


Perfuração VS Alargamento VS Mandrilamento VS Afiação, qual é a diferença?
Dependendo do tamanho e dos requisitos de precisão, a usinagem de furos de tamanho macro em superfícies sólidas requer várias operações de corte de metal diferentes. Perfuração, mandrilamento, alargamento e brunimento são processos comuns usados por empresas de manufatura. Todos os processos envolvem, até certo ponto, a criação de novos furos na peça de trabalho ou a modificação de furos existentes. A furação é o processo de furação, enquanto a furação aumenta o diâmetro de um furo existente. Alargamento e brunimento são usados para melhorar o acabamento superficial e as tolerâncias dos furos existentes. As seções a seguir discutirão as semelhanças e diferenças entre os processos de perfuração, alargamento, mandrilamento e brunimento.
Perfuração
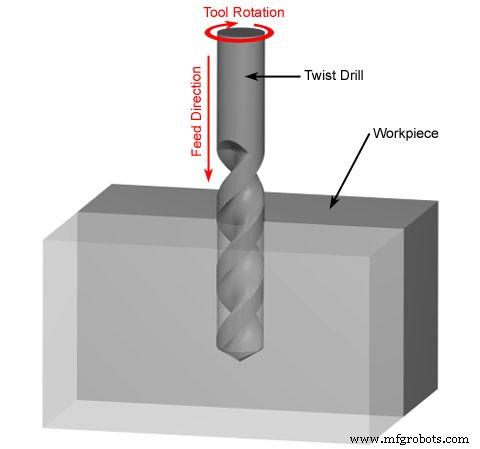
A precisão de perfuração é baixa, geralmente apenas IT13~IT11, e a rugosidade da superfície também é relativamente grande, Ra é geralmente 50~12,5 m. Mas a taxa de remoção de metal de perfuração é alta e a eficiência de corte é alta. A furação é usada principalmente para processar furos com requisitos de baixa qualidade, como furos para parafusos, furos inferiores rosqueados e furos para óleo. Para furos que exigem alta precisão de usinagem e qualidade de superfície, eles devem ser realizados por alargamento, mandrilamento ou retificação no processamento subsequente.
A perfuração tem as seguintes características tecnológicas:
1. A broca é facilmente desviada.
Ao perfurar em uma furadeira, é fácil fazer com que o eixo do furo seja deslocado e não reto, mas o diâmetro do furo não muda significativamente; ao furar em torno, é fácil causar a alteração do diâmetro do furo, mas o eixo do furo ainda é reto. Portanto, a face final deve ser processada antes da perfuração, e um furo cônico deve ser pré-perfurado com uma broca ou uma broca central para facilitar a centralização da broca. Ao fazer furos pequenos e profundos, para evitar o desvio e a não retilineidade do eixo do furo, o método de rotação da peça deve ser usado para furar o máximo possível.
2. A abertura é fácil de expandir.
As forças radiais desiguais das duas arestas de corte da broca durante a perfuração farão com que o diâmetro do furo se expanda; o desvio de corte durante a furação do torno horizontal também é uma razão importante para a expansão do diâmetro do furo; além disso, a excentricidade radial da broca também é o motivo da expansão do diâmetro do furo.
3. A qualidade da superfície dos furos é ruim.
Os cavacos de perfuração são relativamente largos e são forçados a entrar em espiral no furo. Quando eles fluem para fora, eles vão esfregar contra a parede do furo e arranhar a superfície processada.
4. Grande força axial durante a perfuração.
Isso é causado principalmente pela borda do cinzel da broca. Portanto, quando o diâmetro de perfuração é d>30mm, a perfuração geralmente é realizada em duas vezes. Perfure (0,5~0,7)d pela primeira vez e perfure até o diâmetro do furo necessário pela segunda vez. Como a aresta cinzelada não participa do corte pela segunda vez, um avanço maior pode ser usado para melhorar a qualidade da superfície e a produtividade do furo.
