


Controlador de ferro de solda para Hakko 907 v.2
Componentes e suprimentos
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
| × | 1 | ||||
 |
| × | 1 | |||
 |
| × | 1 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 4 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
 |
| × | 2 | |||
 |
| × | 1 | |||
| × | 1 | ||||
 |
| × | 1 |
Ferramentas e máquinas necessárias
 |
|
Aplicativos e serviços online
 |
|
Sobre este projeto
Controlador de solda barato
ATUALIZADO em 03/04/2019 esquemas e descrição atualizados
ATUALIZADO 18/02/2018:procedimento de calibração atualizado
ATUALIZADO EM 01/08/2017:bug de esboço corrigido, esboço para lcd1602 adicionado
ATUALIZADO EM 31/07/2017:novo esquema de hardware implementado
ATUALIZADO EM 07/04/2017:novos recursos são implementados (ver a descrição)
O controlador lida com cabos de solda hakko 907 com pontas substituíveis e possui elemento aquecedor embutido e termistor OU termopar para verificar a temperatura do ferro. O cabo possui dois circuitos elétricos independentes para o aquecimento do ferro e a verificação da temperatura. Este controlador pode ser usado com outra alça de ferro de arquitetura semelhante.
É melhor substituir o plugue da alça do ferro por outro, por exemplo, plugue de aviação GX16-5 ou GX-12-5.
Os principais recursos deste controlador são:
- O controlador é adequado para trabalhar com uma variedade de cabos hakko 907, com termopar ou com termistor para verificar a temperatura. Você deve escolher os esquemas apropriados.
- O algoritmo PID é implementado para manter a temperatura do ferro de solda. O ferro aumenta a temperatura em cerca de 30 segundos e a mantém entre 1 e 2 graus Celsius.
- O controlador mantém a temperatura em caso de uso intenso porque o algoritmo PID é muito sensível e pode aumentar rapidamente a potência fornecida.
- Três pontos de temperatura de referência implementados no procedimento de calibração do ferro de solda.
- O procedimento de calibração é automatizado pelo uso do algoritmo PID para manter a temperatura perto do ponto de referência.
- O controlador suporta dois modos de funcionamento:manter a temperatura e manter a energia fornecida.
- Para manter a operação silenciosa, as interrupções de alta frequência Timer1 são implementadas no controlador. Isso permite que a frequência PWM seja aumentada em até 31250 Hz em vez de 490 Hz pelo
analogWrite ()integrado função. - O controlador implementa codificador rotativo acelerado. Quando o codificador é girado lentamente, a configuração da temperatura é alterada em 1 grau. Quando o codificador gira rapidamente, a configuração de temperatura é alterada em 5 graus.
- A temperatura é armazenada no Arduino EEPROM após o ferro de solda ser usado, caso as configurações de temperatura tenham sido alteradas.
- O controlador suporta unidades Celcius ou Farenheit para serem usadas para o valor de temperatura exibido, temperatura predefinida e dados de calibração.
- O controlador possui modo de sintonia para simplificar o procedimento de configuração inicial do controlador.
O menu do controlador
Como mencionei antes, o controlador tem vários modos:
- Modo de espera
- Modo de trabalho principal (manter a temperatura)
- Modo de energia (mantenha a energia fornecida)
- Modo de configuração
- Modo de calibração
- Modo de ajuste (o procedimento de configuração inicial)
Quando o controlador acaba de ligar, o modo de espera é ativado. Neste modo, o ferro de solda é alimentado. O display principal mostra as seguintes informações:
- A temperatura predefinida no lado esquerdo da linha superior (em unidades selecionadas - Celsius ou Fahrenheit);
- A mensagem 'DESLIGADO' no lado direito da linha superior indicando que o ferro está desligado;
- A temperatura atual do ferro no lado esquerdo da segunda linha;
Caso o ferro não esteja conectado ao controlador, a mensagem 'sem ferro' é exibida na segunda linha. Quando o ferro esfria (após o uso), a mensagem 'frio' é exibida na segunda linha indicando que é seguro tocar no ferro.
