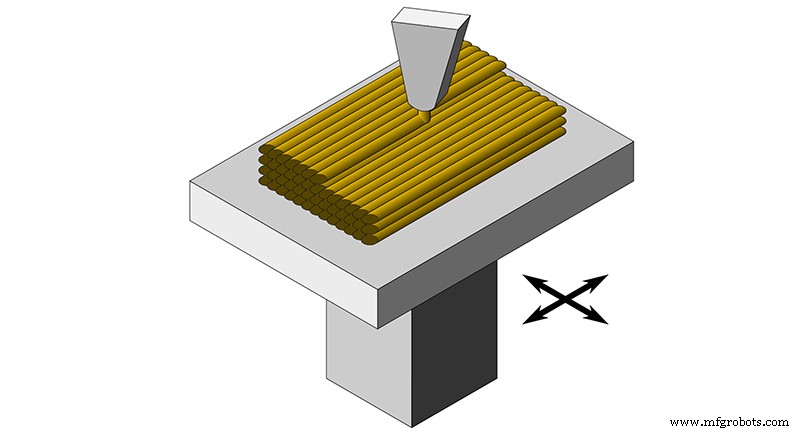
Imagem 1:Impressão FDM. Fonte:commons.wikimedia.com
Apesar de ser o mais comum,é o mais complexo na hora de desenhar e preparar arquivos para impressão . As limitações da impressão 3D FDM geralmente determinam o próprio design , portanto, em geral, quando as peças são produzidas com essa tecnologia, é necessário projetá-las ou redesenhá-las para torná-las compatíveis. Isso pode ser um grande problema quando o objetivo da impressão 3D é validar modelos que posteriormente serão produzidos usando outros métodos de produção.
Entre todas as limitações, as mais importantes são a necessidade de usar suportes e a impossibilidade de obter isotropia mecânica.
Como o material fundido não pode ser depositado ao ar, não é possível imprimir pontes ou saliências diretamente, portanto, nesses casos, é necessário adicionar estruturas de suporte. Isso supõe um maior gasto de material e tempo, além do fato de que as peças precisarão de um pós-processamento para remover esses suportes e a qualidade da superfície na área de contato será afetada.
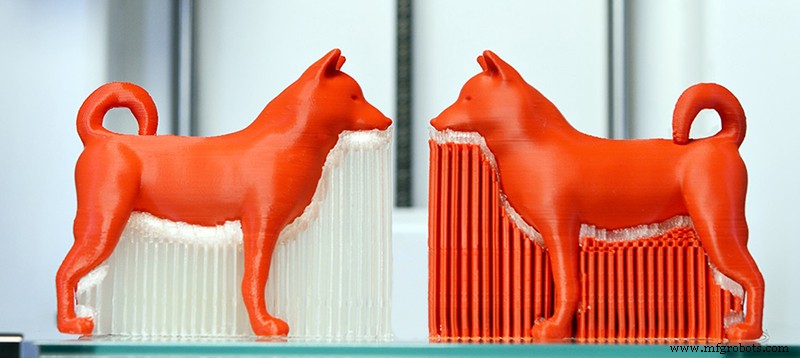
Imagem 2:Peças impressas com suportes. Fonte:Simplify3D
Uma maneira de minimizar algumas das desvantagens do uso de mídia é imprimi-los usando um material solúvel . Isso facilitará sua remoção e melhorará a qualidade da superfície da área de contato. Isso requer que a impressora tenha um sistema de dupla extrusora como o sistema IDEX para as impressoras BCN3D Sigma e BCN3D Sigmax ou a dupla extrusora Bondtech incorporada nas impressoras 3D Raise Pro2.
Filme 1:sistema IDEX BCN3D. Fonte:BCN3D
Por outro lado, como explicamos em artigo anterior, usando FDM é impossível obter partes isotrópicas , que é um grande problema em certas aplicações mecânicas e estruturais.
Outras limitações importantes são baixa resolução e altas tolerâncias . Embora com bicos de pequeno diâmetro seja possível obter resoluções Z próximas das alcançadas por SLA ou SLS, a resolução XY será sempre muito inferior e estará condicionada pelo material utilizado . Isso porque a resolução é determinada pelo diâmetro do bico utilizado e nem todos os materiais são compatíveis com bicos de pequeno diâmetro.
