


Otimizando pinos ejetores para desempenho superior de moldagem por injeção
Os pinos ejetores são componentes críticos do ciclo de moldagem por injeção, impulsionando as peças acabadas para fora da cavidade do molde imediatamente após o resfriamento. Juntamente com lâminas e blocos ejetores, eles garantem uma liberação rápida e confiável das peças.
A seleção do pino ejetor apropriado é fundamental, pois afeta diretamente a integridade da peça e a qualidade da superfície. Este guia explica os fundamentos do pino ejetor, tipos, defeitos comuns e seleção de práticas recomendadas.
Na moldagem por injeção, o mecanismo do pino ejetor remove as peças resfriadas da matriz, aumentando significativamente a eficiência do ciclo.
O molde é composto por duas metades:uma lateral móvelA e uma lateral estacionáriaB que abriga o sistema ejetor. Depois que a cavidade esfria e se abre, o pino ejetor empurra o plástico endurecido para fora do molde.
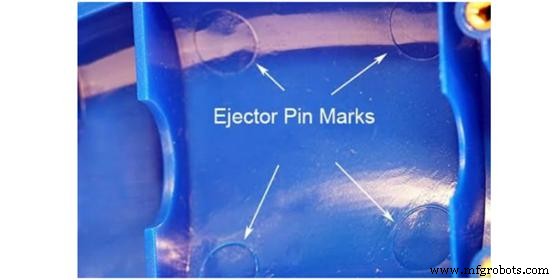
Nota: A força do ejetor pode deixar uma marca superficial na peça.
Tipos de pinos ejetores usados durante a moldagem por injeção
Os fabricantes oferecem diversas configurações de pinos ejetores adaptadas a materiais e geometrias de peças específicas. Abaixo estão as opções mais comuns usadas em ferramentas rápidas.

Pino ejetor nº 1:Ejetor direto
Os pinos passantes passam por tratamento térmico para aumentar a resistência do diâmetro, permitindo o uso com polímeros abaixo de 200°C.

Pino ejetor nº 2:Ejetor de nitreto H13
Os pinos H13 endurecidos podem suportar temperaturas de até 600°C. Eles são perfuráveis ou rosqueáveis, mas são mais macios e mais propensos a lascar do que variantes de qualidade superior.

Pino ejetor nº 3:Ejetor preto
Os pinos ejetores pretos substituem o nitreto H13 em aplicações de alta temperatura. Sua superfície autolubrificante tolera até 1.000°C, o que os torna ideais para componentes automotivos, embora com custo mais elevado.
Outros sistemas de ejeção
- Blusas Ejetoras são pinos ocos que protegem e guiam o pino central.
- Placas Ejetoras trabalhe com os pinos segurando a cabeça do pino, evitando o desengate acidental durante a moldagem.
- Blocos Ejetores apresentam ranhuras de lubrificação e são usadas em peças finas para reduzir marcas de pinos, melhorando o acabamento superficial.
Como funciona um pino ejetor?
Compreender o ciclo do pino ejetor – que inclui injeção, resfriamento e liberação da peça – ajuda a selecionar a máquina certa e evitar defeitos.
- Fase de injeção: O plástico derretido é introduzido na cavidade da matriz.
- Fase de resfriamento: O plástico se solidifica em uma peça endurecida.
- Fase de liberação da peça: O sistema ejetor empurra a peça para fora da cavidade, manualmente ou automaticamente.
Os pinos ejetores automáticos fornecem um único impulso axial, guiados pelas placas de fixação e pela caixa ejetora, garantindo uma liberação consistente.
Causas e soluções para marcas de pinos ejetores
Embora as marcas de pinos sejam inevitáveis, elas podem ser minimizadas com o controle adequado do processo. As causas e soluções comuns incluem:
Menos tempo de resfriamento
O resfriamento insuficiente permite que o pino se incorpore na peça, criando amassados profundos. Certifique-se de que a peça solidifique totalmente antes da ejeção.
Produto fino e outras características
Peças muito finas (espessura de parede ≤2,5 mm) são mais propensas a marcas visíveis. Para peças com alto acabamento superficial, considere lâminas ejetoras ou blocos em vez de pinos.
Tempo de permanência e temperatura de permanência
O tempo de permanência excessivo aumenta a temperatura de transição vítrea, causando ejeção prematura e peças fracas. Reduza o tempo de permanência para corresponder ao perfil térmico do polímero.

