


Um método conveniente e eficaz para depositar filme fino de baixa densidade nc-Si:H da PECVD
Resumo
O filme fino de silício nanocristalino hidrogenado (nc-Si:H) tem recebido muita atenção como um material promissor para transistores de tela plana, células solares, etc. No entanto, a estrutura multifásica de nc-Si:H leva a muitos defeitos. Um dos maiores desafios é como reduzir os defeitos de maneira conveniente. Neste trabalho, desenvolvemos um método simples e eficaz para depositar filmes finos de nc-Si:H com baixa densidade de defeitos. Este método é simplesmente ajustando a pressão de deposição em uma faixa de alta pressão no processo de deposição de vapor químico aprimorado por plasma (PECVD). As microestruturas do nc-Si:H foram caracterizadas por Raman, AFM e SEM. Além disso, nos concentramos na densidade do defeito, que era a principal característica dos materiais fotovoltaicos, e alcançamos a densidade do defeito de 3,766 × 10 16 cm −3 . Essa densidade de defeito é menor do que a de estudos anteriores sobre a fabricação de nc-Si:H de baixa densidade de defeito por outros métodos complexos no processo PECVD. A vida útil da portadora minoritária de nc-Si:H é, portanto, muito melhorada. Além disso, demonstramos o mecanismo sobre o efeito da pressão de deposição no bombardeio de íons e provamos que a densidade do defeito é a característica chave para o material fotovoltaico nc-Si:H.
Histórico
Um marco importante no progresso da tecnologia de silício de filme fino é o desenvolvimento de silício nanocristalino hidrogenado de alta qualidade (nc-Si:H). Comparado com o silício amorfo hidrogenado (a-Si:H), o nc-Si:H tem uma mobilidade muito maior, uma resposta muito melhor em comprimentos de onda maiores que 800 nm e é muito menos suscetível à degradação de Staebler-Wronski [1, 2]. O filme fino nc-Si:H pode ser depositado usando deposição química de vapor aprimorada por plasma (PECVD), o que o torna compatível com a indústria de circuito integrado bem desenvolvida. Portanto, o filme fino nc-Si:H tem ampla aplicação em diversos dispositivos, como transistores de filme fino [3], fotodetectores [4] e células solares [5].
No entanto, como um material multifásico, o filme fino nc-Si:H tem seus próprios defeitos, como vazios e ligações pendentes nas interfaces dos cristais / fase amorfa e entre os cristais. Sabe-se que o hidrogênio atômico é a chave para a deposição de nc-Si:H de alta qualidade que apresenta menos defeitos [6]. O hidrogênio atômico pode saturar ligações pendentes, e foi apontado [7] que o hidrogênio atômico na superfície de crescimento dá origem ao crescimento do cristal a uma temperatura muito mais baixa do que a de fusão. Assim, mais hidrogênio atômico é benéfico para a deposição de nc-Si:H de alta qualidade. A fim de aumentar o fluxo atômico de hidrogênio na superfície de crescimento, uma alta diluição de hidrogênio ou depleção de silano seria essencial para o crescimento de nc-Si:H.
Produzir depleção de silano em PECVD é aumentar a potência de radiofrequência (RF) [7]. Mas simplesmente aumentar a potência aumentará drasticamente o bombardeio de íons na superfície de cultivo, o que provavelmente levará a mais defeitos. Assim, uma polarização de corrente contínua (DC) deve ser usada para suprimir o bombardeio de íons. No entanto, se a potência de RF for aumentada para obter mais hidrogênio atômico, a polarização DC também deve ser alterada. Caso contrário, a polarização DC não pode aliviar o bombardeio de íons de forma eficaz. E a polarização DC adequada sob determinada potência de RF não pode ser encontrada sem os vastos experimentos. Outro método de aumentar o conteúdo de hidrogênio atômico é aumentar a pressão de deposição. A frequência de colisão elétron-molécula aumenta com a pressão de deposição. Faz a taxa de dissociação de SiH 4 e H 2 Aumentar. Uma dissociação de SiH 4 e H 2 gera o hidrogênio atômico [8]. Como resultado, o aumento da pressão de deposição pode aumentar o conteúdo de hidrogênio atômico.