No entanto, nem tudo são desvantagens. A tecnologia FDM possui, de longe, a mais ampla gama de materiais e com menor custo , além de volumes de impressão maiores e, embora a diferença de preço entre as diferentes tecnologias tenha diminuído, ainda é a tecnologia mais barata.
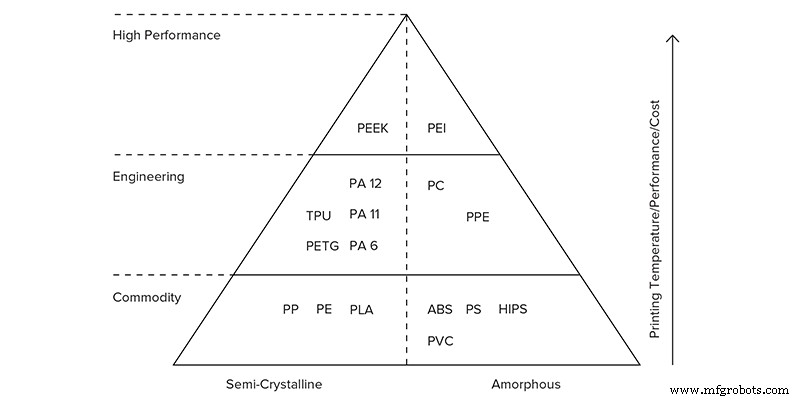
Imagem 3:Pirâmide dos principais materiais disponíveis para impressão 3D FDM. Fonte:3dhubs.com
É também uma tecnologia limpa e segura que requer pouca preparação antes da impressão . Isso permite que ela seja localizada em qualquer ambiente e permite mais imediatismo do que a impressão SLA e SLS que exigem tarefas de preparação e limpeza mais extensas, tornando-a a tecnologia perfeita para aplicações educacionais em qualquer nível, do elementar ao superior.
É uma tecnologia ideal para impressão de gabaritos e ferramentas, peças de grande volume médio ou para aquelas aplicações que requerem materiais específicos não disponíveis para outras tecnologias.
Outro setor em que a impressão 3D FDM oferece grandes vantagens é na produção de modelos arquitetônicos . Em geral, esse tipo de projeto é composto por peças volumosas que não exigem grande precisão. Isso, aliado à disponibilidade de materiais como Filamet, Timberfill, Smartfil EP ou PLA Mukha capazes de proporcionar acabamentos metálicos, de madeira ou cerâmicos às peças sem a necessidade de pós-processamento.

Imagem 4:Modelo arquitectónico impreso por FDM. Fonte:Raise3D
Estereolitografia (SLA)
É a segunda tecnologia de impressão 3D mais comum. É baseado na exposição seletiva de uma cubeta de resina fotocurável à luz ultravioleta, camada por camada . Esta exposição seletiva pode ser através de um laser scan (SLA), um projetor (DLP) ou um led mascarado (LED-LCD/MSLA).
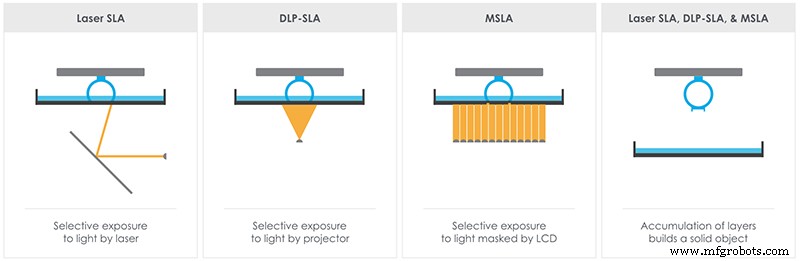
Imagem 5:Diferenças entre SLA, DLP e MSLA. Fonte:theorthocosmos.com
Como a impressão 3D FDM, requer suportes que devem ser removidos após a impressão, no entanto, a impressão 3D SLA atualmente não permite a impressão simultânea com dois materiais, portanto a única maneira de remover os suportes é mecanicamente . Isso significa que neste caso a superfície da peça também é afetada naquelas áreas onde houve contato com os suportes.

Imagem 6:Suportes de uma peça impressa por SLA. Fonte:3Dhubs.com
Outra diferença fundamental da impressão 3D FDM é que ela usa polímeros termofixos em vez de termoplásticos. Além disso, os materiais SLA tendem a ser mais caros que os materiais FDM e apresentam alguma toxicidade . Isso, junto com o fato de que as peças requerem limpeza e pós-processamento tarefas, torna esta tecnologia menos recomendada para o setor educacional.