A temperatura predefinida pode ser ajustada girando a alça do codificador enquanto o ferro está desligado. Para ligar o ferro de solda, empurre a alça do codificador levemente. O controlador mudará para o modo principal. Agora o controlador mantém a temperatura do ferro próxima à temperatura predefinida. Quando o ferro é muito usado, a temperatura pode divergir ligeiramente da predefinida.
No modo principal, o display mostra as seguintes informações:
- A temperatura predefinida no lado esquerdo da linha superior (em unidades selecionadas - Celsius ou Fahrenheit)
- A mensagem 'LIGADO' no lado direito da linha superior indicando que o ferro está ligado e ainda aquecendo. Quando o ferro atinge a temperatura predefinida, o '
rdy'(pronto) a mensagem será exibida; - A temperatura atual do ferro é exibida no lado esquerdo da segunda linha;
- A potência fornecida ao ferro (em porcentagens da potência máxima permitida) é exibida no lado direito da tela;
Girando o codificador, é possível alterar a temperatura predefinida. A mensagem 'LIGADO' seria exibida novamente até que o ferro atingisse a nova temperatura predefinida. Para retornar ao modo de espera, pressione levemente a alça do codificador.
No modo principal, o controlador verifica se o ferro está funcionando corretamente. Se em 10 segundos desde o início a temperatura não mudasse, o controlador desligaria a energia e a mensagem '