Neste artigo, propomos, portanto, ajustar a pressão de deposição em uma faixa de alta pressão para obter mais hidrogênio atômico (a pressão de deposição convencional é de 50–100 Pa). É um método conveniente e eficaz no processo PECVD. Ao usar este método, o filme depositado sob uma determinada pressão tem uma densidade de defeito menor em comparação com estudos anteriores sobre a fabricação de nc-Si de baixa densidade de defeito:H [5, 9, 10]. E uma alta vida útil de portadora minoritária foi alcançada. Além disso, em comparação com os relatórios anteriores sobre o efeito de diferentes pressões de deposição nas propriedades macroscópicas ou gerais das amostras [11, 12], estendemos significativamente a faixa de pressão de deposição e nos concentramos em seu efeito não apenas nas propriedades gerais (por exemplo, cristalinidade), mas também na densidade do defeito e na vida útil do portador minoritário, que são características-chave para material fotovoltaico de alta qualidade. Além disso, demonstramos o mecanismo sobre o efeito da pressão de deposição no bombardeio de íons, enquanto relatórios anteriores apenas forneciam discussões gerais. E provamos ainda que o bombardeio de íons não é o mais fraco, melhor para o crescimento do filme (o grau de bombardeio de íons deve ser apropriado). No final, provamos que a densidade do defeito é a característica chave para o material fotovoltaico nc-Si:H.
Métodos / Experimental
Os filmes finos nc-Si:H foram cultivados em vidro Corning por um sistema PECVD acoplado capacitivamente (o diagrama esquemático do reator é mostrado na Fig. 1a) em diferentes pressões de deposição. A pressão de deposição foi aumentada de 150 para 1050 Pa, com uma etapa de 150 Pa. Todas as amostras foram depositadas usando RF de 13,56 MHz e densidade de potência de 0,32 W / cm 2 , com um gás total (SiH 4 e H 2 ) taxa de fluxo de 110 sccm (o SiH 4 concentração foi de 0,727%). A temperatura do substrato foi mantida a 250 ° C e o tempo de deposição foi de 2 h.
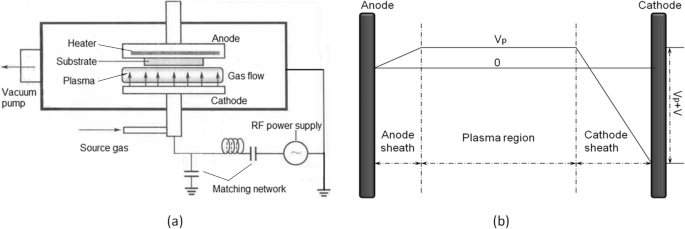
O diagrama esquemático de a o reator PECVD e b a distribuição de potencial entre os eletrodos ( V p , o potencial de plasma; V , o potencial de RF quadrada média)
A cristalinidade X c foi calculado a partir de espectros Raman medidos com um espectrômetro micro-Raman UV (Jobin Yvon LabRam, HR800) no modo de retroespalhamento usando um laser Ar-ion a 514,5 nm. A densidade de potência do laser foi mantida em 1 mW / mm 2 para evitar qualquer cristalização induzida por feixe. A densidade de defeitos das amostras foi caracterizada pela densidade de spin Ns, que foi calculada a partir dos resultados medidos por um espectrômetro de ressonância de spin de elétrons (ESR) (Bruker, banda EMX-8X) a 9,8 GHz e 5 mW. O tempo de vida efetivo da operadora minoritária τ foi medido usando um Semilab WT-1200A. A morfologia da superfície desses filmes foi observada em um microscópio de força atômica (AFM, SII Nanonavi E-Sweep), e a micromorfologia foi observada em um microscópio eletrônico de varredura (MEV, Sirion 200).
Resultados e discussão
Investigação estrutural por análise Raman
Para a investigação estrutural do filme fino nc-Si:H depositado sob várias pressões, medições micro-Raman foram realizadas. Na Fig. 2, quatro amostras representativas foram escolhidas para mostrar os espectros Raman. Eles são depositados sob 300 Pa, 450 Pa, 750 Pa e 1050 Pa, respectivamente. Cada espectro (círculos abertos) sob certa pressão pode ser deconvoluído em três picos Gaussianos:(1) uma ampla distribuição Gaussiana em torno de 480 cm −1 , que é atribuído ao óptico transversal (TO 1 ) modo de silício amorfo; (2) um pico próximo a 520 cm −1 , que pertence ao assimétrico TO 2 modo vibracional do silício cristalino [13, 14]; e (3) o pico em torno de 506 cm −1 que é atribuído à ordem de intervalo intermediário [1, 15]. A cristalinidade ( X c ) em nc-Si:H pode ser calculado por [16, 17]:
$$ {X} _c =\ left ({I} _ {520} + {I} _ {506} \ right) / \ left ({I} _ {520} + {I} _ {506} + \ gamma {I} _ {480} \ right) $$ (1)
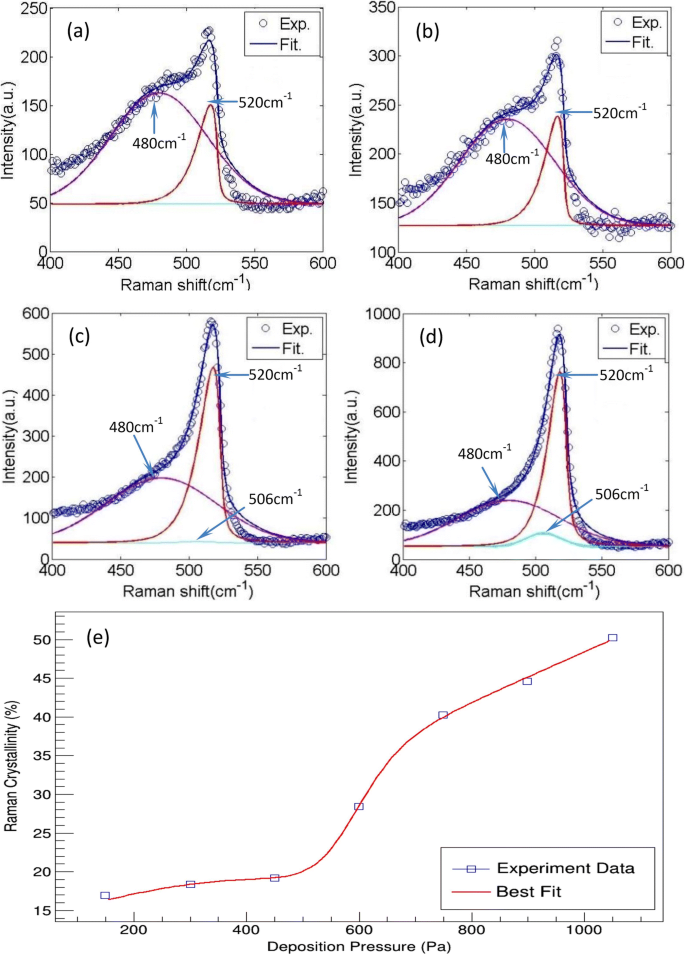
Espectros Raman e sua deconvolução de amostras típicas depositadas sob 300 Pa ( a ), 450 Pa ( b ), 750 Pa ( c ) e 1050 Pa ( d ) e a cristalinidade calculada de filmes finos de nc-Si:H depositados sob diferentes pressões ( e )
onde γ é a razão da seção transversal Raman integrada para c-Si para a-Si ( γ =1 [17, 18]), e I 520 , eu 506 , eu 480 são a intensidade integrada dos picos observados em 520, 506, 480 cm −1 , respectivamente. A cristalinidade em função de diferentes pressões de deposição é representada graficamente na Fig. 2e.
Sabe-se que o hidrogênio atômico (H) é gerado principalmente a partir das duas colisões a seguir em plasma de silano diluído em hidrogênio [8]:
- a.
A reação de elétron-silano primário
- b.
A reação elétron-hidrogênio
De acordo com as fórmulas S (1) e S (2) no arquivo Adicional 1, podemos obter \ ({n} _e =\ frac {P} {RT} \ bullet \ mu \) ( P , pressão de deposição; R , constante de gás ideal; T , temperatura absoluta do gás antes da descarga; μ , taxa de ionização; e n e , densidade de elétrons). μ é constante devido à potência de RF inalterada e T também é constante. A densidade de elétrons n e assim aumenta com a pressão de deposição P . De acordo com as Eqs químicas. (2) e (3), a densidade de H que é produzida no plasma aumenta com n e . Esta é a análise teórica em condições ideais. O processo de descarga é tão complexo que a análise do processo de descarga (ou seja, diagnósticos de plasma) se torna uma disciplina independente. A variação de H com a pressão de deposição na condição real deve ser medida por meio de diagnósticos de plasma. Yang et al. mediu a intensidade de \ ({H} _ {\ alpha} ^ {\ ast} \) (\ ({I} _ {H _ {\ alpha} ^ {\ ast}} \)) por espectros de emissão óptica (OES) e demonstrar \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) primeiro aumenta e depois diminui [19]. De acordo com relatórios de diagnósticos de plasma anteriores, a intensidade de \ ({H} _ {\ alpha} ^ {\ ast} \) indica a quantidade de hidrogênio atômico [20, 21]. Assim, a densidade de H no plasma primeiro aumenta e depois diminui quando a pressão de deposição continua aumentando. Essa tendência é um pouco diferente da nossa análise teórica. A diferença está relacionada à reação secundária de H:
$$ \ mathrm {H} + {\ mathrm {SiH}} _ 4 \ to {\ mathrm {H}} _ 2 + {\ mathrm {SiH}} _ 3 $$ (4)
onde SiH 4 é aquele que não é decomposto, ou seja, o SiH 4 restante . Em nosso experimento, a pressão de deposição é aumentada reduzindo o fluxo de saída de gases, incluindo SiH 4 . Em outras palavras, é equivalente a aumentar o suplemento de SiH 4 . Quando a pressão de deposição sobe para um determinado nível, a velocidade de SiH 4 suplemento excede sua velocidade de decomposição. Assim, há mais quantidades de SiH 4 deixou. Há uma distância para H desde sua fuga do plasma até sua chegada à superfície de crescimento do filme. H reagirá com o SiH 4 restante nesta distância, conforme mostrado na Eq. química secundária. (4). A densidade de H, portanto, diminui. Como resultado, a densidade do hidrogênio atômico primeiro aumenta e depois diminui quando a pressão de deposição continua aumentando. É conhecido que mais quantidade de H é benéfica para a deposição de nc-Si:H de baixa densidade de defeito. Portanto, a densidade do defeito de nc-Si:H depositada em nosso experimento mostra a mesma tendência da densidade do hidrogênio atômico, ou seja, a densidade do defeito primeiro diminui e depois aumenta. As discussões sobre a tendência da densidade de defeitos em detalhes são mostradas na última seção.
