


Desenho de Barras, Hastes e Fios
Desenho de barra, haste e fio
A trefilação é um processo de trabalho do metal que forma a peça de aço reduzindo sua seção transversal. Isto é conseguido forçando a peça de trabalho através de uma matriz de área de seção transversal menor do que a peça de trabalho. No processo de trefilação, a peça de trabalho é puxada através da matriz por meio de uma força de tração aplicada na extremidade de saída da matriz. Quando a peça de trabalho de aço é desenhada, ela é desenhada à temperatura ambiente. Nesse ponto, está sendo trabalhado a frio ou forjado a frio. Devido ao trabalho a frio durante a trefilação, as características geométricas e mecânicas do material de aço são alteradas, as dimensões transversais são reduzidas (por exemplo, diâmetro) e o comprimento é aumentado sem alteração de volume (processamento sem resíduos). Como resultado da deformação plástica na matriz de trefilação, o material de aço também é reforçado, o que significa um aumento nas propriedades de resistência e diminuição nas propriedades plásticas. A deformação no desenho é influenciada por vários fatores, dos quais química, resistência do material, temperatura, ângulo de aproximação, lubrificação, velocidade de desenho, coeficiente de atrito, vida útil e desgaste da matriz e redução de área são os mais significativos.
A trefilação de arame é basicamente a mesma que a trefilação de barras, exceto que envolve material de diâmetro menor que pode ser enrolado. Geralmente é realizado como uma operação contínua na bancada de tração. O processo de trefilação mudou muito pouco ao longo dos anos. Ele usa uma combinação de uma matriz e/ou uma série de matrizes para puxar o fio para uma bitola selecionada.
O princípio do processo é mostrado na Figura 1.
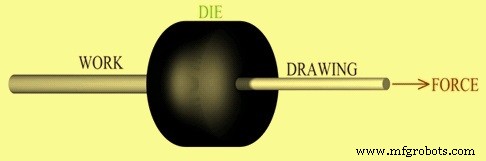 Fig 1 Princípio do processo de desenho
Fig 1 Princípio do processo de desenho
O processo de desenho tem os seguintes objetivos
- Fabricação de produtos trefilados na forma de barras ou arames com dimensões de seção transversal muito específicas e precisas.
- Melhorar a superfície acabada e remover incrustações da haste ou barra. Obtenção de uma superfície lisa e brilhante.
- Melhorar a resistência à tração e obter propriedades mecânicas específicas no material de aço acabado
- Fornecendo uma forma redonda mais consistente ao material de aço acabado.
Processo de desenho
O processo de desenho tem as três etapas a seguir
Operações preliminares – Durante as operações preliminares, inicialmente é realizada a limpeza da superfície da barra ou vareta de incrustações devido aos processos metalúrgicos anteriores, como laminação ou tratamento térmico etc., é realizada. O método usual é a limpeza mecânica, chamada de jateamento que consiste na remoção de incrustações com abrasivos de aço. Nesta tecnologia o material é atingido por abrasivos de aço com alta energia. Isso é feito em máquinas especializadas, as chamadas máquinas de jateamento. As máquinas de jateamento são equipadas com sistemas de ventilação altamente eficazes que impedem a penetração de incrustações na atmosfera. O jateamento é um método ecologicamente correto. A limpeza da superfície também pode ser feita por decapagem ácida, enxágue e secagem. No entanto, isso normalmente não é preferido, pois qualquer ácido remanescente na matéria-prima deve ser neutralizado por imersão em um banho de cal. O processo também não é amigo do ambiente.
Após a remoção da escama, a redução do diâmetro do cabeçote é feita apontando ou forçando. É necessário apontar a extremidade para começar a trefilar para inserir o material na matriz e prendê-lo puxando o pino da bancada de trefilação. O apontamento final pode ser feito, por exemplo. por usinagem, brochamento em prensa hidráulica horizontal ou laminação. As extremidades pontiagudas são cortadas após o desenho.
O endireitamento preliminar da barra e da haste é então realizado. Isso geralmente é feito por máquinas de alisamento de rolos ou cilíndricas.
Processo de trefilação – Dependendo do material de entrada e do equipamento implantado, o processo de trefilação pode ser realizado – barra a barra, barra a barra, fio-máquina a barra ou fio-máquina a fio em uma bobina.
