


O que é padrão na fundição de areia? Processo de padrão de fundição
Na indústria metalúrgica, o padrão de fundição é uma réplica que tem forma e dimensão semelhantes à fundição. Os padrões de fundição são usados para pressionar o molde de areia para criar a cavidade oca que permite que o metal fundido seja derramado e formando a fundição.
Na fundição de fundição em areia (seja qual for a fundição de ferro fundido, fundição de alumínio ou fundição de aço), um conjunto de padrões inclui padrão, cabeça de alimentação do sistema de gating, riser e placa de padrão.
O material, o design e a estrutura do padrão influenciam muito a qualidade dos produtos. Da mesma forma, o custo de execução e modelagem pode ser bem informado nas despesas de fundição .
Materiais de padrão de fundição na fundição de metal
Dicas para escolher materiais de padrões

– Robusto e durável :escolha os materiais de padrões que duram muito, não deformam ou mudam de forma durante o processo de fundição.
– Anti-abrasão e resistência à água :é vital escolher os materiais que são resistentes à água e anticorrosivos para proteger os padrões de fundição de ferrugem e degradação.
– Fácil de formar :não afetado por mudanças de temperatura e umidade.
– Baixo custo e peso menor :isso garante um equilíbrio entre custo e lucro para sua fundição.
Escolha o material para fazer moldes

Para garantir esses critérios acima e depender da indústria específica, os materiais do padrão devem ser considerados com sua flexibilidade . Metal, madeira e plástico são os materiais prioritários no processo de modelagem.
- Padrões de metal :Os padrões feitos de metal garantem a dureza e são fáceis de moldar. No entanto, a fraqueza dos padrões de metal é que é fácil de enferrujar e apresenta massa pesada . Além disso, o material de padrão de metal também requer dispositivos avançados e é difícil de reparar, causando custo mais alto na comparação geral .
Existem metais comumente usados no processo de modelagem, como ferro cinza, aço, alumínio e magnésio . Cada um desses materiais de padrão tem uma propriedade de encolhimento diferente.
- Padrões de madeira :é um material de padrão muito popular devido à sua disponibilidade e pequena massa . Adicional, de madeira pode ser formado facilmente com custo muito mais barato do que os padrões de metal. No entanto, a desvantagem do padrão de madeira é fácil de absorver a umidade e ser deformado .
- Padrões de plástico :Plástico e fibra de vidro são tendências hoje em dia porque sua maior vantagem é a massa leve , à prova d'água e resistente a produtos químicos . Além disso, o acabamento da superfície do plástico é excelente brilho . No entanto, este material contra é fácil de ser crack enquanto enfrenta forte impacto ou vibração durante o processo de fundição.
- Outros materiais :Cera e gesso de Paris também são usados como material padrão para o processo de fundição, mas é apenas preferível na técnica de fundição por microfusão .
Tipos de padrão de fundição em metalurgia
Existem vários tipos de padrões na fundição de metais e cada tipo se adapta a requisitos específicos de fundição. Aqui a VIC classifica os principais tipos de moldes de fundição 3 vistos principalmente na fundição de metal.
1. Padrões de peça única
O padrão de peça única é o tipo de padrão mais barato . Este tipo é frequentemente usado no caso em que a fundição é simples, a superfície é plana e o volume de produção é pequeno, bem como no desenvolvimento de protótipos.
2. Padrões divididos ou de duas peças
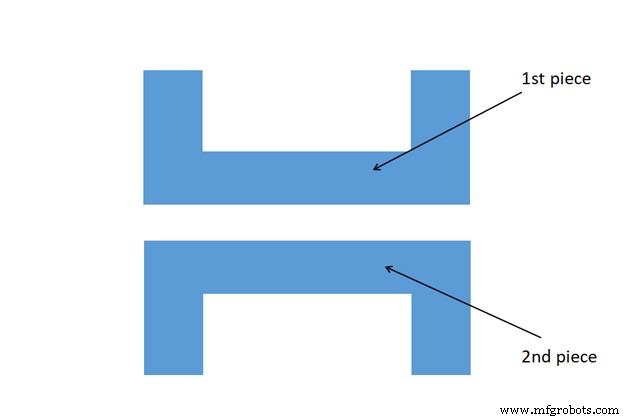
O padrão de duas peças é comum na fundição de objetos complexos . Este tipo de padrão é dividido em planos de partição e a posição do plano é decidida pela forma de fundição.