No entanto, sua força é a alta resolução e o excelente acabamento de superfície alcançável por meio da impressão 3D SLA. Em geral, resoluções de até 50 um podem ser alcançadas em todos os planos .
Apesar de existirem impressoras SLA com grandes volumes de impressão comparáveis aos das impressoras 3D FDM, em geral as impressoras 3D SLA tendem a ter volumes de impressão consideravelmente menores.
É perfeito para imprimir pequenas peças que requerem alta resolução e excelentes acabamentos de superfície . Atualmente, é a tecnologia de impressão 3D mais popular nas indústrias odontológica e de joias . Por isso possui o mais amplo catálogo de resinas odontológicas e fundíveis.

Imagem 7:Modelos dentais impressos por SLA. Fonte:Formlabs.
Sinterização Seletiva a Laser (SLS)
É provavelmente a tecnologia menos conhecida , apesar de ser uma das mais antigas e comuns em ambientes industriais.
Isso ocorre porque até recentemente todos os equipamentos de impressão 3D SLS exigiam instalações adequadas e o custo tanto do equipamento quanto da implantação costumava ser alto. Embora nos últimos anos isso tenha mudado graças ao surgimento de impressoras SLS em formato desktop, como as impressoras Lisa e Lisa Pro, cujos custos de aquisição na implementação são próximos aos dos sistemas FDM e SLA. Embora essa tecnologia permita a produção tanto de peças termoplásticas quanto de peças metálicas, como o objetivo deste artigo é entender as diferenças entre as três tecnologias, vamos nos concentrar apenas na impressão termoplástica 3D SLS.
A impressão 3D SLS consiste em sinterizar seletivamente, usando um sistema de varredura a laser, camadas de material em pó. Cada vez que uma camada é sinterizada, o deck de construção abaixa e um dispositivo especial chamado recoater aplica uma nova camada de pó.
Imagem 8:Esquema de uma impressora SLS. Fonte:Sinterit.
A principal vantagem desta tecnologia é a possibilidade de impressão sem suportes . Isso torna as restrições de design muito menores do que em qualquer outra tecnologia , além de simplificar muito o pós-processamento das peças.
Isso junto com a alta precisão alcançado pelo laser, superior ao obtido pela impressão 3D SLA ou FDM, permite imprimir montagens complexas diretamente, sem a necessidade de imprimir seus componentes individualmente.

Filme 2:mudança de bicicleta produzida diretamente usando impressão 3D SLS. Fonte:Sinterit.
Outra vantagem importante é que as peças impressas pelo SLS são densas e possuem alta isotropia , o que a torna a tecnologia ideal para a produção de modelos e protótipos funcionais. Tudo isso, aliado ao bom acabamento superficial, torna também adequado para a produção de pequenas séries de produtos finais .
As impressoras 3D SLS não possuem uma ampla gama de materiais compatíveis como impressão 3D FDM , porém a possibilidade de usar materiais técnicos como diferentes tipos de nylons, ou TPE e TPUs , torna-o capaz de cobrir a maioria das aplicações.
Filme 3:Parte impressa em TPU usando impressão 3D SLS. Fonte:Sinterit.
Apesar de todas as vantagens, o principal fator limitante da impressão 3D SLS é o volume de construção. Embora os equipamentos industriais tenham grandes volumes de construção semelhantes aos encontrados em sistemas FDM, as impressoras 3D de mesa SLS têm volumes de impressão semelhantes às impressoras SLA.
Além disso, embora o pós-processamento da peça seja limitado à limpeza para remover o excesso de pó sem sinterização , as impressoras 3D SLS requerem preparação e limpeza que tornam menos imediata do que a impressão FDM .
Embora todas essas características tenham tornado essa tecnologia o padrão da indústria , seus altos custos limitaram seu acesso a pequenas e médias empresas. Com o advento das impressoras 3D SLS de mesa acessíveis, como Lisa e Lisa Pro nos últimos anos, isso está mudando. Embora seu custo ainda seja um pouco superior aos modelos equivalentes em FDM e SLA, atualmente o custo não é mais um fator determinante na escolha de uma tecnologia ou outra.

Imagem 9:Sinterit Lisa Pro. Fonte:Sinterit.