Na Fig. 2e, pode ser visto claramente que a cristalinidade de nc-Si:H, X c , aumenta com a pressão de deposição. Isso indica que o aumento da pressão pode aumentar X c . A cristalinidade não é apenas afetada pelo hidrogênio atômico, mas também influenciada pelo conteúdo do precursor de crescimento SiH n ( n =1,2,3, principalmente n =3) que pode ser indicado por SiH * em medição OES [21, 22]. Hsieh et al. demonstraram que \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ (a relação de intensidade \ ({H} _ {\ alpha} ^ {\ ast} \) / SiH * ) aumenta com a pressão de deposição [20]. É geralmente aceito que \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ é o índice para X c , ou seja, X c aumenta com o aumento de \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ [21, 23]. Portanto, o \ ({I} _ {H _ {\ alpha} ^ {\ ast}} \) / I SiH ∗ tendência apóia fortemente nosso resultado sobre a tendência de X c .
O tamanho médio do grão d também pode ser deduzido do espectro Raman, de acordo com a fórmula [24, 25]:
$$ d =2 \ pi \ sqrt {B / \ Delta \ upnu} $$ (5)
onde ∆ν é a frequência em unidade de cm −1 shift, que foi definido como a diferença entre o valor de frequência de pico observado e aquele do Si em massa. Usando o valor usual de B de 2,0 cm −1 nm 2 [25], d =4,07 ~ 4,50 nm.
Morfologia de superfície e o mecanismo sobre a influência da pressão de deposição no bombardeio de íons
Além da análise estrutural por espectroscopia Raman, a morfologia das amostras também foi caracterizada por AFM, conforme mostrado na Fig. 3. Para detectar a evolução da rugosidade das superfícies do filme, a raiz quadrada média (RMS) em função da pressão de deposição foi representado na Fig. 3h (o valor RMS foi calculado em vários locais diferentes em cada filme). Na Fig. 3h, o RMS diminui à medida que a pressão de deposição aumenta. O aumento da pressão causa uma colisão agravada entre as partículas e subsequente perda de energia cinética quando essas partículas atingem a superfície de crescimento do filme. Os íons de energia mais baixa que chegam à superfície de crescimento do filme levam a um bombardeio de íons mais fraco. Isso sugere que o aumento da pressão é benéfico para a supressão do bombardeio iônico, o que também foi mencionado no relatório anterior [7]. No entanto, o mecanismo sobre a influência da pressão de deposição no bombardeio iônico não foi demonstrado. Será investigado da seguinte forma.
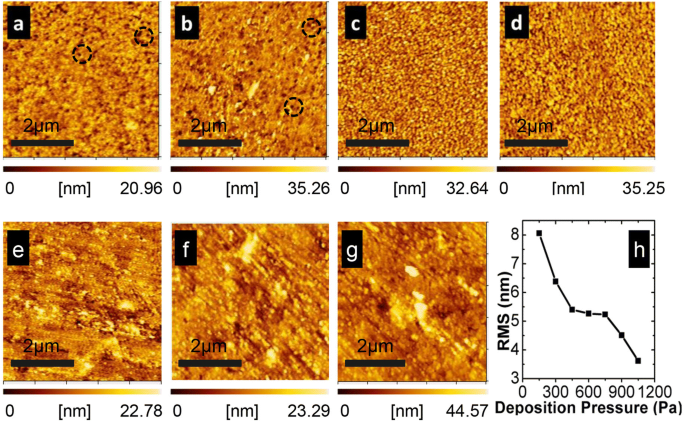
Imagens de AFM de filmes finos de nc-Si:H mostrando uma mudança na morfologia da superfície por diferentes pressões de deposição. a 150 Pa, b 300 Pa, c 450 Pa, d 600 Pa, e 750 Pa, f 900 Pa e g 1050 Pa. As crateras em a e b são marcados por círculos tracejados e raiz quadrada média (RMS) da rugosidade das superfícies do filme sob diferentes pressões de deposição marcadas como h
A distribuição de potencial entre os dois eletrodos pode ser dividida em três regiões:região do plasma no centro, bainha do ânodo e bainha do cátodo (ver Fig. 1b). Os íons que levam ao bombardeio de íons devem se difundir para fora da região do plasma e passar pela bainha do ânodo. O potencial do plasma é maior do que o de qualquer outra seção do reator porque os elétrons se difundem mais rápido do que os íons. Como a parede do nosso reator está aterrada, o potencial do plasma é positivo (ver Fig. 1). Assim, os ânions ficam presos na região do plasma; apenas as partículas neutras e cátions podem se difundir para a bainha do ânodo e, finalmente, atingir a superfície de crescimento do filme. Em outras palavras, o bombardeio de íons em nosso experimento é causado apenas por cátions. Os cátions passam pela bainha do ânodo sem colisão, pois a largura da bainha é muito pequena (a evidência em detalhes é mostrada no arquivo adicional 1). Como resultado, os cátions só são acelerados pelo campo elétrico da bainha do ânodo quando entram na bainha. Portanto, a força do bombardeio de íons depende apenas da velocidade inicial do cátion quando eles apenas entram na bainha do ânodo ( v 0 ) e o grau de aceleração pelo campo elétrico da bainha do ânodo posteriormente.