O padrão é dividido em duas partes, uma das partes é moldada ao arrastar e o outro é moldado em capa . A parte da capa sempre tem pinos que combina com os furos feitos com precisão na parte de arrasto do padrão.
3. Padrões segmentados ou de várias peças
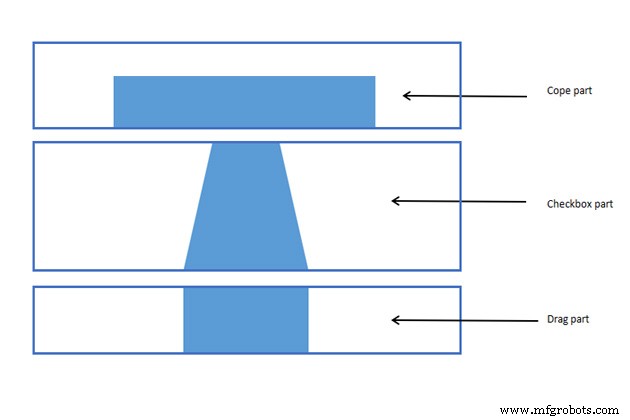
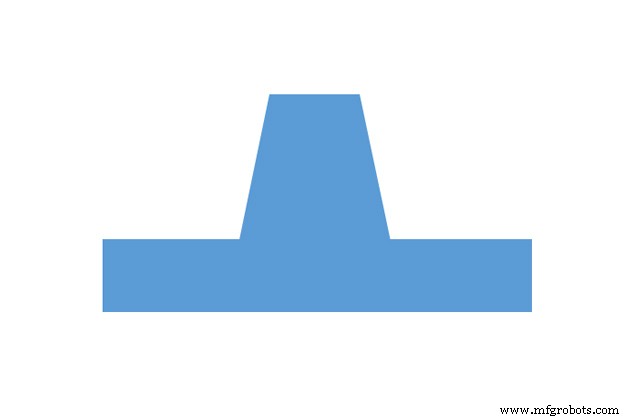
O padrão de várias peças prefere fundir peças de fundição super complicadas que são impossíveis de fazer por outros métodos de modelagem. Este padrão tem três partes:parte superior, parte do meio e parte inferior.
A parte superior é parte de enfrentamento , a parte inferior é parte de arrastar e o do meio é a parte da caixa de seleção . É usado em vários tipos de juntas, como junta de esquadria, junta de cavilha.
Processo de fabricação de moldes de fundição
1. Design de padrões

O departamento técnico trabalhando na fabricação de moldes de fundição tem que considerar cuidadosamente o desenho de fundição para projetar o padrão tão firme e eficaz quanto o esperado.
Os pontos mais importantes devem ser considerados, incluindo plano de separação , forma e dimensão do elenco e principal , além de material de padrão .
Etapa 1:decidir o plano de partição
Normalmente, o plano de partição coincide com a linha do molde de partição.
Se o padrão for do tipo de padrão de peças divididas ou padrão de várias peças, as partes superior e inferior devem ser claramente definidas mesmo quando a superfície divisória for simétrica .
Etapa 2:determine a forma e a dimensão do suporte de impressão principal.
O suporte de impressão do núcleo é usado para suportar a impressão do núcleo a ser fixado no molde.
A tolerância do suporte de impressão do núcleo afetará diretamente a tolerância dimensional dentro do molde. Portanto, ele precisa considerar a forma de impressão do núcleo, a lacuna entre o núcleo e o padrão, juntamente com o processo de montagem do padrão para projetar exatamente o suporte de impressão do núcleo .
Etapa 3:determine a dimensão e a tolerância do padrão
Com o padrão tem planos de partição, cada peça tem uma dimensão diferente e uma vez que essas peças são montadas elas devem estar respectivamente com a dimensão de fundição.