Alargamento
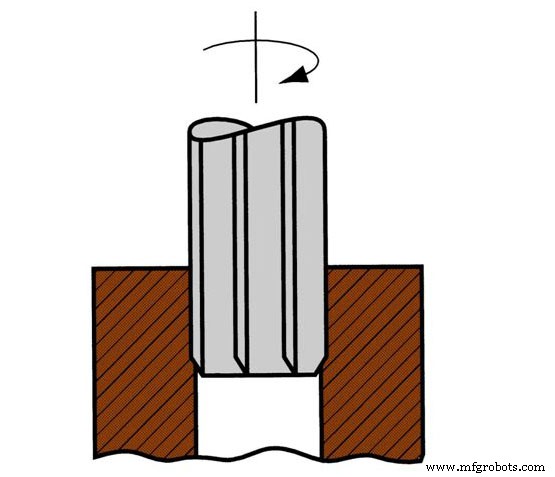
O alargamento é um processo de corte que envolve o uso de uma ferramenta de corte rotativa para criar uma parede interna lisa em um furo existente em uma peça de trabalho. As ferramentas de corte rotativas usadas para alargar são chamadas de alargadores. Assim como as brocas, os alargadores também podem remover material da peça de trabalho na qual são usados. No entanto, o alargador remove muito menos material do que a broca. O principal objetivo do alargamento é criar paredes lisas em furos existentes.
O escareamento é um método de acabamento para furos com base no semi-acabamento (mandrilamento ou semi-acabamento). Comparado com retificação e mandrilamento, a produtividade do alargamento é alta e a precisão do furo é facilmente garantida. No entanto, o alargamento não pode corrigir o erro de posição do eixo do furo, e a precisão da posição do furo deve ser garantida pelo processo anterior. A tolerância de tamanho do furo de alargamento pode chegar a IT9~IT6, e o valor de rugosidade da superfície pode chegar a Ra3.2~0.2μm.
Chato
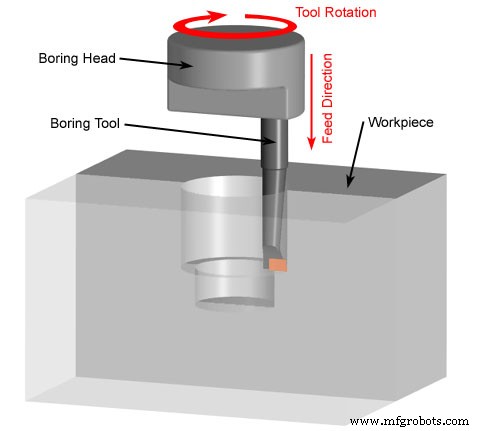
Mandrilamento é um processo de corte que envolve o uso de uma ferramenta de corte de ponto único ou cabeça de mandrilamento para ampliar um furo existente em uma peça de trabalho. Isso está em nítido contraste com a furação, que é criar um furo inicial na peça de trabalho.
O diâmetro do furo de mandrilamento não é limitado pelo tamanho da ferramenta e a capacidade de correção de erros de mandrilamento é forte. O corte múltiplo pode corrigir o erro de desvio do eixo do furo original e o furo de mandrilamento é consistente com a superfície de posicionamento. Alta precisão de posicionamento.
A faixa de processamento de mandrilamento é muito ampla, e furos de diferentes tamanhos e diferentes níveis de precisão podem ser processados. Para furos e séries de furos que exigem grande diâmetro, tamanho e precisão de posição, o mandrilamento é um bom método de processamento. A precisão do mandrilamento é IT9~IT7, e a rugosidade da superfície é Ra 3,2~0,8m. O mandrilamento pode ser usado em mandriladoras, tornos, fresadoras e outras máquinas-ferramentas, com forte flexibilidade e amplas aplicações de produção.
Características do processo de mandrilamento
(1) A adaptabilidade da perfuração é forte.
A perfuração pode ser realizada com base em furos de perfuração, fundição e forjamento. A gama de graus de tolerância dimensional alcançáveis e valores de rugosidade da superfície é ampla; exceto para furos pequenos e profundos, furos de vários diâmetros e vários tipos de estruturas quase podem ser perfurados.