Em primeiro lugar, a correlação de v 0 com a pressão de deposição será analisada. Partículas incluindo cátions perdem sua energia cinética na região do plasma devido ao agravamento da colisão quando a pressão de deposição aumenta. Então, v 0 diminui à medida que a pressão aumenta. Em seguida, será demonstrada a variação do grau de aceleração pelo campo elétrico da bainha com a pressão de deposição. Sabe-se que [22]:
$$ {V} _p- {V} _f =\ frac {k {T} _e} {2e} \ left (\ frac {m_i {T} _e} {m_e {T} _i} \ right) $$
onde m e é a massa do elétron; m i é a massa do íon; T e e T i são a temperatura do elétron e do íon, respectivamente; V p é o potencial do plasma; e V f é o potencial flutuante. Como o substrato está suspenso em nosso reator, a voltagem da bainha do ânodo, V bainha é igual a V p - V f , então nós temos:
$$ {V} _ {\ mathrm {bainha}} =\ frac {k {T} _e} {2e} \ left (\ frac {m_i {T} _e} {m_e {T} _i} \ right) $$ (6)
Na região do plasma, T e diminui à medida que o aumento da pressão de deposição agrava a colisão entre as partículas (incluindo elétrons e íons). Hsieh et al. demonstraram que T e diminui com o aumento da pressão de deposição pela medição OES [20]. Isso sugere que a tendência de T e por nossa análise teórica é absolutamente correto. Comparado com T e , T i diminui tão pouco que pode ser considerado inalterado. Como resultado, V bainha diminui quando a pressão aumenta de acordo com a Fórmula (6). Isso enfraquece o grau de aceleração da bainha do ânodo. Juntamente com a queda v 0 , podemos chegar à conclusão de que a energia cinética dos cátions que atinge a superfície de crescimento do filme torna-se muito menor quando a pressão aumenta. Em outras palavras, o aumento da pressão de deposição torna o efeito do bombardeio de íons mais fraco. Portanto, o RMS da superfície do filme continua diminuindo de 150 para 1050 Pa. De acordo com o relatório anterior, quanto menor a energia do íon, melhor é a cristalinidade [7]. Também apóia a conclusão sobre a correlação entre cristalinidade e pressão de deposição que já traçamos. Além disso, as superfícies do filme que são depositadas sob pressões muito mais baixas (150 Pa e 300 Pa) são mais rugosas, e podemos ver também que essas superfícies contêm muitas crateras, como mostrado nas Fig. 4a, b. Essa é a consequência do bombardeio de íons fortes. De acordo com a Fig. 3, podemos aparentemente concluir que o filme depositado abaixo de 450 Pa é o mais compacto (especialmente mostrado nas Figs. 5c e 6d) e uniforme.