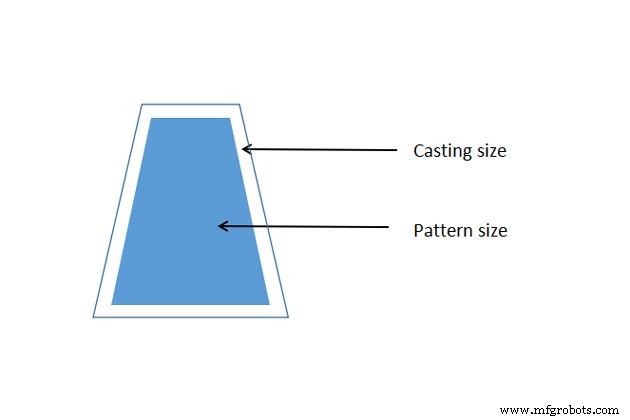
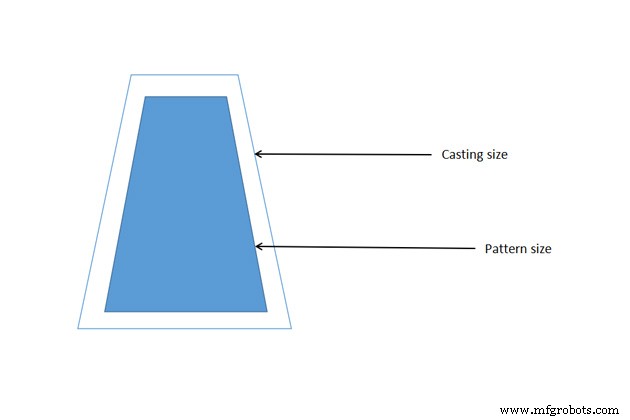
Se o padrão for feito de metal, quando condensado, ele encolherá . Portanto, se você tomar o tamanho correto do desenho de fundição como modelo, o tamanho da fundição será significativamente menor. Para resolver este problema, a cavidade do molde deve ser ampliada e o tamanho do padrão deve ser maior que o tamanho do fundido em uma proporção de encolhimento do metal. Isso é determinado com base nas concessões de padrão .
Etapa 4:determine os materiais padrão
- Padrão de madeira :Se o padrão for pequeno, pode ser feito de madeira maciça. Se o padrão for maior e mais complicado, deve ser feito de madeira cortada. Para representar um desenho de padrão de madeira, você pode desenhar vistas e seções completas ou usar símbolos de peças de quebra-cabeça para economizar tempo e facilitar a leitura.
- Padrão de metal :Aplicável à produção em massa ou pedidos de alto volume. Se o volume do molde for grande, é aconselhável fazer molde com metal oco interno para reduzir o peso e economizar custos de material. Se o padrão for pequeno, escolha metal sólido.
Etapa 5:localizado durante a montagem do padrão
Para amostras circulares com plano de separação perpendicular ao eixo centrífugo, são necessários apenas 1 pino-guia.
Para outros tipos, use 2 ou 3 pinos-guia.
Em princípio, quanto maior a distância entre os pinos-guia, mais preciso é o posicionamento. A estrutura do pino e do orifício deve ter um tamanho razoável para facilitar a retirada e desmontagem . Para padrões com planos divididos, os pinos-guia da peça de cobertura devem corresponder aos furos feitos com precisão da peça de arrasto.
Além disso, no desenho do padrão é necessário especificar a suavidade da superfície e a cor da pintura das partes do padrão.
2. Permissões de padrão de elenco
As tolerâncias de padrão refletem as propriedades do metal fundido. Quando o padrão é feito, certas tolerâncias devem ser dadas nos tamanhos especificados no desenho do componente acabado para que uma peça fundida com a especificação específica possa ser feita.
Existem subsídios como os seguintes:
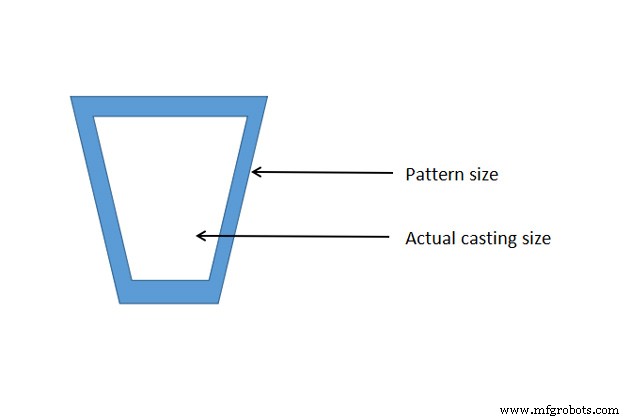
solidificação de contração (ou tolerância de contração)
A maioria dos metais encolhe durante o resfriamento, que é a transição de líquido para sólido (chamado encolhimento líquido) e resfriamento na forma sólida (chamada de contração linear).