Falha 'seria exibido na tela. Nesse caso, pressione levemente o botão do codificador para retornar ao modo de espera. O modo de energia pode ser ligado pressionando longamente o codificador enquanto estiver no modo principal. No modo de energia, você pode ajustar a energia fornecida ao ferro de solda manualmente girando o codificador. No modo de energia, a tela mostra a energia fornecida ao ferro nas unidades internas e a temperatura do ferro em unidades legíveis por humanos. Pressione levemente o codificador para alternar entre ligar e desligar no modo de energia. Pressione e segure a manopla rotativa do codificador para retornar o controlador do modo de energia para o modo principal.
Para entrar no modo de configuração, pressione e segure o codificador no modo de espera. No modo de configuração, os parâmetros de configuração podem ser ajustados. Existem 7 entradas de menu neste modo:
- tempo limite de desligamento automático (em minutos)
- unidades de temperatura (Celsius ou Fahrenheit)
- a calibração do ferro ('calib.')
- procedimento de configuração inicial ('tune')
- salve as alterações
- cancelar as alterações
- restaurar os valores padrão
Gire a alça para selecionar o item de menu. Para alterar o item selecionado, pressione levemente a alça do codificador. Após ajustar o parâmetro, pressione a alça novamente para retornar ao menu de configuração. Pressionar longamente o manípulo do codificador pode ser usado para retornar ao modo de espera e salvar os parâmetros na EEPROM.
dica:você deve carregar os parâmetros padrão antes de usar o controlador pela primeira vez ou depois que uma nova versão secundária do software for exibida.
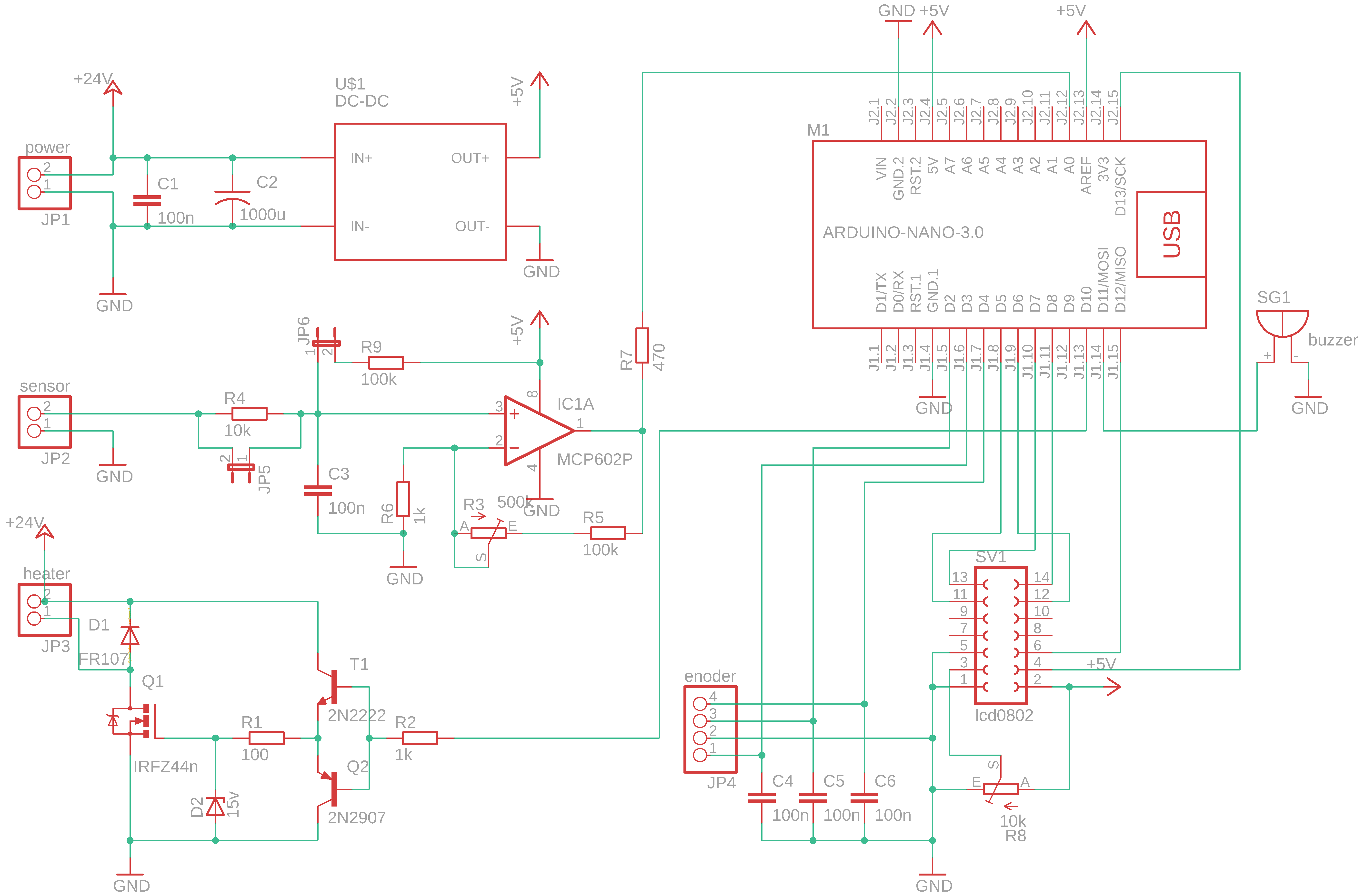
Os esquemas de leituras do sensor
O esquema de leitura do sensor deste controlador depende do tipo de sensor térmico do ferro de solda:termistor ou termopar. Ambos os esquemas são combinados em uma imagem abaixo.
