


Controlador de ferro de solda para Hakko 907
Componentes e suprimentos
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 4 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
| |
| × | 1 | |||
| × | 1 | ||||
| |
| × | 1 | |||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 |
Ferramentas e máquinas necessárias
 |
|
Aplicativos e serviços online
 |
|
Sobre este projeto
Isenção de responsabilidade
Esta é a segunda versão do software do controlador. Alguns bugs foram corrigidos, novo menu implementado. Isto controlador é não mais compatível. Para quem vai construir seu próprio controlador de solda do zero, é altamente recomendável construir outra versão do controlador de solda disponível aqui . Se você construiu o controlador de acordo com a primeira versão deste artigo, atualize o firmware do controlador. É necessário realizar o procedimento de ajuste mais uma vez após o firmware atualizar.
Primeiro, houve uma ideia
Quando eu navegava na Internet em busca de projetos interessantes, o projeto da estação de solda feita à mão me tocou muito. O projeto ao mesmo tempo não era muito complicado, bem documentado e muito útil. Usei o ferro de soldar genérico sem nenhum controlador e não conseguia imaginar a diferença entre o ferro genérico e este. Portanto, foi uma ideia brilhante criar o próprio controlador para testá-lo.
O primeiro problema que enfrentei foi o conector, construído no ferro de solda. Era tão raramente usado que não consegui encontrar o soquete para ele, então usei outro par de conectores que se adequam às características do ferro de soldar. Este conector é o plug de aviação GX16-5, mencionado na lista de componentes abaixo. Quando todos os componentes forem entregues pelo correio, posso construir o próprio controlador de solda.
Os principais recursos do meu controlador são:
- O método PID é implementado para manter a temperatura do ferro de solda. O ferro aumenta a temperatura em cerca de 30 segundos e a mantém dentro de 3 graus Celsius.
- O controlador mantém a temperatura em caso de uso intenso porque o algoritmo PID é muito sensível e pode aumentar rapidamente a potência fornecida.
- O controlador suporta dois modos de funcionamento:manter a temperatura e manter a energia fornecida.
- O controlador implementa codificador rotativo acelerado. Quando o codificador é girado lentamente, a configuração da temperatura é alterada em 1 grau. Quando o codificador gira rapidamente, a configuração de temperatura é alterada em 5 graus.
- A temperatura é armazenada no arduino EEPROM após o ferro de solda ser usado, caso as configurações de temperatura tenham sido alteradas.
- O controlador salva em EEPROM duas configurações de personalização:o brilho da tela e as unidades usadas para a temperatura exibida (Celsius ou Farenheit)
- O controlador implementa o buffer de anel para salvar parâmetros no arduino EEPROM, o que aumenta o recurso de uso da EEPROM, espero.
- O controlador possui modo de calibração para ajudar a ajustar o resistor variável (consulte o esquema e a descrição mais adiante) e calibrar as configurações de temperatura. Este modo fornece ajuda durante o procedimento de configuração do controlador.
O menu do controlador
Como mencionei antes, o controlador tem vários modos:
- modo de espera
- modo de trabalho principal (manter a temperatura)
- modo de energia (mantenha a energia fornecida)
- modo de configuração
- modo de sintonia (calibração do controlador de solda)
Quando o controlador acaba de ligar, o modo de espera é ativado. Neste modo, o ferro de soldar é desligado e a mensagem 'OFF' é exibida na tela principal. As configurações de temperatura às vezes são exibidas na tela principal neste modo (símbolo 't.' No segmento esquerdo). A temperatura necessária pode ser ajustada girando a manopla do codificador. Se o ferro de solda foi usado anteriormente, o indicador no modo de espera é animado o 'processo de resfriamento' e a barra de led indica o quão quente está o ferro. Quando o ferro esfria, a mensagem 'C0Ld' é exibida na tela principal.
Para ligar o ferro de solda, empurre a alça do codificador levemente. O controlador mudará para o modo principal. Agora o controlador mantém a temperatura do ferro de solda próxima à temperatura necessária. Girando o codificador, é possível alterar a temperatura necessária. A tela principal exibia a temperatura definida (símbolo 't.' No dígito esquerdo) ou a temperatura atual do ferro de solda. O indicador de barra LED mostra a alimentação fornecida. Para retornar ao modo de espera, pressione levemente a alça do codificador.
O modo de energia pode ser ligado pressionando longamente o codificador enquanto estiver no modo principal. No modo de energia, você pode ajustar diretamente a energia fornecida ao ferro de solda manualmente, girando o codificador. A tela principal mostra a temperatura do ferro, a barra de led exibe a energia fornecida. Pressione e segure a manopla rotativa do codificador para retornar o controlador do modo de energia para o modo principal.
