


Cinco métodos para garantir a precisão das luminárias
Dúvidas no projeto de luminárias
- Não sei como fabricar o acessório projetado.
- A precisão da posição e a precisão dimensional proposta no desenho da fixação, o que significa garantir a realização.
- A luminária é fabricada em uma única peça, e a rotina de projeto de acordo com os produtos convencionais traz problemas infinitos para a precisão da luminária.
- O método de garantia de precisão é a principal solução para o problema do projeto de fixação.
Particularidade do processo de fabricação de acessórios
O objetivo principal do uso de acessórios:garantir a precisão do tamanho (forma) e a precisão da posição das peças usinadas.
Fatores de precisão de fabricação da peça de trabalho:Além dos fatores de máquina e ferramenta, os dispositivos de fixação da máquina-ferramenta devem atender aos requisitos de precisão do projeto.
Processo tradicional de fabricação de luminárias:A grande maioria ainda utiliza o método de ajuste de montagem. Este processo de fabricação de acessórios é como a fabricação mecânica comum. Todas as peças são fabricadas de acordo com o desenho da peça e depois montadas. A precisão final da fixação depende da tentativa de ajustar ou retificar a posição de um determinado componente. Ou tamanho para alcançar.
Desvantagens da fabricação tradicional de acessórios:Do ponto de vista da aplicação prática, é difícil atender aos vários requisitos de tolerância de tamanho e forma do desenho de montagem.
Portanto, para garantir a precisão da fabricação de acessórios, métodos de processo especiais devem ser adotados. Os 5 métodos de processo a seguir garantem a precisão dos dispositivos de fixação da ferramenta.

1. Método de processamento de grupo
Definição do método:
Refere-se ao processamento dos mesmos elementos estruturais em vários elementos ao mesmo tempo ao processar elementos de fixação. Esses elementos estruturais geralmente são de tamanho geométrico ou forma de seção transversal e a posição relativa entre si. As mesmas condições de processamento facilitam a garantia da qualidade e a intercambialidade dos componentes do acessório, melhorando assim a precisão geral de fabricação do acessório.
Classificação do método:
De acordo com diferentes métodos de fabricação, o processamento em grupo pode ser dividido em dois métodos de processo específicos:“processamento em pares” e “processamento de espelhamento”.
Processamento pareado:
Isso significa que todos os componentes emparelhados no dispositivo de fixação são processados em pares por meio de “retificação combinada”, “mandrilamento combinado”, “furação combinada”, “torceamento combinado”, etc., para eliminar erros dimensionais e desvios de posições entre peças de trabalho.
Aplicação prática:
preparação de pinos de posicionamento, furação de furos guia, retificação de blocos de contorno, etc.
Método de processamento de espelho:
Refere-se a alguns componentes de fixação com uma estrutura simétrica, que pode ser delimitada pela superfície de simetria, e o comprimento duplo é processado primeiro, e a peça de trabalho com a margem equivalente é adicionada e depois cortada ao longo da superfície de simetria e, após o processamento, use o princípio da imagem espelhada Combine duas peças simétricas para eliminar erros de simetria.
Caso
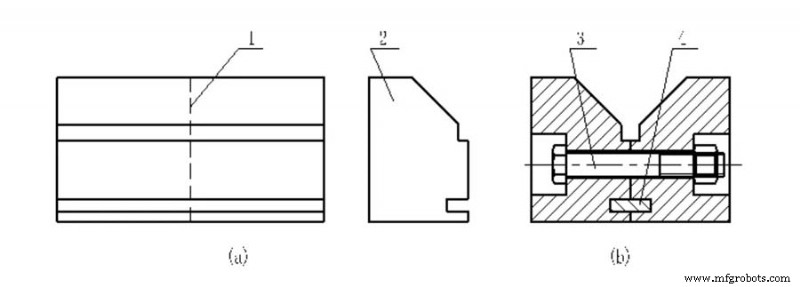
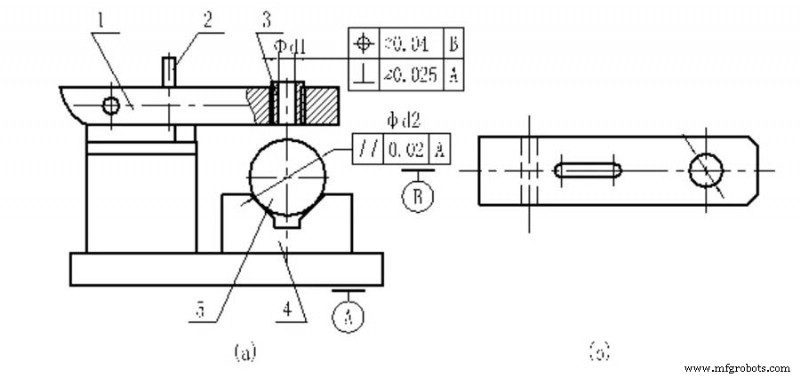
No design funcional do bloco de posicionamento em forma de V, ele possui uma função de centralização automática e a precisão da simetria das duas inclinações de trabalho é muito alta. O método tradicional de fabricação do bloco em forma de V é geralmente uma fabricação integral. O acabamento final das duas superfícies inclinadas geralmente é feito em uma retificadora de superfície usando um acessório senoidal de precisão e um ímã guia em forma de V. Mas este método de processamento é muito preciso para garantir que a simetria em forma de V atinja o estado ideal.