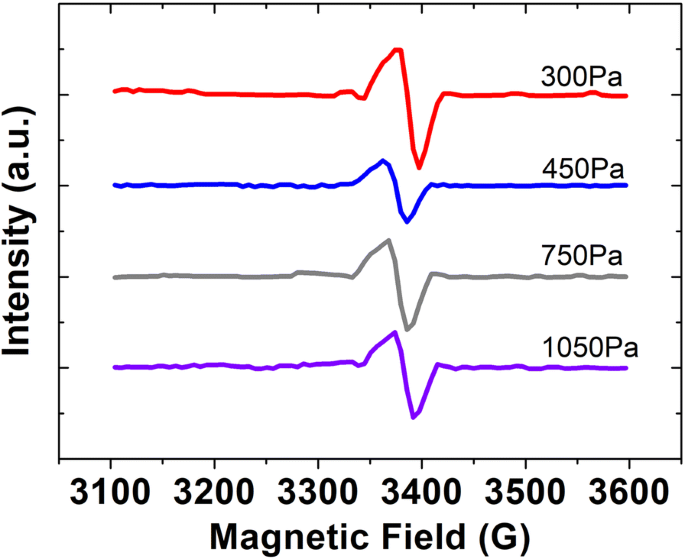
Os espectros ESR de amostras típicas depositadas sob 300 Pa, 450 Pa, 750 Pa, 1050 Pa
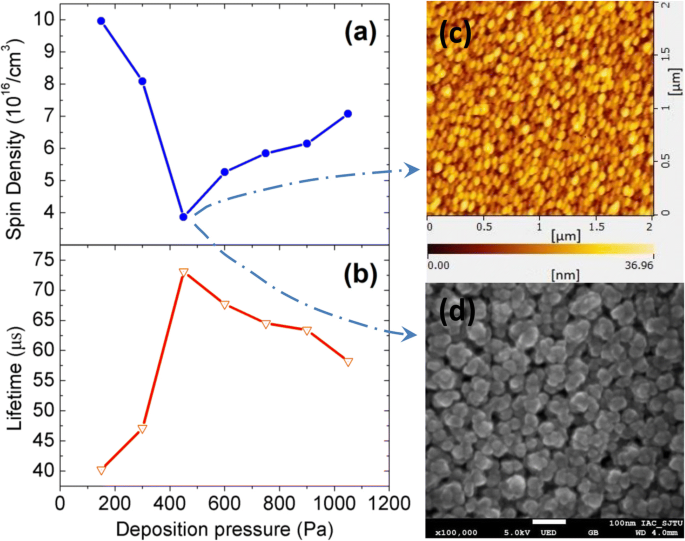
Dependência da densidade de spin ( a ) e vida útil efetiva da portadora minoritária ( b ) em diferentes pressões de deposição. A imagem AFM de alta resolução ( c ) e imagem SEM ( d ) de nc-Si:filme fino H depositado sob 450 Pa
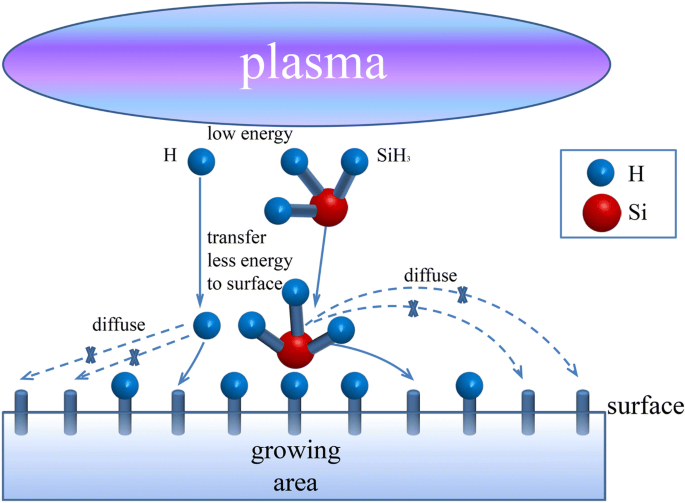
Diagrama esquemático da difusão de partículas na superfície de crescimento
Densidade de defeito e propriedade elétrica
O efeito da pressão de deposição na densidade do defeito do filme fino nc-Si:H foi investigado pela técnica ESR. A Figura 4 mostra os quatro espectros ESR de amostras típicas que foram depositadas sob 300 Pa, 450 Pa, 750 Pa, 1050 Pa, respectivamente. Os dados da Fig. 5a são calculados a partir do espectro ESR de cada amostra. Conforme mostrado na Fig. 5a, quando a pressão aumenta, a densidade de rotação primeiro diminui e depois aumenta. Há um mínimo de 450 Pa. De acordo com o princípio ESR, o número de spins desemparelhados é diretamente proporcional à densidade de ligações neutras pendentes. Essas ligações residem principalmente na superfície de crescimento do filme e constituem o defeito em estado estacionário da superfície de crescimento do filme, enquanto a densidade do defeito no filme resultante é basicamente determinada por essa densidade de defeito em estado estacionário [26]. Portanto, os resultados calculados a partir dos espectros de ESR são de fato a densidade de defeito do filme resultante. Esses resultados na Fig. 5a revelam que a densidade do defeito em nc-Si:H atinge um mínimo de 450 Pa, que é 3,766 × 10 16 cm −3 . Chowdhury et al. estudou como fabricar nc-Si:H com baixa densidade de defeitos. Quando eles usaram uma fonte de RF de 13,56 MHz, eles fizeram o possível para alcançar a densidade de defeito baixo. Os valores eram 1,1 × 10 17 e 7,0 × 10 16 cm −3 . Quando eles usaram uma fonte de excitação de frequência muito alta (VHF) (54,24 MHz), eles alcançaram a densidade de defeito mais baixa de 4,3 × 10 16 cm −3 [10]. Sabe-se que a energia iônica no plasma VHF é baixa e a densidade do fluxo iônico é alta. Devido a esses dois fatores, o filme fino depositado pelo VHF-PECVD contém baixa densidade de defeitos e, portanto, apresenta alta qualidade [27]. No entanto, a densidade do defeito é maior do que a nossa, e a fonte de excitação de 54,24 MHz é muito mais cara do que sua contraparte de 13,56 MHz. A fim de atingir baixa densidade de defeitos, Wen et al. adicionalmente aplicada polarização DC. No entanto, o mínimo é 4,0 × 10 16 cm −3 [9]. Encontrar uma potência de RF adequada não é fácil, muito menos uma polarização DC apropriada. O motivo é que a polarização DC deve ser ajustada assim que a potência de RF for alterada. Caso contrário, a polarização DC não pode aliviar o bombardeio de íons de forma eficaz. Em contraste, nosso método é simples. Recentemente, Jadhavar et al. depositaram um nc-Si:H de alta qualidade por PECVD que tem densidade de defeito baixa. A densidade do defeito