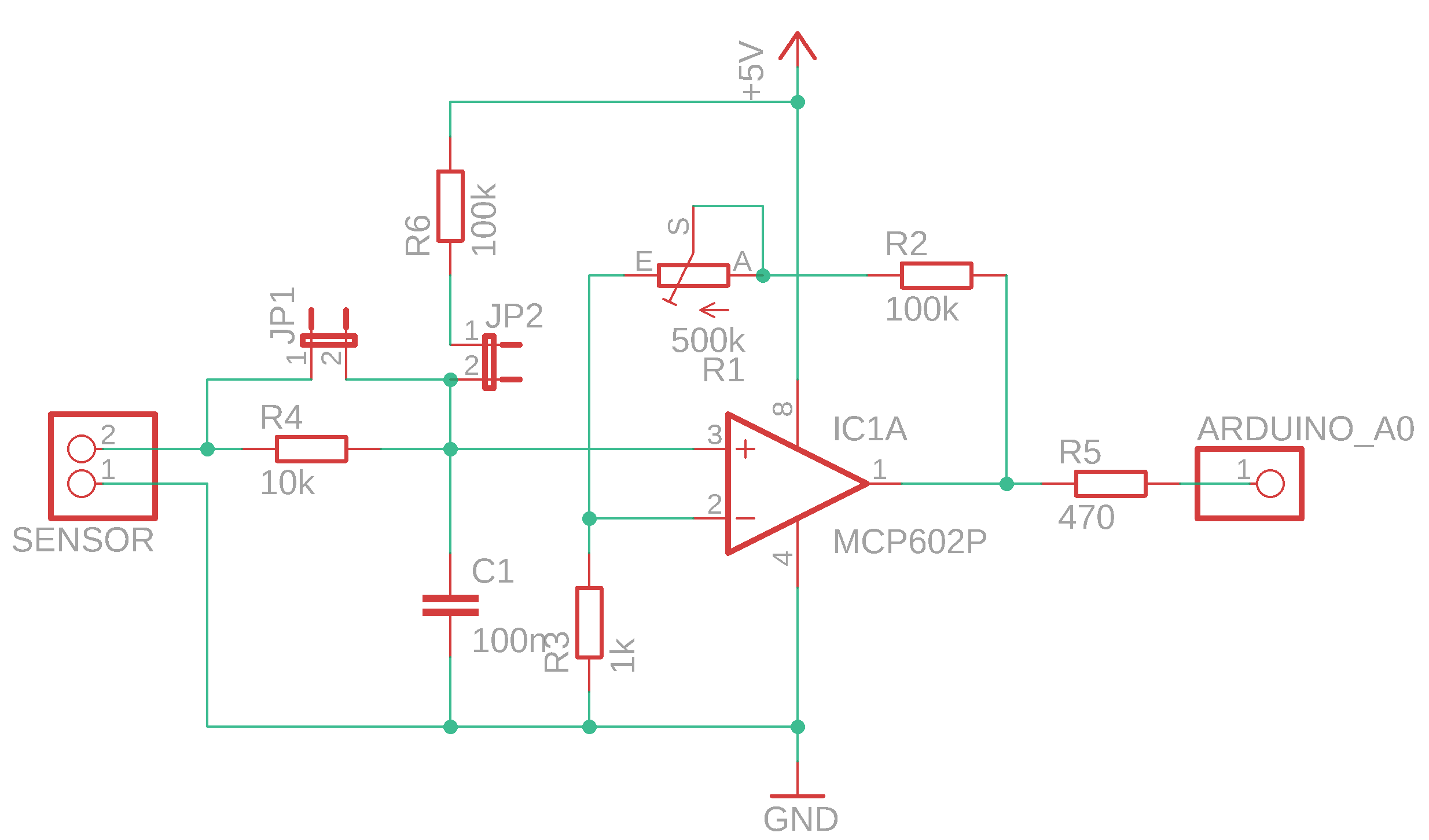
Em ambos os esquemas, é usado o amplificador operacional preciso MCP602 que implementa a tecnologia rail-to-rail. Este amplificador aumenta significativamente a precisão das leituras de temperatura e produz voltagem quase total fornecida ao pino de saída. Portanto, o intervalo de leituras no pino A0 é 0-1023. Você pode substituir o amplificador mcp602 por seu analógico. O uso de um amplificador operacional preciso permite que o controlador mantenha a temperatura do ferro dentro do intervalo menor.
No caso da variante do termopar do cabo de ferro, ambos os jumpers JP1 e JP2 devem estar abertos e devem ser fechados no caso do cabo do termistor.
Se o cabo de ferro implementa o termistor, a resistência do sensor aumenta de cerca de 50 Ohm quando está frio para cerca de 200 Ohm quando a temperatura do ferro de solda chega a 400 graus Celsius. Se a alça de ferro implementa o termopar, a voltagem gerada aumenta de zero na temperatura ambiente para 9 mV quando o ferro de solda atinge 400 graus Celsius. Em qualquer caso, outro cabo de ferro pode ter os parâmetros diferentes, então decidi usar um potenciômetro multivoltas para ajustar o amplificador MCP602. Pela primeira vez este potenciômetro deve ser ajustado da seguinte maneira:quando o ferro está a 400 graus Celsius, a tensão de saída deve ficar próxima a 5 volts (leitura do pino A0 no Arduino em torno de 900). Para simplificar o procedimento de configuração inicial, o modo de ajuste é implementado no software do controlador. O modo de sintonia pode ser executado a partir do menu de configurações.