Aplicação prática:
Ao usar o método de processamento de imagem espelhada, primeiro transforme o bloco em forma de V no monômero semi-acabado conforme mostrado na Figura (a), corte-o ao longo do plano de simetria e processe o orifício do parafuso e, em seguida, use a orientação conforme mostrado em Figura (b). A chave e o parafuso de conexão são montados em um bloco tipo V combinado.
Características do processo:
Não são necessárias máquinas-ferramentas de alta precisão, mas apenas com a ajuda de máquinas-ferramentas comuns, a simetria do bloco em V pode atingir uma precisão muito alta.
O principal uso:
Utilizado na fabricação de elementos de fixação com estrutura simétrica ou múltiplas peças de repetição.
2. Método de processamento clínico
Definição do método:
É utilizar a função de corte da máquina ferramenta do acessório para cortar outra peça para eliminar o erro de posição entre si, para garantir que cada peça ocupe a posição ideal, melhorando assim a precisão da fabricação do centro.
Características do processo:
Use a máquina-ferramenta do acessório para realizar o processamento final para garantir a precisão do acessório.
O principal uso:
É utilizado no processo de usinagem do elemento de posicionamento do dispositivo de fixação e utilizado para garantir a precisão final da máquina na montagem da máquina-ferramenta.
Aplicação típica:
Retificadora de retificação de eixo cilíndrico externo e retifica de superfície interna, mandril de torno mecânico, mesa de trabalho de fresadora, mandril eletromagnético de retificadora de superfície.
Vantagens tecnológicas:
Elimine erros na fabricação, montagem e instalação de acessórios e, finalmente, obtenha uma precisão extremamente alta.
Condições de uso:
Método de processamento clínico, apenas máquinas-ferramentas com condições de processamento clínico podem ser usadas.
Design de padrão:
Quando o projetista exigir a utilização deste método de processo para o projeto da fixação, deve-se observar no desenho geral da fixação que “reserve a margem de acabamento de acordo com o tamanho do molde para o processamento final na máquina-ferramenta”.
3. Método de alinhamento e fixação
O método de alinhar primeiro e depois fixar geralmente usa ferramentas de medição gerais.
Exemplo de aplicativo:
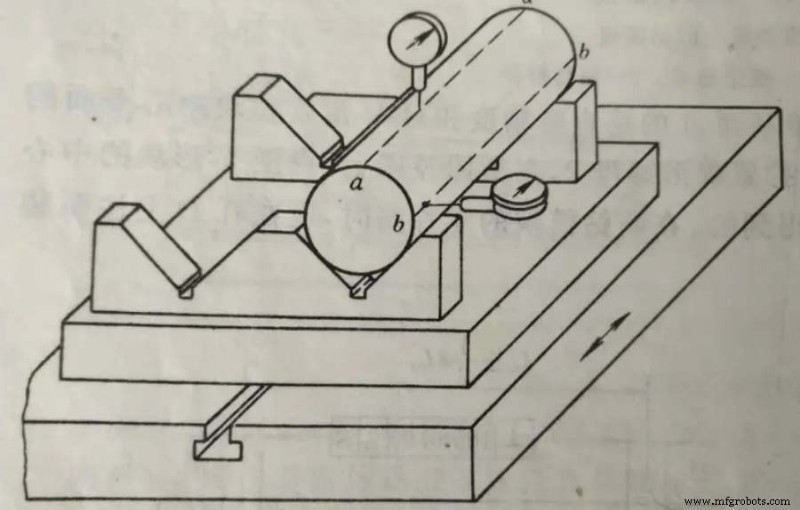
O bloco de posicionamento em forma de V é alinhado e fixado, a ranhura de posicionamento da chave direcional e a instalação do parafuso no bloco fixo em forma de ν foram processadas.
