


Tipo de ferramenta e tipo de processo necessário para fresamento de superfície
De que depende a formação da superfície de fresagem? A superfície fresada resultante pode ser uma superfície axial, uma superfície radial ou uma superfície complexa, dependendo do tipo de ferramenta e processo utilizado.
Tipo de ferramenta para fresamento de superfície
01. Superfície gerada axialmente
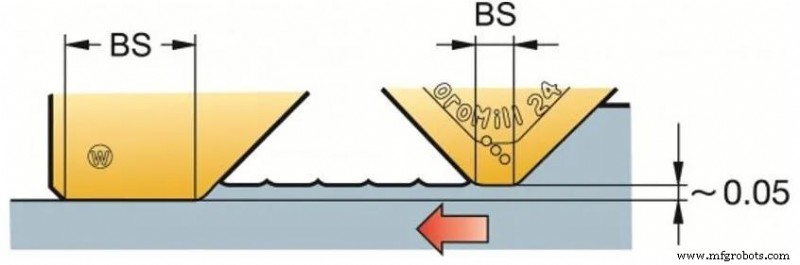
A forma do fundo da lâmina determina a qualidade da superfície resultante. O arco da ponta da ferramenta (RE) às vezes produz uma cúspide. O tamanho do pináculo depende do raio do arco e da alimentação.
Pastilhas com arestas de corte paralelas (BS) podem usinar superfícies planas. De acordo com a tolerância axial e excentricidade da fresa, a pastilha mais saliente produz a superfície final.

Para produzir a melhor qualidade de superfície de fresamento, é importante garantir que o avanço por revolução (fn =fz×zn) seja inferior a 80% de BS.
À medida que o diâmetro da fresa aumenta (e para fresas de dentes ultradensos), o número de dentes e o avanço por rotação aumentam, exigindo um BS maior. Uma vez que o avanço por rotação exceda a largura do terreno paralelo, o desvio axial da fresa afetará a qualidade da superfície.
Para obter a melhor qualidade de superfície de fresagem:
1) Use pastilhas Wiper (wiper) com BS pelo menos 25% maior que fn ou outras pastilhas de fresamento com Wiper
2) O uso de lâminas de cermet pode processar um melhor acabamento
3) Use fluido de corte para evitar grudar
Lâmina do limpador
Lâminas limpadoras ou lâminas paralelas longas podem atingir um acabamento de diâmetro maior. A lâmina do limpador é mais alta que a lâmina padrão para garantir que a lâmina do limpador gere a superfície final. O fn máximo não deve exceder 80% de BS.
Lâmina redonda
Lâminas redondas ou lâminas com grande raio de ponta podem atingir uma produtividade extremamente alta, mas não podem produzir superfícies de alta qualidade. Quanto maior o diâmetro da fresa, pior a qualidade da superfície.
02 . Superfície gerada radialmente
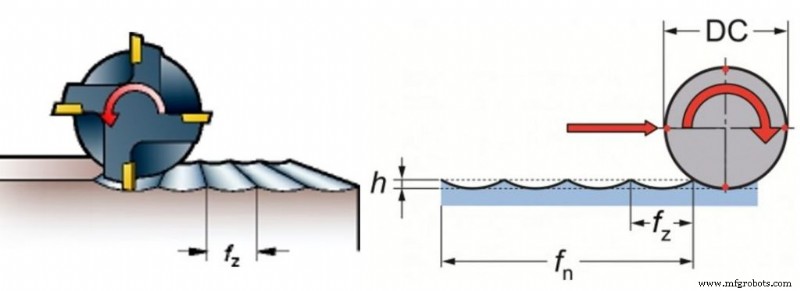
Ao usar fresas de topo, fresas de canto ou fresas de facear, são geradas superfícies radiais. Para superfícies geradas na direção radial, o perfil é usinado na aresta do lado da ferramenta.