é de cerca de 8,75 × 10 16 cm −3 [5]. Portanto, nosso método para obter uma película fina de baixa densidade de defeitos é conveniente e eficaz. Levando em consideração que quanto menor for a densidade do defeito, maior deve ser o tempo de vida do portador minoritário, realizamos diretamente a medição do tempo de vida do portador minoritário. Conforme mostrado na Fig. 5b, o tempo de vida efetivo da portadora minoritária atinge seu máximo em 450 Pa. A tendência de vida útil da portadora minoritária é sincronizada com a densidade de defeito calculada a partir dos espectros ESR. Isso revela que a densidade de defeitos dos filmes pode ser absolutamente medida por ESR.
Relação de bombardeio de íons e densidade de defeitos
O aumento da pressão pode suprimir o bombardeio de íons. Em certo sentido, a densidade do defeito deve cair continuamente de 150 para 1050 Pa. Na verdade, ela diminui e depois aumenta. Há outro fator que não deve ser ignorado - a difusão de H e SiH 3 (no plasma, o principal precursor do filme é SiH 3 [26]). O diagrama esquemático da difusão das partículas na superfície de crescimento é mostrado na Fig. 6. De 150 a 1050 Pa, a energia cinética das partículas reduz. O efeito do bombardeio de íons é certamente cada vez menor. No entanto, a energia cinética das partículas reduz significativamente de 450 para 1050 Pa devido ao aumento da frequência de colisão das partículas. O hidrogênio atômico, que é a chave para a deposição de nc-Si:H de alta qualidade, perde sua energia cinética tanto que não pode se difundir mais para saturar mais ligações pendentes, muito menos sua densidade começa a diminuir, o que é mostrado no “Investigação estrutural por análise Raman.” Por outro lado, as partículas, incluindo o hidrogênio atômico, perdem sua energia cinética drasticamente, de modo que não podem transferir mais energia para a superfície em crescimento. Assim, o comprimento de difusão de SiH 3 o precursor não pode ser aprimorado. Sabe-se que se SiH 3 absorvido na superfície poderia encontrar os locais de crescimento favoráveis energeticamente, uma estrutura atomicamente mais ordenada é formada. Mas agora, SiH 3 não tem comprimento de difusão suficiente para encontrar seus locais de crescimento energeticamente favoráveis. Portanto, a estrutura ordenada não pode ser formada. Ou seja, o filme depositado apresenta mais defeitos. Como resultado, a densidade de spin na Fig. 5a começa a aumentar de 450 Pa, pelo contrário. No entanto, é importante notar que as densidades de spin de 600 a 1050 Pa ainda são menores que as de 150 a 300 Pa. É o resultado do bombardeio de íons mais fraco. Além disso, como resultado de seu comprimento de difusão reduzido, SiH 3 o precursor tende a se acumular para formar agregados. Conforme mostrado na Fig. 3, os agregados começaram a aparecer a 750 Pa, e eles se aglomeraram gradualmente e intensamente quando a pressão de deposição continuou a aumentar. De acordo com os pontos acima, o bombardeio iônico não é tanto mais fraco quanto melhor para o crescimento do filme. O grau de bombardeio de íons deve ser apropriado.