Para entrar no modo de configuração, pressione e segure o codificador no modo de espera. No modo de configuração, os parâmetros de configuração podem ser ajustados. Existem 5 entradas de menu neste modo:
- unidades de temperatura ('Un. C / F')
- brilho da tela ('br. [0-15]')
- a calibração do ferro ('tunE')
- salve as alterações ('APLy')
- cancelar alterações ('CACL')
Girando a alça, selecione o item de menu. Para alterar o item selecionado, pressione levemente a alça do codificador. Após ajustar o parâmetro, pressione a alça novamente para retornar ao menu de configuração. Pressionar longamente o manípulo do codificador pode ser usado para retornar ao modo de espera e salvar os parâmetros na EEPROM. É possível salvar os parâmetros pressionando levemente o codificador no item 'Aplicar'. Para retornar do menu ao modo principal descartando quaisquer alterações, pode-se aguardar 30 segundos ou selecionar o item 'cancelar'.
A mudança do esquema chave das leituras do sensor
O esquema elétrico deste controlador apresenta pequenas alterações em relação ao original. Primeiro, meu cabo de ferro, hakko 907, use o resistor térmico, não o termopar para medir a temperatura. Isso significa que o esquema utilizado para a leitura da temperatura deve ser alterado conforme mostrado na figura abaixo.
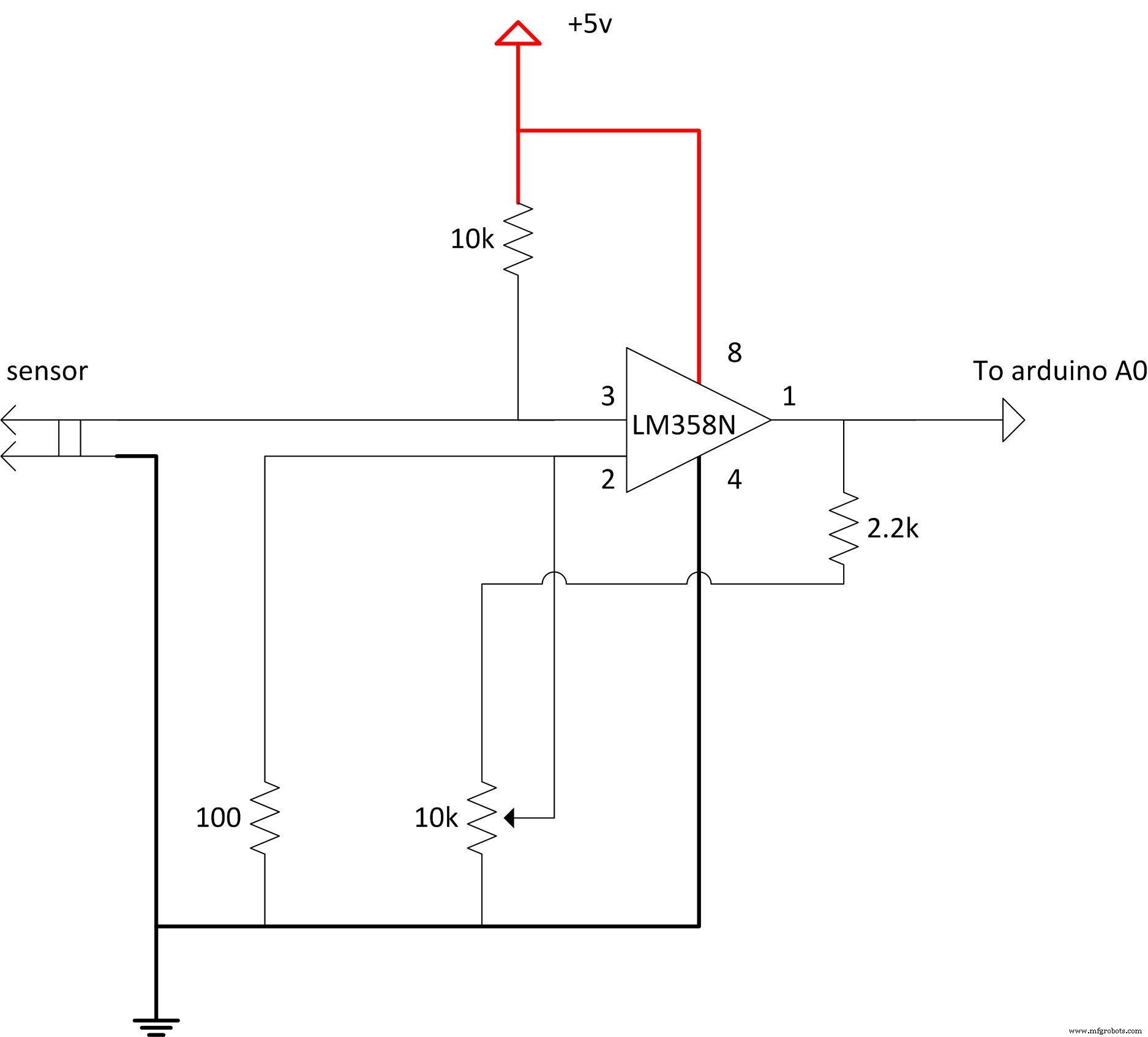
O cabo hakko 907 tem uma resistência diferente do sensor:cerca de 50 ohm quando está frio e a resistência aumenta para cerca de 200 ohm quando a temperatura do ferro de solda chega a 400 graus Celsius. Provavelmente outro cabo de ferro pode ter parâmetros diferentes, então decidi usar um resistor variável para sintonizar o amplificador LM358N. Este resistor variável deve ser ajustado da seguinte maneira:quando o ferro está quente, a tensão de saída deve ser de cerca de 4 volts (a leitura do pino A0 no arduino é 700).