Configuração inicial do controlador
Você precisa de um termômetro externo para calibrar o controlador. Não se esqueça de carregar o parâmetro padrão do controlador do menu de configuração .
No esboço do programa, presume-se que o intervalo de temperatura de trabalho do ferro de solda é 180-400 graus Celsius. É possível alterar este intervalo editando constantes no esboço do programa antes de planejar o ajuste do controlador.
O potenciômetro multivoltas de 500k deve ser ajustado para que o amplificador operacional receba o sinal correto do ferro de solda. Para simplificar o procedimento de configuração inicial do controlador, o modo de ajuste é implementado.
Selecione o item de menu 'sintonizar' no menu de configuração. O ferro começa a aquecer. O controlador exibe as leituras de temperatura do pino A0 nas unidades internas (0-1023) neste modo. Girando o codificador, você pode ajustar a potência para manter a temperatura do ferro em 400 graus centígrados (use um termômetro externo). No início, você pode aumentar a potência fornecida para o valor máximo para acelerar o aquecimento do ferro e, em seguida, diminuir a potência para manter a temperatura nos 400 graus. Agora gire a alça do potenciômetro multivoltas para obter as leituras do sensor perto de 900. Certifique-se de que esta leitura não seja a máxima, gire o registro da variável e obtenha 930-950, depois volte para 900. É importante porque o controlador deve ser capaz de medir a temperatura superior a 400 graus centígrados.
Quando o registro da variável for ajustado, pressione e segure a alça do codificador por cerca de 2 segundos. O procedimento de configuração inicial agora está completo.
O aquecedor de ferro de solda
A principal característica da segunda geração do controlador é o sinal PWM de alta frequência usado para aquecer o ferro. Infelizmente, o gerenciamento do sinal de alta frequência no transistor MOSFET requer elementos extras nos esquemas. Este tópico do fórum explica o problema em detalhes. Resumindo, o MOSFET possui capacitância na porta que requer tempo para carregar ou descarregar. Para aumentar a velocidade do MOSFET (irfz44n), o driver de dois transistores é implementado em transistores bipolares. Você pode usar outro par de transistores bipolares.
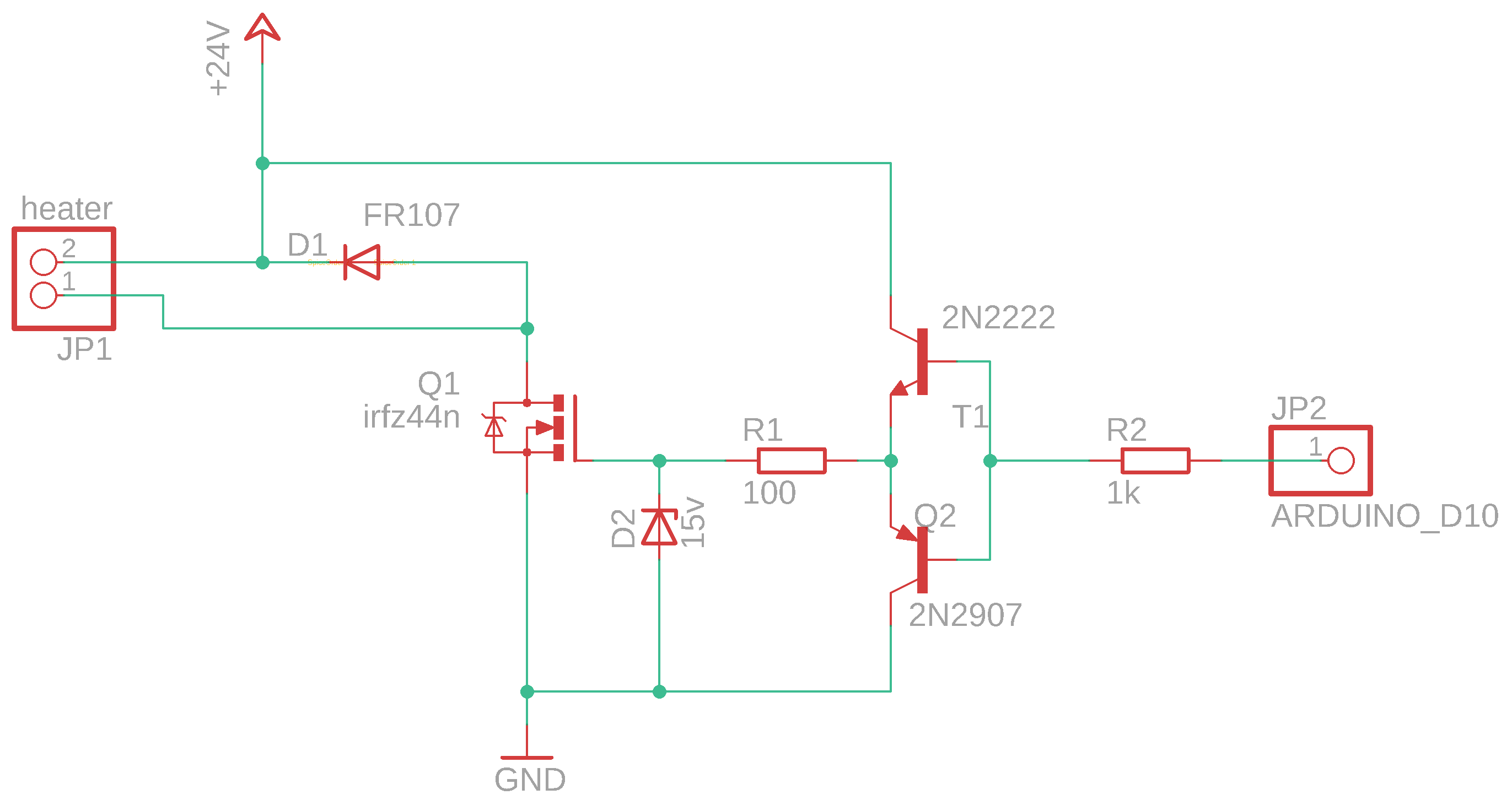
O diodo Zener (D2, 15V) é usado para limitar a tensão do Gate (Vgs) do MOSFET enquanto ele está aberto porque a tensão da fonte de alimentação é maior do que o valor máximo da tensão do mosfet vgs. O diodo FR107 remove a energia do ferro quando o MOSFET é fechado. Você pode substituir este diodo por outro, mas deve usar um diodo de recuperação rápida.