Densidade de defeitos:a característica principal do nc-Si:Material fotovoltaico H
A cristalinidade e a densidade do defeito são características dos materiais das células solares nc-Si:H. O primeiro aumenta com a pressão de deposição. Em certo sentido, o último deve continuar diminuindo. No entanto, não é esse o caso. De acordo com a caracterização Raman, embora a cristalinidade aumente, a variação do tamanho do grão é muito pequena (4,07 ~ 4,50 nm). Isso indica que apenas o número de grãos aumenta, não o tamanho dos grãos. Nessas condições, o volume dos limites dos grãos aumenta. É sabido que os contornos dos grãos são defeitos de massa e centros de recombinação. Mais limites de grãos aumentarão a densidade do defeito. Quando a cristalinidade aumenta para um determinado nível, o efeito negativo de um aumento no volume do contorno do grão sobre a densidade do defeito supera o efeito positivo do aumento do número de grãos. Portanto, a densidade do defeito não diminui à medida que a cristalinidade aumenta; pelo contrário, aumenta depois que a cristalinidade atinge um certo nível. Esse resultado sugere que filmes finos de nc-Si:H com maior cristalinidade não necessariamente apresentam melhor qualidade, o que é confirmado por outro grupo de pesquisa. Nos últimos anos, foi relatado que a camada nc-Si:H ótima para células solares é obtida perto do limite de transição de fase, ou seja, o ótimo é obtido logo após o a-Si:H-para-nc-Si:H transição. A cristalinidade das camadas ótimas de nc-Si:H não é alta [28,29,30]. Mukhopadhyay et al. demonstraram ainda que camadas nc-Si:H com alta cristalinidade e, portanto, baixa degradação induzida por luz, não produzem células solares de alta qualidade. A eficiência estabilizada das células depositadas logo após a transição a-Si:H-para-nc-Si:H é maior do que a das células nas quais a camada i tem alta cristalinidade, embora a primeira se degrade mais que a última antes da estabilização [31]. Han et al. provaram ainda que a degradação induzida pela luz da camada nc-Si:H é introduzida pela formação de ligações pendentes metaestáveis. Enquanto a mudança estrutural induzida pela luz é um processo precursor da formação de ligações pendentes metaestáveis [30]. A ligação oscilante metaestável é um dos defeitos [32]. Portanto, a principal característica para materiais fotovoltaicos nc-Si:H de alta qualidade é a densidade do defeito em vez da cristalinidade, estabilidade à luz ou outras características.
Conclusões
Filmes finos de nc-Si:H foram depositados variando a pressão entre 150 e 1050 Pa. A faixa de pressão de deposição é maior do que a deposição convencional no processo PECVD. Verifica-se que a cristalinidade aumenta e a rugosidade das superfícies do filme diminui com o aumento da pressão de deposição. O tamanho médio do grão d =4,07 ~ 4,50 nm. Além disso, focamos na influência da pressão de deposição não apenas nas propriedades macroscópicas ou usuais das amostras, mas também na densidade do defeito e na vida útil do portador minoritário, que são características mais importantes. Verificou-se que a densidade de defeito das amostras primeiro diminui e depois aumenta quando a pressão de deposição aumenta. A densidade do defeito atinge seu mínimo (3,766 × 10 16 cm −3 ) a 450 Pa. É mais baixo do que os estudos anteriores sobre a fabricação de filmes finos de nc-Si:H de baixa densidade de defeitos. Este trabalho fornece uma maneira conveniente e eficaz de depositar nc-Si:H de baixa densidade de defeitos por PECVD. E demonstramos o mecanismo sobre o efeito da pressão de deposição no bombardeio de íons. Além disso, está comprovado que o bombardeio iônico não é tanto mais fraco quanto melhor para o crescimento do filme. O grau de bombardeio de íons deve ser apropriado.
Abreviações
- AFM:
-
Microscópio de força atômica
- DC:
-
Corrente direta
- H:
-
Hidrogênio atômico
- nc-Si:H:
-
Silício nanocristalino hidrogenado
- PECVD:
-
Deposição de vapor químico intensificada por plasma
- SEM:
-
Microscopia eletrônica de varredura
- VHF:
-
Frequência muito alta
Detecção altamente seletiva e sensível de Hg2 + com base na transferência de energia de ressonância de Förster entre pontos quânticos CdSe e nanofolhas g-C3N4
O Papel dos Nanomateriais e Nanotecnologias no Tratamento de Águas Residuais:uma Análise Bibliométrica
Nanomateriais
- Método e análise da corrente de malha
- Classe abstrata e método C#
- C# Classe Parcial e Método Parcial
- Classe e método selados em C#
- Filme antifog para PC para visores, lentes e óculos
- Java String replace(), replaceAll() e método replaceFirst()
- Nanofios de silício amorfo cultivados em filme de óxido de silício por recozimento
- Um Projeto Eficiente e Eficaz de Nanofios InP para Captação Máxima de Energia Solar
- Fabricação de filmes finos SrGe2 em substratos Ge (100), (110) e (111)
- Serviço de ferramentas rápidas e suas aplicações eficazes