Nota para o segundo lançamento : O amplificador LM358N não é muito preciso. As leituras de temperatura têm algumas flutuações com este amplificador. Se você for construir um novo controlador, é recomendado usar outro versão do hardware ou substitua o amplificador por um mais preciso. Por exemplo ad822, lt1013 ou lmc6462.
Para simplificar o procedimento de calibração, o modo de ajuste é implementado dentro do controlador. O modo de sintonia pode ser executado a partir do menu de configurações.
O procedimento de calibração tem dois objetivos:ajustar o registro da variável e calcular as fórmulas que convertem as leituras de temperatura interna para graus Celsius ou Farenheit. A temperatura do ferro de solda é medida em unidades internas 0-1024 lendo o pino A0 do Arduino. Não é conveniente usar as unidades de temperatura interna, portanto, precisamos traduzir essas unidades para valores legíveis por humanos.
Modo de sintonia
Você precisa de um termômetro externo para calibrar o controlador.
No modo de sintonia, você pode ajustar o resistor variável e calibrar as leituras de temperatura do controlador. No esboço do programa, presume-se que o intervalo de temperatura do ferro de solda é 180-400 graus Celsius. É possível alterar este intervalo editando constantes dentro do programa.
O menu de melodia tem os seguintes 5 itens:
- Ajuste a temperatura superior (quadrado no segmento esquerdo).
- Ajuste a temperatura inferior (quadrado inferior no segmento esquerdo).
- Grave os valores padrão na EEPROM ('dEFt').
- Salve os dados de calibração ('APLy').
- Voltar ao menu anterior sem as alterações ('CACL')
Os números nos dois primeiros itens do menu indicam as leituras do sensor das temperaturas superior e inferior. No início os valores são iguais a zero.
Quando o modo de sintonia é ativado, você precisa configurar as temperaturas máxima e mínima. Primeiro, configure a temperatura máxima. O controlador exibe as leituras de temperatura em unidades internas neste modo. Girando o codificador, ajuste a potência para manter os 400 graus Celsius (use um termômetro externo). No início, você pode aumentar a potência até o valor máximo para acelerar o aquecimento do ferro e, em seguida, diminuir a potência para manter a temperatura nos 400 graus.
Agora gire a alça do resistor variável para obter as leituras de cerca de 700 ou mais. Certifique-se de que esta leitura não seja a máxima, gire o registro da variável e obtenha 730-750, depois volte para 700. É importante porque o controlador deve ser capaz de medir a temperatura acima do valor máximo.
Quando o registro da variável for ajustado, pressione o codificador levemente. Agora é hora de ajustar a temperatura mínima, 180 graus. Gire o codificador para diminuir a potência para manter a temperatura de 180 graus e mantenha pressionado a alça para salvar as alterações ou selecione o item 'APLy' no menu. O controlador salva as leituras de temperatura interna de 400 e 180 graus Celsius. Esses dados serão usados para converter as leituras de temperatura interna em graus Celsius (ou Farenheit).
