


Compreendendo e eliminando Flash na moldagem por injeção
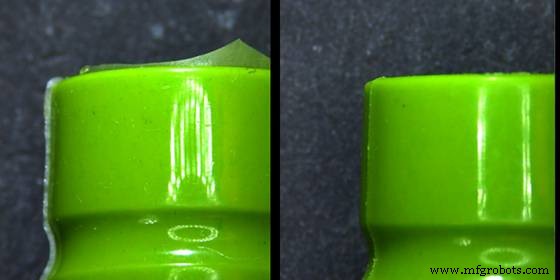
Flash – uma película fina indesejada de plástico derretido que escapa da cavidade do molde – diminui a qualidade da peça e pode danificar o próprio molde. Saber por que isso acontece e como evitá-lo é essencial para qualquer operação de moldagem por injeção.
O que aciona o Flash?

O flash geralmente se origina na linha de partição, mas também pode aparecer em outras partes da cavidade. Os culpados comuns incluem:
1. Incompatibilidade de linha de partição
Se as duas metades do molde não se encontrarem perfeitamente – devido a detritos, desgaste ou falha de projeto – a vedação estará incompleta, deixando o plástico derretido escapar.
2. Ventilação inadequada
As aberturas de ventilação muito pequenas, obstruídas ou gastas evitam que o ar escape, aumentando a pressão da cavidade e forçando o material para fora do molde.
3. Pressão de fixação insuficiente
Mesmo com uma linha de partição perfeita, uma força de fixação fraca permite que o molde abra sob alta pressão de injeção, criando rebarbas.
4. Baixa Viscosidade
O plástico que flui com muita facilidade – devido à alta temperatura ou baixa pressão – tende a passar pela vedação antes de solidificar.
5. Enchendo demais o molde
O excesso de material aumenta a pressão na cavidade além do que a braçadeira pode conter, causando vazamento.
Como consertar o Flash depois que ele ocorre
Quando o flash já estiver formado, diversas técnicas de remediação estarão disponíveis:
1. Rebarbação com ar quente
Soprar ar aquecido sobre a peça derrete finas camadas de flash de volta à superfície. Funciona melhor para flashes finos; para os mais grossos, combine com remoção mecânica.
2. Rebarbação Criogênica
O resfriamento rápido da peça com nitrogênio líquido torna o flash quebradiço e fácil de remover sem afetar o acabamento. Embora eficaz, o equipamento pode ser caro.
3. Rebarbação manual
Operadores treinados usam tesouras, facas ou esmerilhadeiras para aparar rebarbas ao longo da linha de partição. Este método oferece alta precisão e inspeção visual imediata.
4. Deflashing de chamas
Aplicar uma chama controlada pode remover o brilho, mas corre o risco de alterar a textura da superfície e complicar o processamento posterior, como a pintura.
Medidas proativas para prevenir Flash
A prevenção é sempre preferível à correção. As principais estratégias incluem:
1. Mantenha um molde limpo
Use um pano limpo, limpador de molde e ar comprimido para remover detritos, resíduos de plástico e fragmentos ocultos antes de cada execução.
2. Aplicar tonelagem de fixação ideal
Equilibre a força de fixação para manter o molde fechado sem sobrecarregar as peças ou o próprio molde.
3. Design para Manufaturabilidade (DFM)
Incorpore regras de projeto aceitas pelo setor:posicionamento adequado da comporta, espessura uniforme da parede e locais claros das linhas divisórias para eliminar o risco de flash.
4. Utilize moldes sem flash
Moldes de alta precisão com tolerâncias restritas são ideais para peças críticas onde a estética e a funcionalidade são mais importantes.
5. Parâmetros de injeção de controle
Diminuir a taxa de injeção reduz o pico de pressão. Combine isso com configurações adequadas de temperatura e pressão para manter a viscosidade do material sob controle.
Outros defeitos comuns de moldagem por injeção
O Flash é apenas uma das muitas imperfeições que podem comprometer uma peça. Problemas típicos incluem:

1. Linhas de solda
Quando duas frentes de fluxo se encontram prematuramente, aparece uma linha visível. Aumente a temperatura e a pressão ou ajuste a espessura da parede para mitigar.
2. Delaminação de Superfície
Umidade ou contaminantes fazem com que a superfície descasque, especialmente perto do portão. Use materiais secos e compatíveis.
3. Jateamento
A solidificação precoce do jato inicial cria uma película na peça. Aumentar a temperatura do material ou reduzir a pressão ajuda.
4. Rachadura
A tensão causada por moldes frios ou baixas velocidades de injeção pode quebrar a peça. Maior velocidade e temperatura de injeção, além de condicionamento adequado do molde, reduzem o risco.
5. Linhas de Fluxo
Linhas padronizadas de diferentes taxas de resfriamento. Mantenha uma pressão de injeção constante e resfriamento adequado antes de encher.
Conclusão
Flash não apenas reduz a qualidade do produto, mas também pode reduzir a vida útil do molde. Ao compreender as suas causas e aplicar medidas corretivas e preventivas, os fabricantes podem produzir peças perfeitas e, ao mesmo tempo, proteger os seus equipamentos. Para obter mais informações sobre moldagem por injeção rápida e soluções sem flash, entre em contato com a WayKen.
Perguntas frequentes
Qual é a maneira mais eficaz de parar o flash?
Diminuir a taxa de injeção reduz a pressão e aumentar a tonelagem de fixação garante que o molde permaneça fechado.
Ar quente versus rebarbação criogênica?
Criogênico é ideal para flashes grandes e grossos porque evita danos causados pelo calor, enquanto o ar quente é melhor para remoção de flashes finos e finos.
Principal causa do flash?
Vazamento ao longo da linha de partição devido à alta pressão de injeção e linha de partição mal projetada ou desgastada.
Otimizando pinos ejetores para desempenho superior de moldagem por injeção
Compreendendo tolerâncias unilaterais versus bilaterais em projetos de engenharia
Tecnologia industrial
- Como fresar um hemisfério com o Fusion 360
- Relés de estado sólido
- Tipos de Ajustes - Folga, Interferência, Transição
- Procedimento de carregamento de refrigerante no sistema de refrigeração ou sistema de corrente alternada no navio
- Indústria 4.0 e a IoT - a posição atual das empresas alemãs
- Solda sem chumbo vs. solda com chumbo:um guia abrangente que você deve conhecer
- 7 dicas sobre como selecionar o fabricante de PCB HDI na Ásia
- Conceito para a realidade:tecnologias de manufatura se tornem mainstream
- Análise de fluxo de molde na fabricação de produtos
- Tempo de ciclo vs. Takt Time:por que as diferenças são importantes