


Como melhorar os ciclos fixos de perfuração de perfuração
A maioria dos centros de usinagem CNC oferece dois tipos de ciclos fixos de furação:G73 realiza quebra de cavacos para materiais maleáveis e G83 realiza limpeza de cavacos para furos profundos. O G73 é usado para quebrar cavacos à medida que os furos são perfurados, retraindo a broca um pouco em intervalos regulares (a cada 0,1 polegada ou 2,5 mm, por exemplo). O G83 é usado para remover cavacos dos canais da broca à medida que os furos são perfurados, retraindo a broca completamente para fora do furo a cada três a cinco vezes o diâmetro da broca.
E se você precisar usinar furos profundos em materiais maleáveis? Isso requer uma combinação dos dois ciclos fixos, e a maioria dos CNCs não possui um ciclo fixo para isso. Com o FANUC Custom Macro, no entanto, pode criar o seu próprio ciclo fixo de furação e fazê-lo comportar-se da forma que pretender. Você pode até criar um comando de chamada modal e executá-lo com um código G de sua escolha, cancelando com G80.
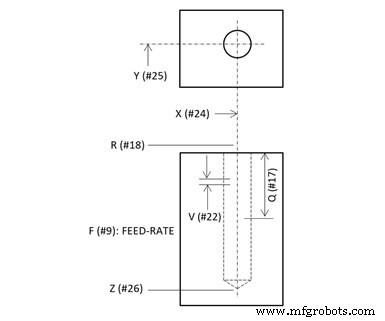
Idealmente, o seu ciclo fixo Custom Macro criado pelo usuário usará as mesmas palavras do CNC e será chamado da mesma maneira que G73 e G83. Isso garantirá consistência, minimizará a confusão e evitará que os programadores façam modificações extensas nos programas atuais que estão usando G73 ou G83. Esta ilustração mostra as palavras relacionadas para o nosso exemplo.
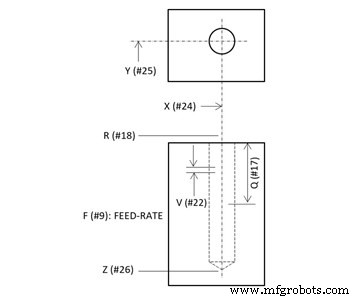
Observe que os argumentos de endereço de letra escolhidos correspondem àqueles usados com G83, com a adição do endereço de letra V para especificar a profundidade do pico de quebra de cavacos. Aqui está um exemplo de programa de chamada que usinará seis furos. Observe como é semelhante a um programa que usa G83.
%
O0001
(N005 T01 M06
N010 G54 G90 S600 M03
N015 G00 X0 Y0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030 X2.0
N035 X3.0
N040 Y2.0
N045 X2.0
N050 X1.0
N055 G67
N060 G91 G28 Z0 M19
N065 M30
%
G66.1 especifica um comando modal de chamada de Macro Personalizada. G67 cancela. Se você quiser usar um código G especial para chamar a Macro Personalizada modal, digamos G89, coloque um valor de -89 no parâmetro de código G criado pelo usuário relacionado ao programa O9010. Para CNCs FANUC atuais, passa a ser o parâmetro 6050. O valor 89 é o número do código G. Torná-lo negativo informa ao CNC que você deseja que ele cause uma chamada modal à macro personalizada. Você também deve confirmar que o bit 3 do parâmetro 6007 está definido como zero para garantir que o método G66.1 de chamada de macro personalizada modal seja usado (não G66).
Para cancelar com G80 em vez de G67, crie outro código G criado pelo usuário. Colocar o valor 80 no parâmetro 6051. A partir deste ponto, o CNC executará o programa O9011 sempre que se ler G80:
%
O9011
G80 (função normal de G80, cancelar ciclo fixo)
G67 (Cancelar chamada de macro personalizada modal)
M99
%
Aqui está a macro personalizada de perfuração:
%
O9010
(MANTER ARGUMENTOS MODAIS)
SE[#24EQ#0] ENTÃO #101=#5001
SE[#24NE#0] ENTÃO #101=#24
SE[#25EQ#0] ENTÃO #102=#5002
SE[#25NE#0] ENTÃO #102=#25
SE[#26NE#0] ENTÃO #103=#26
SE[#18NE#0] ENTÃO #104=#18
SE[#17NE#0] ENTÃO #105=#17
SE[#22NE#0] ENTÃO #106=#22
SE[#9NE#0] ENTÃO #107=#9
#24=#101
#25=#102
#26=#103
#18=#104
#17=#105
#22=#106
#9=#107
(CONSTANTES)
#33=0,05 (APROXIMAÇÃO DO FURO)
#4=0,005 (MONTANTE DE RECUPERAÇÃO DE QUEBRA DE CHIP)
(INICIALIZAR PARA CIRCUITO DE LIMPEZA DE CHIP)
#28=REDONDO[[ABS[#26-#18]]/#17] (NÚMERO DE BICOS DE LIMPEZA DE CHIP)
#17=[ABS[#26-#18]]/#28 (PROFUND.
#29=#18 (POST DE APROXIMAÇÃO DE PECK DE LIMPEZA DE CHIP ATUAL)
(INICIALIZAR PARA LOOP DE QUEBRA DE CHIP)
#31=ROUND[#17/#22] (NÚMERO DE PECKS DE QUEBRA DE FICHA)
#22=#17/#31 (PROFUNDIDADE RECALCULADA DE QUEBRA DE CABOS)
#32=#18-#22 (CHIP ATUAL QUEBRANDO POSIÇÃO INFERIOR)
(MOVIMENTOS DE POSICIONAMENTO INICIAL)
G00 X#24 Y#25
Z#18
(CIRCUITO DE PERFURAÇÃO DE PICA DE LIMPEZA DE CAVALO)
#27=1 (CONTADOR PARA BICOS DE LIMPEZA DE CHIP)
ENQUANTO [#27 LE #28] FAÇA 1
G00 Z#29 (MOVER PARA A ABORDAGEM Z ATUAL POS)
(CIRCUITO DE PERFURAÇÃO DE QUEBRA DE CHIP)
#30=1 (CONTADOR PARA PECKS DE QUEBRA DE FITAS)
ENQUANTO [#30 LE #31] FAÇA 2
G01 Z#32 F#9 (FAZER PECK)
G00 Z[#32+#4] (QUEBRA FICHA)
(VALORES DO CIRCUITO DE PERFURAÇÃO DE QUEBRA DE CHIPB PASSO)
#30=#30+1 (CONTADOR DE PASSOS)
#32=#32-#22 (PASSO CURRENT CHIP BREAK INFERIOR)
FIM 2
G00 Z#18 (RETIRAR DO FURO)
#27=#27+1 (CONTADOR DE PASSOS)
#29=#32+#22+#33
FIM 1
M99
%
5 erros que encontramos na maioria dos programas de máquinas CNC
Como treinar operadores de máquinas CNC de forma eficaz
Equipamento industrial
- Como usar drones para melhorar a segurança no local de trabalho
- Como calcular e melhorar a disponibilidade da máquina
- Como os amortecedores melhoram a segurança e a durabilidade
- Como os grampos hidráulicos podem melhorar a eficiência da produção
- Como melhorar a implementação da manutenção preventiva?
- Como melhorar a formação dos trabalhadores?
- Como melhorar o desempenho dos funcionários?
- Como melhorar a precisão da máquina
- Como uma máquina de corte de vigas pode melhorar a produtividade
- Como melhorar o processo de anodização de plástico?