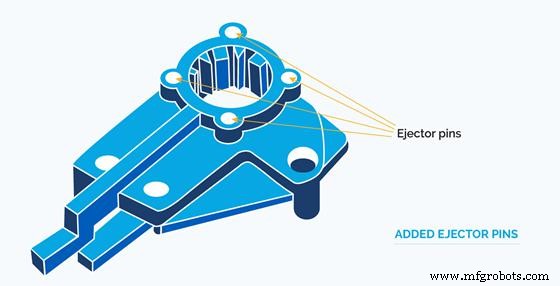
Colocação e disposição do pino ejetor
- Peças complexas podem precisar de mais pinos.
- Coloque pinos em superfícies planas:degraus ou declives reduzem o suporte e aumentam as marcas.
- Mantenha os pinos a uma distância segura dos canais de resfriamento para evitar interferências.
- Vise áreas de alta força, como núcleos e nervuras.
Seleção de Máquina
Máquinas de grande capacidade podem gerar pressão excessiva em moldes pequenos e de baixo volume, criando tensões e marcas internas. Combine a capacidade da máquina com o tamanho do molde.
Pressão de retenção
Ajuste a pressão de retenção para equilibrar a integridade da peça e facilitar a ejeção; pressão muito alta dificulta a remoção.
Outros métodos para reduzir marcas de pinos de ejeção
- Use polímeros resistentes à abrasão, como náilon, polioxietileno ou UHMWPE.
- Aplique um agente desmoldante para uma ejeção mais suave.
- Incorpore ângulos de inclinação para reduzir a força de ejeção.
Como escolher os pinos ejetores corretos na moldagem por injeção?
A seleção dos pinos certos envolve a avaliação do material, tamanho e parâmetros do processo. As principais considerações são:
Diâmetro de pino grande para peças grandes
Um diâmetro maior reduz a força de penetração, minimizando amolgadelas. Use valores inteiros para evitar irregularidades de fabricação.
Tamanho do pino em relação ao tamanho da peça
Embora o diâmetro deva ser grande, o tamanho geral do pino deve corresponder às dimensões da peça para evitar penetração excessiva.
Requisitos de força
Certifique-se de que o pino possa suportar a pressão de injeção – recomendam-se diâmetros de pelo menos 2,5 mm. Para cortes inferiores, considere alfinetes de ombro.
Considere também o tipo e o custo do material; um pino robusto reduz as despesas de manutenção a longo prazo.
Conclusão
Os pinos ejetores são essenciais para a liberação eficiente de peças na moldagem por injeção. Compreender seus tipos, operação e seleção de melhores práticas pode melhorar significativamente a qualidade das peças e a confiabilidade do processo.
Procurando serviços rápidos de ferramentas e moldagem por injeção? Entre em contato com a WayKen para peças de molde de alta qualidade entregues de forma rápida e econômica.
Perguntas frequentes
O que é uma marca de alfinete?
As marcas do pino ejetor são impressões brilhantes ou brancas deixadas pelo pino na superfície classe A do componente. Eles podem causar rachaduras na superfície se não forem gerenciados.
Como posso identificar marcas de pinos ejetores?
As marcas dos pinos aparecem como marcas brilhantes ou esbranquiçadas nos locais exatos onde os pinos entram em contato com a peça.
De que material são feitos os pinos ejetores?
Os materiais comuns incluem aço, aço inoxidável H-13, M-2 e 420, geralmente tratados termicamente para maior resistência.
Ângulo de inclinação em moldagem por injeção:diretrizes de projeto e importância crítica
Compreendendo e eliminando Flash na moldagem por injeção
Tecnologia industrial
- Fundição de investimento VS Fundição de espuma perdida:semelhanças e diferenças
- gRPC Python – Ler e gravar dados do processo
- 8 tipos diferentes de capacetes de soldagem com prós e contras
- Os 8 desperdícios do Lean Manufacturing
- O Transistor de Unijunção (UJT)
- Tipos de conexões para tubos:conheça as principais diferenças
- FIFO vs LIFO:diferenças, vantagens e desvantagens, aplicações e muito mais
- Automatize a manutenção do hotel com o software CMMS
- 10 aplicações de impressão 3D mudando o mundo
- Avaliação de competitividade leva os negócios ao próximo nível