A barra pontiaguda ou fio-máquina é puxada através da matriz. À medida que o material trefilado é puxado pela matriz, seu volume permanece o mesmo, de modo que à medida que o diâmetro diminui, o comprimento aumenta. Normalmente a barra ou fio-máquina necessita de mais de uma tração, através de matrizes sucessivamente menores, para atingir o tamanho desejado. A escala americana de bitola de fio é baseada nisso. Isso pode ser feito em pequena escala com uma placa de tração ou em grande escala comercial usando máquinas automatizadas. O processo de trefilação altera as propriedades do material devido ao trabalho a frio. A redução de área em fios pequenos é geralmente de 15% a 25% e em fios maiores é de 20% a 45%. A sequência exata da matriz para um trabalho específico é uma função da redução de área, tamanho do fio de entrada e tamanho do fio de saída. À medida que a redução da área muda, o mesmo acontece com a sequência do dado.
Fios muito finos são geralmente desenhados em feixes. Em um feixe, os fios são separados por um metal com propriedades semelhantes, mas com menor resistência química para que possa ser removido após a trefilação. Se a redução na área for superior a 50%, o processo geralmente requer uma etapa intermediária de recozimento antes que possa ser redesenhado.
As máquinas de trefilação de fio de bloco único incluem meios para segurar as matrizes com precisão na posição e para puxar o fio firmemente através dos orifícios. O design usual consiste em uma bancada ou mesa de ferro fundido com um suporte de pé para segurar a matriz, e um tambor vertical que gira e enrolando o fio em torno de sua superfície puxa-o através da matriz, a bobina de fio sendo armazenada em outro tambor ou 'rápido' que fica atrás da matriz e desenrola o fio tão rápido quanto necessário. O tambor de arame ou “bloco” é provido de meios para rapidamente acoplá-lo ou desacoplá-lo ao seu eixo vertical, de modo que o movimento do arame possa ser interrompido ou iniciado instantaneamente. O bloco também é afilado, de modo que a bobina de arame pode ser facilmente deslizada para cima quando terminada. Antes que o fio possa ser preso ao bloco, um comprimento suficiente dele deve ser puxado através da matriz; isso é feito por um par de pinças na extremidade de uma corrente que é enrolada em torno de um tambor giratório, puxando o fio até que o suficiente possa ser enrolado duas ou três vezes no bloco, onde a extremidade é presa por um pequeno grampo de parafuso ou vício. Quando o fio está no bloco, ele é colocado em movimento e o fio é puxado de forma constante através da matriz; é muito importante que o bloco gire uniformemente e que ele corra bem e puxe o fio a uma velocidade constante, caso contrário ocorre um “arrastamento” que enfraquece ou até quebra o fio. As velocidades de trefilação do fio variam muito, de acordo com o material e a quantidade de redução.
As máquinas com blocos contínuos diferem das máquinas de bloco único por possuírem uma série de matrizes através das quais o fio é trefilado de forma contínua. Devido ao alongamento e deslizamentos, a velocidade do fio muda após cada redesenho sucessivo. Esta velocidade aumentada é acomodada tendo uma velocidade de rotação diferente para cada bloco. Uma dessas máquinas pode conter de 3 a 12 matrizes. A operação de passar o fio através de todas as matrizes e ao redor dos blocos é chamada de "enfiamento". Os arranjos para lubrificação incluem uma bomba que inunda as matrizes e, em muitos casos, também as partes inferiores dos blocos funcionam com lubrificante.
Freqüentemente, recozimentos intermediários são necessários para contrariar os efeitos do trabalho a frio e para permitir mais trefilação. Um recozimento final também pode ser usado no produto acabado para maximizar a ductilidade e a condutividade elétrica.
Operações de acabamento – As operações de acabamento incluem corte e corte, endireitamento, acabamento de extremidades como chanfro, inspeção como END etc., proteção anticorrosiva e embalagem e expedição.
Lubrificação
A lubrificação adequada é essencial na trefilação, a fim de melhorar a vida útil da matriz, reduzir as forças e a temperatura de trefilação e melhorar o acabamento da superfície. A seguir estão diferentes métodos de lubrificação.