O encolhimento de um líquido é uma diminuição no volume durante a solidificação (de líquido para sólido). A contração do líquido é contabilizada por risers, que alimentam o metal líquido para a fundição, são fornecidos no molde.
O encolhimento sólido é a redução de tamanho enquanto reduz o calor quando a fundição de metal está em estado sólido. Para explicar isso, é fornecida uma tolerância de encolhimento nos padrões.
A taxa e o nível de encolhimento dependem do material. A tabela a seguir mostra as taxas de encolhimento para diferentes metais.
| Material | Encolhimento |
| Ferro cinza | 1% |
| Aço | 2% |
| Cobre/Alumínio | 1,5% |
| Ferro branco | 1,5% |
| Magnésio | 1,6% |
Observação:o encolhimento também depende do tamanho do material, quanto maior o tamanho, maior o encolhimento.
Em essência, o processo de modelagem fórmula de encolhimento é:
Tamanho do padrão =tamanho da fundição + encolhimento do metal
No entanto, ao gravar no desenho, ainda é necessário obter dados de acordo com o desenho de fundição. Ao fabricar padrões, use proporções de tamanho dependendo das diferentes ligas fundidas.
Projeto ou subsídio de redução
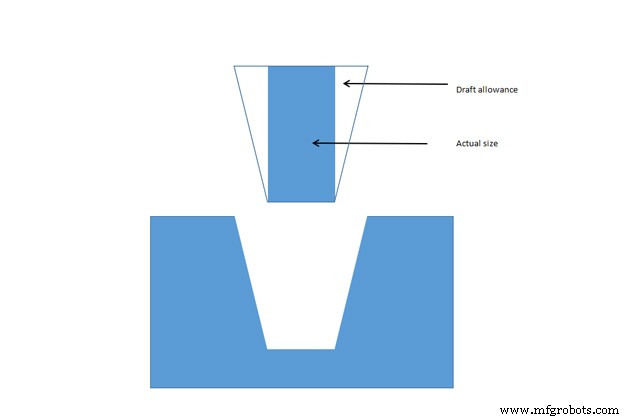
Quando o padrão é removido do molde de areia, as paredes do molde podem ser esfregadas com o padrão, resultando no rasgo e dano do padrão. Para evitar isso, deve-se criar afunilamento em todas as superfícies verticais do padrão, isso é chamado de permissão de rascunho .
Aqui, no momento em que o levantamento do padrão começa, todas as suas superfícies estão afastadas da superfície da areia. Portanto, o padrão pode ser removido sem danificar a cavidade do molde.
O calado angular é criado para todas as faces do molde, que são paralelas à direção do desenho para facilitar o processo de retirada. Dependendo do tamanho das faces externas, o valor da inclinação do ângulo está na faixa de 0,5 a 3 graus.
| Material | Altura da superfície fornecida (polegadas) | Ângulo de rascunho (superfície externa) | Ângulo de rascunho (superfície interna) |
| Madeira | 1 1 - 2 2 - 4 4 - 8 8 - 32 | 3,00 1,50 1,00 0,75 0,50 | 3,00 2,50 1,50 1,00 1,00 |
| Metal, plástico | 1 1 - 2 2 - 4 4 - 8 8 - 32 | 1,50 1,00 0,75 0,50 0,50 | 3,00 2,00 1,00 1,00 0,75 |
Subsídio de acabamento ou usinagem
A superfície do fundido coletado geralmente não tem o tamanho correto, portanto, usinagem, como torneamento ou retificação, deve ser feita para melhorar a qualidade do acabamento da superfície.
Como a usinagem remove uma quantidade de metal da fundição, uma quantidade de metal chamada de medida de usinagem deve ser compensado. A tolerância de usinagem é influenciada pelo método de fundição, o tamanho da fundição, o material de fundição e a possibilidade de acabamento da fundição.