A resistência do elemento aquecedor de ferro frio é muito baixa e algumas fontes de alimentação de notebooks podem se recusar a funcionar. O controlador apenas reinicia e o ferro permanece frio neste caso. Para evitar esta situação, o capacitor de 1000uF é implementado logo após a entrada de 24 V (veja o esquema completo do controlador).
Calibrar o ferro de soldar
O controlador lê a temperatura em unidades internas (0-1023) lendo a tensão no pino A0 Arduino. É conveniente usarmos unidades legíveis por humanos, como graus Celsius ou Fahrenheit. O controlador possui parâmetros padrão que permitem traduzir as leituras de temperatura interna em unidades legíveis por humanos. Mas o ferro de solda poderia ser diferente então o procedimento de calibração implementado no controlador. Existem três pontos de referência para calibração do ferro de solda:200, 300 e 400 graus Celsius. O controlador salva as leituras internas para esses três pontos de referência e os usa para converter a temperatura da leitura interna em valores legíveis por humanos.
Selecione 'calib.' item de menu do menu de configuração para iniciar o processo de calibração. Selecione o ponto de calibração desejado na lista do menu (200, 300 ou 400) e ligue o ferro pressionando o manípulo do codificador. O ferro de soldar começa a aquecer. O algoritmo PID permite atingir a temperatura desejada em um curto espaço de tempo. Quando a temperatura do ponto de referência for atingida, o controlador 'bipa' indicando que está pronto para verificar a temperatura pelo sensor externo. Espere um pouco deixando a temperatura estabilizar e depois verifique a temperatura real do ferro de solda por sensor externo (termopar). Em seguida, gire a alça do codificador rotativo e selecione a temperatura real do ferro. Pressione levemente a alça do codificador. O controlador salva a temperatura real para o ponto de referência. Selecione a próxima temperatura de referência e repita o procedimento. Você pode calibrar a temperatura de referência mais uma vez, selecionando o ponto de referência desejado. Você pode configurar qualquer ponto de referência várias vezes. Cada vez que você salva a temperatura real para o ponto de referência, o controlador atualiza a fórmula de tradução. Isso permite calibrar o ferro de forma mais precisa. Quando terminar a calibração, pressione longamente a manopla rotativa do codificador. Agora o controlador salvou novos valores para todas as temperaturas de referência que você selecionou.