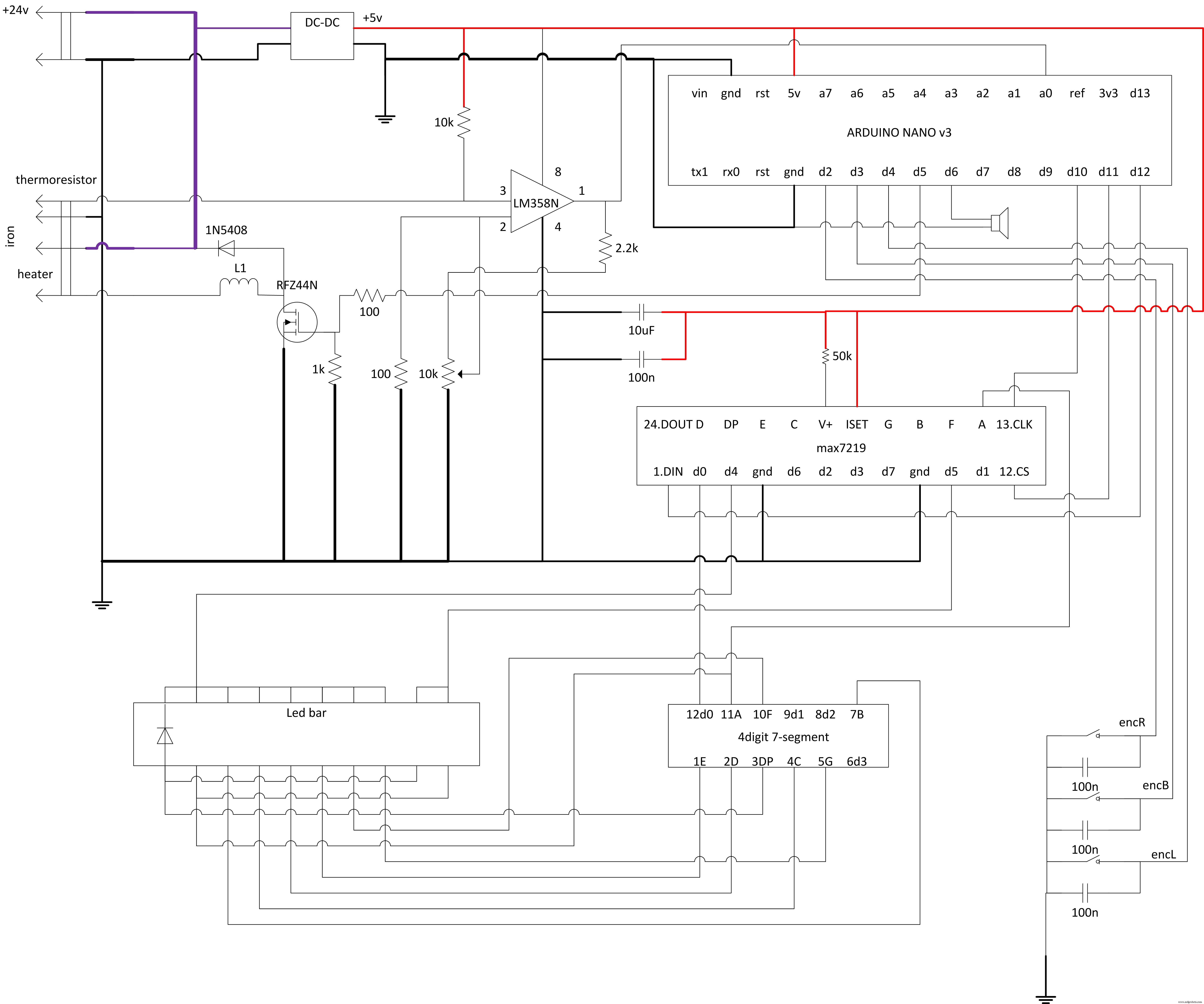
A pequena mudança de esquema do aquecedor do ferro de solda
Meu amigo aconselhou outra mudança de esquema para economizar o recurso dos capacitores da fonte de alimentação. Como você pode ver na imagem abaixo, o esquema implementa alguma idutividade para limitar o pico de potência quando o PWM ativa o transistor MOSFET.

A indutividade L1 é um núcleo de ferrite com cerca de 2 cm de diâmetro e 12 voltas de fio de 1 mm. O diodo 1N5408 remove a energia da indutividade L1 quando o MOSFET é fechado. Espero que este conselho possa economizar recursos de fonte de alimentação. Essa indutividade pode ser substituída por fio reto, se você não gostar de fazê-lo.
Conclusão
É um grande prazer usar o ferro de solda controlado. Está aquecendo rapidamente e mantém a temperatura adequada para a situação.
Código
Código-fonte do controlador de solda
https://github.com/sfrwmaker/soldering_controller/blob/master/soldering_station.inoEsquemas
Processo de manufatura
- UL:Testando componentes de plástico para inflamabilidade
- Controlador de jogo Arduino
- Controle de ferro de solda DIY para 862D +
- MIDI para órgãos digitais
- Arduino Home Controller ativado por Alexa
- Auto-Keyer para Radio Fox Hunting
- Arduino Breath Controller barato (USB-MIDI)
- Processo Finex para Produção de Ferro Líquido
- Ferro fundido usado para usinagem
- Materiais para componentes de Invar 36