| Metal | Dimensão (polegadas) | Abono (polegadas) |
| Ferro fundido | Até 12 12 a 20 20 a 40 | 0,12 0,20 0,25 |
| Aço fundido | Até 6 6 a 20 20 a 40 | 0,12 0,25 0,30 |
| Não ferrosos | Até 8 8 a 12 12 a 40 | 0,09 0,12 0,16 |
Distorção ou tolerância de curvatura
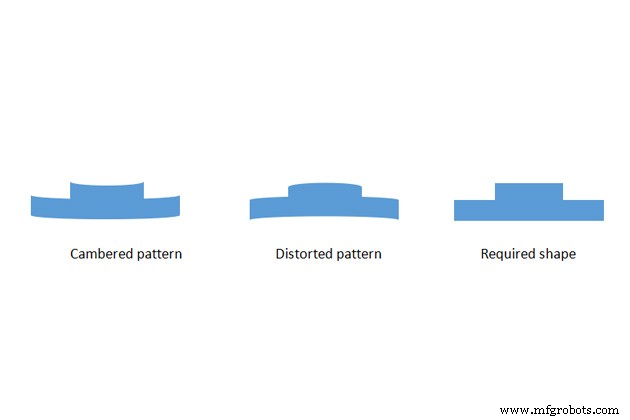
Durante a solidificação, se o fundido tiver a forma L, U, V, T, … ou for mais fino que o comprimento, tenderá a ser deformado em planos verticais .
A razão que causa esse problema é que as tensões internas se desenvolvem no metal sólido. Essas tensões internas são causadas pelo resfriamento desigual de diferentes partes da peça fundida, o que causa conflitos na condensação , é chamado de permissão de distorção ou subsídio de cambagem .
A solução para esta situação é modificar o projeto de fundição na direção de distorcer inicialmente o padrão na direção oposta. O grau de distorção a ser corrigido é avaliado com base na experiência do modelista.
Tapear ou sacudir a mesada
No processo de remoção do padrão do molde de areia, com padrões grandes ou fundição de alta precisão, é necessário bater em torno da superfície vertical do padrão para expandir a cavidade do molde e, em seguida, pegar o padrão com mais facilidade. Aplica-se apenas às dimensões paralelas ao plano de partição .
Para compensar isso, precisamos reduzir o tamanho do padrão original. Não existe uma fórmula padrão para calcular esse subsídio porque depende muito do trabalhador.
Núcleo e impressão do núcleo
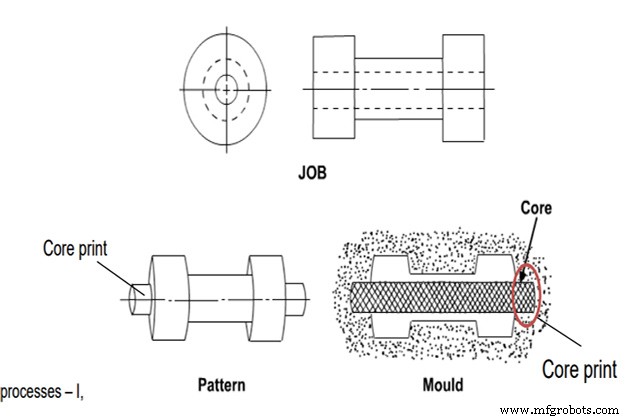
Um núcleo é usado para criar furos ou recessos em uma peça fundida . O núcleo é geralmente feito de areia verde ou seca.
A impressão do núcleo é fornecida no molde para localizar, posicionar e apoiar o núcleo . O núcleo de areia permanecerá nessa posição quando o metal fundido for derramado no molde.
O núcleo deve ser colocado horizontalmente, verticalmente ou pendurado dentro da cavidade do molde. No entanto, o núcleo não pode ficar pendurado dentro da cavidade do molde sem nenhum suporte. A impressão central é preparada com a ajuda de projeções no padrão . Mas o problema é que ao remover o molde, o molde fica danificado devido à presença dessas projeções. Portanto, o padrão dividido é usado para o processo de fundição em que o núcleo é usado.
A impressão do núcleo deve ter o tamanho e a forma apropriados para suportar o peso do núcleo e a flutuabilidade do metal fundido ao seu redor durante a fundição.