Processo de método:
Use um relógio comparador para alinhar o barramento superior e o barramento de medição do mandril e faça o mandril paralelo à superfície da chave direcional (lado da ranhura em T) e ao plano de referência de instalação do acessório. O processo de alinhamento requer ajuste e retificação repetidos. Após a conclusão do alinhamento, aperte os parafusos, perfure os orifícios dos pinos de fixação da dobradiça e insira os pinos de fixação.
Características do processo:
A precisão do alinhamento depende do nível de habilidade dos trabalhadores, da precisão das ferramentas de medição e da precisão da referência de medição.
4. Método de referência de transição
Furos oblíquos e superfícies inclinadas com requisitos mais altos são frequentemente encontrados no projeto de dispositivos de fixação. Devido à limitação do equipamento de processamento, os furos inclinados e as superfícies inclinadas devem ser colocados na posição vertical ou horizontal para facilitar o processamento.
Devido à dificuldade da tecnologia de medição, é impossível medir e controlar diretamente seu tamanho durante o processamento. Portanto, é necessário definir o furo de referência do processo como uma referência de transição para converter esses tamanhos que precisam ser controlados em tamanhos de processo que podem ser medidos ou controlados diretamente.
Através do controle do tamanho do processo transformado, os requisitos do tamanho do projeto da peça de trabalho são garantidos indiretamente. Este método de processo é chamado de método de referência de transição e tem sido amplamente utilizado na prática de fabricação de acessórios.
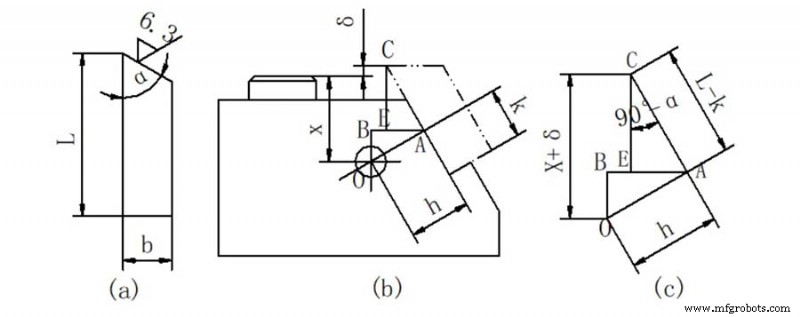
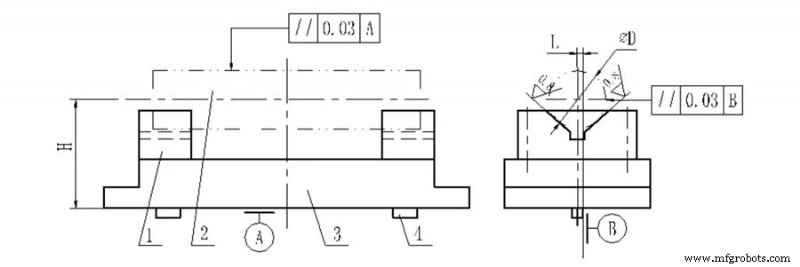
Conforme mostrado na figura acima, sob a premissa de garantir as dimensões h e K, desde que a superfície de trabalho do bloco de ferramenta seja assegurada ao eixo X do furo de referência de processo O, os requisitos de processamento da dimensão lateral longa L pode ser garantido.
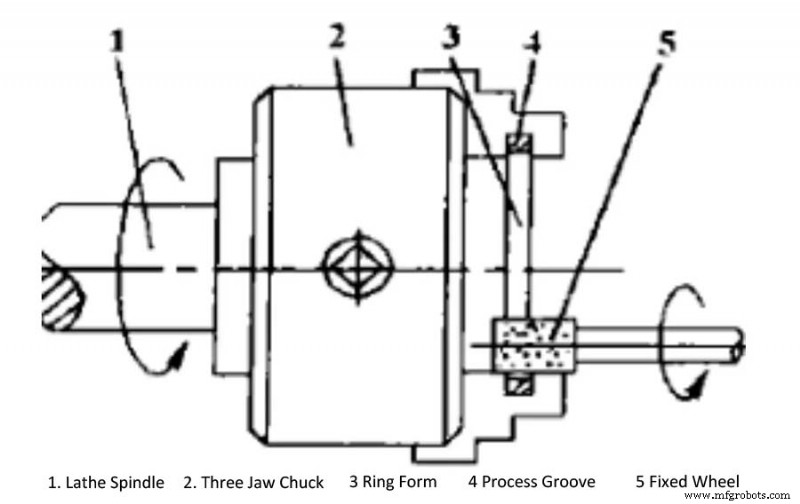
Além disso, ao processar algumas matrizes de mandrilamento grandes em uma mandrilhadora, tomar o furo de referência do processo como referência de transição é um método de processo eficaz frequentemente usado.