- Desenho a úmido – As matrizes e o fio ou haste são completamente imersos em lubrificante
- Desenho a seco – O fio ou vareta passa por um recipiente de lubrificante que reveste a superfície do fio ou vareta
- Revestimento de metal – O fio ou haste é revestido com um metal macio que atua como um lubrificante sólido
- Vibração ultrassônica – As matrizes e mandris são vibrados, o que ajuda a reduzir as forças e permite maiores reduções por passe
Vários lubrificantes, como óleo, são empregados. Outro método de lubrificação é mergulhar o fio em uma solução de sulfato de cobre, de modo que um filme de cobre seja depositado que forme uma espécie de lubrificante. Em algumas classes de fio, o cobre é deixado após o desenho final para servir como preventivo de ferrugem ou para facilitar a soldagem.
Modelos de desenho
As matrizes de trefilação são normalmente feitas de aço ferramenta, carboneto de tungstênio ou diamante, sendo o carboneto de tungstênio e o diamante manufaturado os mais comuns. Para trefilar fios muito finos, é usada uma matriz de diamante de cristal único. Para trefilação de fios de aço, uma matriz de carboneto de tungstênio é usada. As matrizes são colocadas em uma caixa de aço, que apóia a matriz e permite fácil troca de matriz. Os ângulos da matriz geralmente variam de 6 a 15 graus e cada matriz tem pelo menos 2 ângulos diferentes:o ângulo de entrada e o ângulo de aproximação. As matrizes de fio geralmente são usadas com energia para puxar o fio através delas. Existem bobinas de fio em cada extremidade da matriz que puxam e enrolam o fio com um diâmetro reduzido. A Fig. 2 mostra a seção transversal típica de matrizes de trefilação em invólucro de aço.
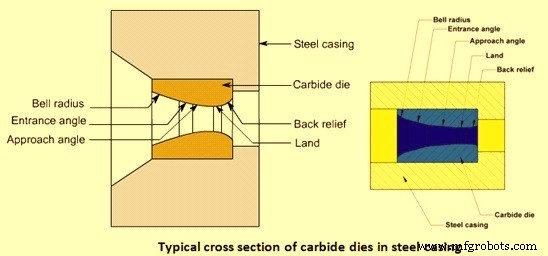
Fig 2 Seção transversal de matrizes de desenho
Equipamentos de trefilação e uso de fios trefilados
Existem vários tipos de máquinas de desenho. Estes foram agrupados da seguinte forma.
- Quadros de desenho
- Bloqueios de touro e bloqueio de motor
- Várias máquinas de desenho
- Máquinas de fio fino
- Máquinas de trefilar em forma de cabeça de Turk
- Desenhe bancos.
Os equipamentos auxiliares a serem acoplados às trefiladoras consistem em bobinas de compensação, batentes de segurança, soldadores, ponteiros, máquinas de endireitar e cortar, endireitadeiras rotativas, endireitadeiras de rolos etc.
O fio estirado está em muitas aplicações além do que normalmente pensamos, como fios elétricos e cabos de TV. Por exemplo, molas de qualquer tipo são feitas de arame estirado; bem como vergalhões usados para construção em todo o mundo. Clipes de papel e grampos são feitos de arame fino. Raios em rodas, escovas de arame, alças de metal também são feitas de arame trefilado. Existem literalmente milhares de produtos acabados que dependem de fios trefilados. Para atender a essa necessidade cada vez maior, muitos milhões de quilômetros de fios são trefilados por empresas metalúrgicas anualmente. Por esta razão, a trefilação é um mercado extremamente sensível e competitivo em termos de custos. Por sua vez, as empresas que fabricam equipamentos de trefilação e equipamentos de processo em todo o mundo estão muito sintonizadas com a melhoria da produtividade e eficiência dos equipamentos.
Processo de manufatura
- O que é estampagem a frio?
- Liga 25 Haste e Barra TB00 (C17200)
- Liga 25 Haste e Barra TD04 (C17200)
- Liga 25 Haste e Barra TF00 (C17200)
- Liga 25 Haste e Barra TH04 (C17200)
- Liga 165 (C17000) TB00 Haste e Barra
- Liga 165 (C17000) TD04 Haste e Barra
- Liga 165 (C17000) TF00 Haste e Barra
- Liga 165 (C17000) TH04 Haste e Barra
- Liga 3 (C17510) TB00 Haste e Barra