3. Criação de padrões
Projeto do sistema de portas
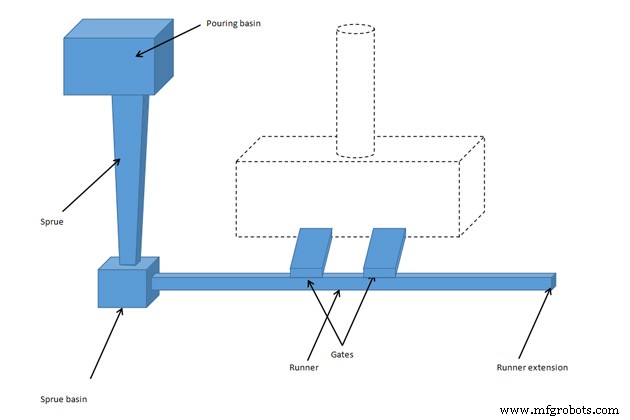
Cada padrão incluirá um sistema de canal para derramar metal líquido na cavidade do molde . O sistema de gating é muito importante porque regula a velocidade com que o metal é derramado no molde. Se a velocidade for muito rápida, pode causar corrosão do molde, se for muito lenta, pode fazer com que o metal esfrie antes de preencher a cavidade.
Este sistema de gating consiste nas seguintes partes conectadas:
- Copo de servir :é uma entrada em forma de cone no molde. Ajuda a controlar a turbulência do fluxo de metal e estabiliza a taxa de fluxo, além de separar a escória durante o vazamento.
- Sprues :um funil que leva o metal derretido de um copo para o sprue cônico, depois pelo canal, entrando nos portões um após o outro.
- Portão :é o fim do caminho, é aqui que começa a cavidade do molde.
Existem dois tipos de portões:portão grande e portão pequeno. Portões grandes são usados para resfriar o metal rapidamente e portões menores são usados para resfriamento lento. Dependendo do requisito da taxa de condensação da fundição, um portão razoável é usado.
- Subida :É uma cavidade de metal fundido e faz parte do molde fornecida para compensar a retração do metal, pois reduz a temperatura e ajuda a evitar furos. Riser é onde o metal líquido esfria lentamente. Com base no riser, o trabalhador saberá se o dado está preenchido ou não.
Caso a peça fundida tenha furos no desenho, o macho deve ser colocado no molde para determinar a posição onde o metal não fluirá.
Às vezes é possível colocar calafrios na superfície do padrão antes da fundição para resfriar localmente para determinar a ordem de resfriamento dos metais líquidos. Os frios podem ser facilmente recuperados e reutilizados, pois são apenas peças de metal que têm uma temperatura muito mais fria e não se agarram à fundição.
Os sistemas de gating podem ser projetados manualmente ou usando softwares automatizados.
Os detalhes sobre a concepção do sistema Gating:https://vietnamcastiron.com/gating-system/
Criação de padrões
Como mencionado, os padrões vêm em uma variedade de materiais diferentes, incluindo madeira, metal, plástico e cera. Os materiais de padrão de madeira e metal são comumente usados para fundição em areia , enquanto a cera é comumente usada para fundição de investimento .
Os padrões têm complexidade diferente, dependendo do tamanho, forma e quantidade necessária.
Na fundição por microfusão, quando cada padrão de cera é destruído durante a fundição, é necessário um padrão de cera para cada fundição e esses padrões de cera são criados no molde. A cera é preenchida nesses moldes e, após o resfriamento, o molde é separado e o padrão de cera de peça única é extraído.
Para fundição em areia, normalmente o padrão é feito de metal ou madeira. Se for necessária alta precisão, ela será processada por máquina CNC .
Resumo
Assim, a VIC respondeu a todas as perguntas sobre como fazer um molde de fundição na indústria metalúrgica e apontamentos no processo de modelagem.
O acabamento e o tamanho da fundição dependem muito do padrão de fundição e, portanto, determinam o sucesso da qualidade do produto fundido. Portanto, a modelagem é uma profissão que requer experiência, bem como um alto nível de conhecimento de trabalho.
Por favor, siga a série de blogs de elenco com VIC para atualizar mais conhecimento sobre a indústria de elenco. Além disso, não hesite em nos enviar um e-mail se estiver procurando por um fabricante OEM / ODM na indústria de fundição via:ADMIN@MFGROBOTS.COM.
O que é fundição de areia verde?
6 Diferentes tipos de processo de fundição usados em fundições de metal
Processo de manufatura
- O processo de 6 etapas de fundição com molde de casca
- O que é fundição de metal? - Definição, tipos e processo
- O processo de fundição de metal:faça um tour de fundição
- Fundição em areia x fundição em molde:quais são as diferenças?
- O que é fundição em areia?
- Quando selecionar o processo de fundição em areia de resina
- O que é uma Fundição?
- O que é CI Casting?
- O que é areia de moldagem?
- Entendendo o processo de fundição em areia