(2) Difícil de controlar a qualidade do mandrilamento
O mandrilamento pode efetivamente corrigir o erro de posição do furo original, mas como o diâmetro da barra de mandrilar é limitado pelo diâmetro do furo, sua rigidez geralmente é baixa, fácil de dobrar e vibrar, então o controle da qualidade do mandrilamento (especialmente longo e fino furos) não é tão conveniente quanto escarear.
(3) A produtividade da perfuração é baixa.
Como o mandrilamento requer múltiplos passes com menor profundidade de corte e avanço para reduzir a deformação de flexão da barra de ferramentas, e mandrilar em máquinas de mandrilar e fresar requer o ajuste da posição radial da ferramenta de mandrilar na barra de ferramentas, então A operação é complicada e demorado.
(4) O mandrilamento é amplamente utilizado no processamento de furos de várias peças na produção de peça única e em pequenos lotes.
Na produção em massa, furar os furos dos rolamentos do suporte e do corpo da caixa requer uma matriz de furação.

(fonte de https://thehemloft.com/drilling-vs-boring-vs-reaming/)
Aprimoramento
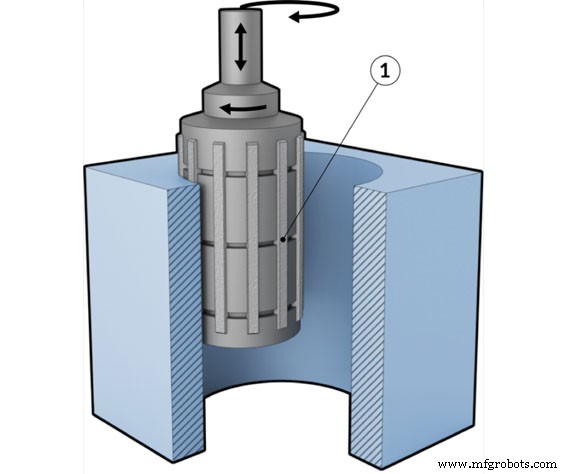
Afiar é o uso de uma cabeça de afiar com uma haste de afiar para polir o furo. O brunimento tem uma ampla gama de aplicações. Pode processar ferro fundido, aço endurecido e não endurecido, bronze, etc., mas não é adequado para processar metais plásticos que são fáceis de bloquear oilstone. O diâmetro do processo de brunimento é Φ5~Φ500mm, e furos profundos com L/D>10 também podem ser processados. Portanto, é amplamente utilizado para processar cilindros de motor, cilindros hidráulicos e vários furos de barril.
Características do processo de aperfeiçoamento
- Afiação pode alcançar maior precisão dimensional e precisão de forma, e a precisão de usinagem é IT7~IT6. Os erros de circularidade e cilindricidade do furo podem ser controlados, mas o brunimento não pode melhorar a precisão da posição do furo que está sendo usinado.
- Alta qualidade da superfície pode ser obtida por afiação, a rugosidade da superfície Ra é de 0,2 ~ 0,025 m, e a profundidade da camada de defeito de deterioração do metal da superfície é muito pequena (2,5 ~ 25 m).
- Comparado com a velocidade de moagem, a velocidade circunferencial da cabeça de afiação não é alta (VC=16~60m/min). No entanto, devido à grande área de contato entre a correia de brunimento e a peça de trabalho e a alta velocidade recíproca (VA=8~20m/min), a eficiência do brunimento ainda é relativamente alta.
A história da tecnologia de usinagem CNC
Como remover rebarbas e arestas afiadas em peças de usinagem de precisão
Processo de manufatura
- Materiais termoplásticos x termofixos:Qual é a diferença?
- Soldagem frontal vs soldagem reversa:Qual é a diferença?
- Ferro vs Aço:Qual é a diferença?
- Corte vs pregos de arame:Qual é a diferença?
- Corte a plasma vs. corte a laser:Qual é a diferença?
- Moagem vs Moagem:Qual é a diferença?
- Motor CC x CA:qual é a diferença?
- Qual é a diferença entre polimento e polimento?
- Estampagem de matriz progressiva versus matriz de transferência:qual é a diferença?
- Diferença entre furação, mandrilamento e alargamento