Com este método, depois que a matriz de perfuração é montada como um todo, os furos-guia com maior precisão de coaxialidade podem ser processados de ambas as extremidades da matriz de perfuração em sequência. Após o cabeçote de mandrilar horizontal ter processado os furos guia em uma extremidade do gabarito, use o cabeçote de mandrilamento vertical para usinar dois furos de referência de processo nas duas extremidades do gabarito. O centro do orifício de referência do processo deve cruzar perpendicularmente a linha central do orifício guia processado.
A matriz de mandrilamento é girada e o pino do cilindro de processo é montado no furo de referência do processo, o relógio comparador é fixado na cabeça de mandrilamento vertical e a viga é movida para frente e para trás para corrigir a posição central do pino do cilindro de processo em ambos os finais. Após a calibração e fixação, o orifício guia no gabarito final pode ser processado. Como o acessório é processado após ser montado como um todo, esse método pode garantir alta coaxialidade.
5. Método de processamento de montagem
Requisitos de projeto:
A verticalidade do eixo central do furo interno φd1 da manga de perfuração para o plano de referência de instalação A e a precisão da posição do plano central do bloco de posicionamento em forma de V
Processo de criação:
Na máquina de perfuração por coordenadas, alinhe o plano central do bloco de posicionamento em forma de V, aperte a porca borboleta após a montagem e faça o furo inferior da bucha no gabarito de perfuração.
Características do processo:
Contando com a precisão da máquina de mandrilar coordenada, a precisão da posição exigida pelo dispositivo de fixação é garantida diretamente. É o método mais eficaz para garantir a verticalidade do eixo central da manga de perfuração e o plano de referência de instalação do dispositivo de fixação. O furo inferior da luva guia dos acessórios de perfuração e mandrilamento usados é processado por este método de processo.
Requisitos de projeto:
A posição dos dois blocos em forma de V é determinada pela dimensão de altura H e a dimensão horizontal L, e os lados das duas teclas direcionais são representados pela referência B. O projeto do dispositivo de fixação requer que as superfícies de posicionamento dos dois blocos em V deve estar em contato total com a peça de trabalho, garantindo os dois requisitos de paralelismo.
Processo:
Para garantir o paralelismo de H, L e os dois, ao fazer o acessório, você pode primeiro fazer os dois blocos em forma de V em um chanfro e deixar produtos semi-acabados suficientes com uma tolerância de moagem e montar o bloco em forma de V ao concreto da braçadeira. O pino cônico fixa o bloco em forma de V e o corpo do grampo.
Em uma retificadora de ferramentas ou retificadora de trilho, usando A e B como referência de posicionamento, a superfície inclinada de 90° do bloco em forma de V é retificada para atender aos requisitos de H, L e duas tolerâncias de paralelismo.
Observações
- Ao aplicar o método de processamento de montagem para projeto e fabricação de acessórios, você deve estar familiarizado com as características do processo de fabricação do método de processamento de montagem e atender a esse requisito em vários aspectos, como projeto estrutural, marcação de tolerância de dimensão e forma, processamento de componentes de fixação e formulação de condições técnicas.
- Em comparação com o design tradicional de acessórios, os acessórios fabricados por métodos de processamento de montagem têm uma grande diferença no design do padrão. Deve haver quatro padrões de projeto:desenhos de montagem de fixação, estruturas de guia de fixação (como mangas de perfuração, mangas de perfuração, etc.) mecanismo de fixação e detalhes de fixação.
- O objetivo de usar esses quatro padrões ao mesmo tempo é evitar que o departamento de fabricação de acessórios ainda use as linhas de processo de fabricação de peças, montagem de componentes e ajuste de precisão durante a fabricação de acessórios, o que pode orientar e restringir todo o processo de fabricação de acessórios .
Processo de manufatura
- Como garantir o melhor desempenho da máquina de estado Qt
- Comemoração dos últimos cinco anos
- Como Garantir Preparação para Emergências no Armazém
- As cinco empresas de equipamentos de construção mais populares
- Jig e Fixture:Qual é a diferença?
- Jigs and Fixture:Funcionamento, vantagens e diferenças
- Um guia definitivo para entender uma luminária CNC
- Jig and Fixture:O que você precisa saber sobre as duas ferramentas de usinagem
- Comentário:entendendo os métodos de programação de robôs
- Métodos comuns para obter a precisão da peça de trabalho na usinagem (2)