Recurso de desligamento automático
O recurso de desligamento automático foi implementado na segunda geração do controlador. Este foi um grande desafio porque a alça do ferro não tem sensor de choque ou outra maneira de verificar corretamente se o ferro está em uso agora ou apenas está deitado sobre a mesa. A ideia principal era usar o valor da potência fornecida ao ferro. No estado inativo, o controlador diminuiu a potência para o valor mínimo para manter a temperatura predefinida. Infelizmente, as dispersões matemáticas da temperatura e da energia fornecida não são constantes no estado inativo e podem desviar periodicamente. Ajustando os parâmetros do algoritmo PID, estabilizei as leituras e minimizei as duas dispersões. Agora, o controlador no estado inativo mantém a dispersão da temperatura o mais baixa possível. O critério de uso do ferro é que a potência foi ligeiramente incrementada a partir do menor valor registrado. Este algoritmo foi testado por um tempo e pode ser usado para o recurso de desligamento automático.
Esta solução não é muito confiável, portanto, você pode desativar esse recurso se algo estiver errado. Além disso, o esboço contém a classe para depurar e ajustar os parâmetros PID manualmente.
Você pode implementar outra alça de ferro em sua versão do controlador, a alça pode ter o sensor de choque ou similar para distinguir com certeza o estado de inatividade.
Esboço para display 1602
Existem algumas dificuldades para obter o display 0802 em alguns países. Portanto, outro esboço foi lançado para oferecer suporte à exibição de 1602. O esboço está disponível na distribuição do github. Ou você pode usar outro projeto brilhante de Manoj, que criou esquemas no editor Eagle e criou PCB para simplificar o processo de soldagem.
Sobre a tradução de temperatura e diferentes tipos de sensores
Para exibir a temperatura em unidades legíveis por humanos (Celsius ou Fahrenheit) IRON_CFG ::tempHuman () é implementado no esboço. Como foi dito acima, o controlador lê a temperatura do ferro nas unidades internas (tensão no pino analógico A0). O procedimento de calibração permite medir a temperatura real em torno de três pontos de referência (200, 300 e 400 graus Celsius). O método mencionado (tempHuman ()) usa interpolação linear de temperatura usando dois pontos de referência que reduzem e aumentam as leituras atuais de temperatura do ferro. Mas, há ainda outro ponto não calibrado:a temperatura ambiente. Quando a temperatura do ferro é inferior a 200 graus Celsius, o controlador interpola a temperatura real em dois pontos:temperatura ambiente e 200 graus. A temperatura ambiente é definida nas linhas 244 e 245 do esboço. Esses valores podem ser ajustados para o seu caso. Como você pode ver, esses valores presumem que você usa o termistor como sensor de temperatura do ferro (a temperatura ambiente é 350 em unidades internas). Certamente, se você estiver usando o ferro com termopar, altere esse valor para 0.
Conclusão
É um grande prazer usar o ferro de solda controlado. Está aquecendo rapidamente e mantém a temperatura adequada para a situação. Esta versão é silenciosa.
Código
O código-fonte
https://github.com/sfrwmaker/soldering_907_lcd/blob/master/soldering_907_lcd.inoEsquemas
complete_9vLI2a96Rv.schProcesso de manufatura
- Sensor de temperatura múltipla
- Controlador de jogo Arduino
- Controle de ferro de solda DIY para 862D +
- MotionSense
- Impressora 3D Segurança contra incêndio
- MIDI para órgãos digitais
- Levitação eletromagnética repulsiva Arduino
- CoroFence - Detector Térmico🖖
- Processo Finex para Produção de Ferro Líquido
- Materiais para componentes de Invar 36