Comparação entre FDM, SLA e SLS
Para comparar adequadamente as três tecnologias, devemos fazê-lo em dois níveis:em termos de características e em termos de limitações de design e fabricação.
As principais características de cada tecnologia são comparadas a seguir:
Características>Recursos | |||
|---|---|---|---|
| Recurso | FDM | SLA | SLS |
| Princípio de operação | Extrusão de material fundido | Fotopolimerização de resina | Micropartículas sinterizadas |
| Tipo de materiais compatíveis | Termoplásticos | Resina fotopolimerizável | Termoplásticos |
| Quantidade de materiais compatíveis | Muito alto | Médio | Baixo |
| Preço dos materiais | Médio - Baixo | Alto | Médio |
| Complexidade | Alto | Médio | Médio |
| Imediatismo | Muito alto | Médio | Baixo |
| Resolução mínima da camada | 0,1 mm | 0,05 mm | 0,06 mm |
| Resolução máxima em XY | 0,25 mm | 0,05 mm | 0,08 - 0,08 mm |
| Precisão | Baixo | Médio | Alto |
| Aplicativos | Prototipagem rápida. Educação. Fabricação de moldes e ferramentas. | Modelos com pequenos detalhes. Negativos calcináveis para joalheria e odontologia. Talas. | Protótipos funcionais. Série curta. Modelos e ferramentas. Componentes ortopédicos. Modelos médicos |
| Vantagem | Preço baixo. Imediatismo. Materiais disponíveis. | Alta resolução. Materiais odontológicos e calcináveis de qualidade. | Impressão sem suportes. Peças de alta qualidade. Impressão de montagens diretamente. Alta precisão. |
| Desvantagens | Necessidade de uso de suportes. Alguns materiais apresentam alta retração. | Alto custo de materiais. Baixo volume de impressão. | Longos tempos de impressão. Baixo volume de impressão. |
A tabela a seguir mostra as limitações de design de cada tecnologia:
Requisitos de design | |||
|---|---|---|---|
| Recurso | FDM | SLA | SLS |
| Saliências | Requer suportes a partir de 45º | Sempre precisa de suporte | Nunca precisa de suportes |
| Pontes | Requer suportes a partir de 10 mm | Não necessita de suportes, embora sejam recomendados | Nunca precisa de suportes |
| Espessura mínima da parede | 0,8 mm | 0,5 mm em paredes suportadas 1 mm em paredes sem suporte | 0,7 mm |
| Gravuras | 0,6 mm de largura 2 mm de altura | 0,4 mm | 1 mm |
| Diâmetro mínimo dos furos | 2mm | 0,5 mm | 1,5 mm |
| Tolerância em partes móveis e conexões | 0,5 mm | 0,5 mm | 0,3 mm em partes móveis 0,1 mm em conexões |
| Orifícios de escape em partes ocas | Não precisa | 4mm | 5 mm |
| Tamanho mínimo do detalhe | 2mm | 0,2 mm | 0,8 mm |
| Diâmetro mínimo da coluna | 3mm | 0,5 mm | 0,8 mm |
| Tolerâncias gerais | ±0,5% (limite inferior ± 0,5 mm) | ±0,5% (limite inferior ± 0,15 mm) | ±0,3% (limite inferior ± 0,3 mm) |
Hoje existem no mercado computadores baseados nessas três tecnologias em faixa de preço similar, como impressoras dos fabricantes Raise3D, Formlabs ou Sinterit. Graças a isso, o único critério na hora de tomar a decisão de implementar uma ou outra tecnologia será o critério técnico.
É necessário avaliar bem as necessidades e a utilização que se vai dar à impressora 3D para decidir qual a tecnologia mais adequada e poder rentabilizar o investimento.
Caso de sucesso da implementação da tecnologia SLS com Sinterit Lisa no bureau de serviços
A importância da isotropia na impressão 3D
impressao 3D
- Como escolher o material certo para o volante
- Os gargalos mais comuns do fluxo de trabalho de impressão 3D - e como corrigi-los
- Compreendendo os dois tipos fundamentais de material SLS
- Estereolitografia - a tecnologia de impressão 3D original
- A evolução do SLS:novas tecnologias, materiais e aplicações
- 3 tipos de ajustes e como escolher o certo?
- Por que e como a automação industrial é o futuro
- O que é um compactador e como escolher o correto?
- Como escolher o material de fricção de freio certo
- Como escolher a fresa e a programação corretas para CNC?