Cada dente é usinado com uma ponta (h), onde a largura da ponta é igual ao avanço por dente fz, e a profundidade da ponta é determinada pela relação entre o diâmetro da fresa e fz. O tamanho do pináculo obtido pelo cálculo teórico é o menor.
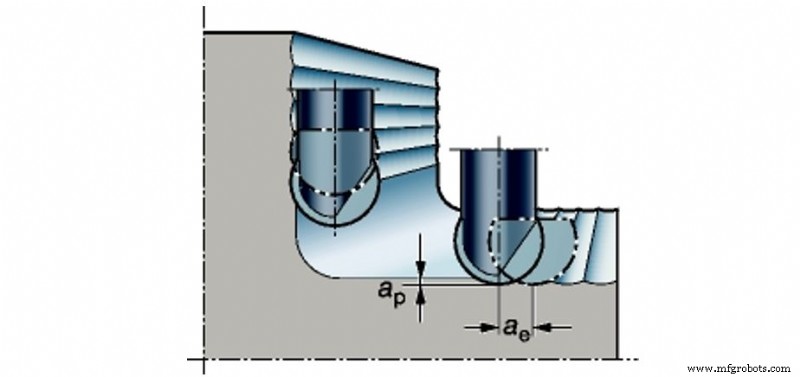
03 . Geração de superfície complexa
Ao usar uma fresa de topo esférica, uma superfície complexa será gerada.
Processo para Fresamento de Superfície
De acordo com o método de fresamento de superfície, ele pode ser dividido em três categorias:método de trajetória da ponta da ferramenta, método da ferramenta de conformação e método de geração.
O método de trajetória da ponta da ferramenta baseia-se na trajetória de movimento da ponta da ferramenta em relação à superfície da peça de trabalho para obter a geometria de superfície exigida pela peça de trabalho, como girar o círculo externo, aplainar o plano, retificar o círculo externo, girar o molde superfície com um mestre, etc. A trajetória depende do movimento relativo da ferramenta de corte fornecido pela máquina-ferramenta e pela peça de trabalho.
O método da ferramenta de formação é abreviado como método de formação. Ele usa uma ferramenta de conformação que combina com o perfil de superfície final da peça de trabalho, ou uma roda de conformação, etc., para processar a superfície de conformação, como torneamento de conformação, fresamento de conformação e retificação de conformação. Devido à dificuldade na fabricação de ferramentas de conformação, geralmente é usado apenas para processar superfícies de conformação curtas.
O método de geração também é chamado de método de fresagem. É o movimento de geração relativo da ferramenta de corte e da peça de trabalho durante o processamento, e a linha central instantânea da ferramenta e da peça de trabalho executa um rolamento puro entre si, mantendo uma certa relação de relação de velocidade entre os dois, e a superfície processada é O superfície envolvente da lâmina neste movimento, fresagem de engrenagem, modelagem de engrenagem, raspagem de engrenagem, afiação de engrenagem e retificação de engrenagem fazem parte do processo generativo. Alguns processos de corte têm as características tanto do método da trajetória da ponta da ferramenta quanto do método da ferramenta de conformação, como o torneamento de roscas.
Visão geral de plástico PTFE e dicas de usinagem de teflon
O serviço de fresamento manual desempenha um papel importante na indústria de usinagem
Processo de manufatura
- O que é uma fresadora e para que ela é usada?
- Propriedades dos materiais de aço e ferramentas usadas para punções
- Punções e matrizes de qualidade para fabricação de ferramentas
- Fresagem e Usinagem CNC:Para que serve?
- Serviços de retificação de superfície:processo e precisão
- Classes de aço ferramenta para punções e matrizes
- Remédios eficazes para problemas de perfuração e lascamento de matrizes
- Entendendo o processo de produção de matrizes, punções e lâminas para máquinas de punção e cisalhamento
- Entendendo os aços-ferramenta resistentes a choques para fabricação de punções e matrizes
- Métodos e Máquinas de Fresagem CNC