


O que são empurrões e aceleração na impressão 3D? Um Guia Simples!
Quando começamos no mundo da impressão 3D, primeiro aprendemos sobre a relação inversa entre a qualidade de saída de uma peça e a velocidade de movimento da impressora. Com isso, quero dizer nada menos que o simples fato de que uma velocidade de movimento mais baixa da extrusão geralmente produzirá um objeto com melhor aparência.
Com o passar do tempo, também aprendemos sobre mais parâmetros que podem ser ajustados para obter o resultado desejado para nossos propósitos específicos. Duas configurações importantes relacionadas à velocidade de movimento são o jerk e a aceleração. Embora sejam mais sutis e não tão diretas, são surpreendentemente importantes e podem fazer ou quebrar nosso projeto.
O Jerk irá determinar a faixa de velocidade (de 0 mm/s até a velocidade especificada) na qual a impressora ignorará completamente o parâmetro de aceleração e irá direto para a velocidade definida na configuração do jerk. A aceleração, por outro lado, determina a taxa de variação da velocidade do movimento em relação ao tempo. Esta taxa de variação é definida em mm/s e afeta a velocidade de impressão até atingir a velocidade máxima de movimento.
Definindo empurrões e aceleração na impressão 3D
As impressoras 3D usam uma placa de controle muito poderosa em termos de recursos de cálculo. Com esta placa, o código G (armazenado em um cartão SD ou enviado por meio de um cabo USB) pode ser interpretado e executado. Este código fornece informações sobre direção e velocidade do movimento, que são lidas e executadas linha a linha pela nossa impressora. No entanto, existem valores estabelecidos no firmware da máquina que não estão escritos no código G, que definem com mais detalhes como os movimentos são executados.
Entre eles, podemos citar o jerk e a aceleração, que são importantes para alcançar a precisão dimensional adequada em um tempo de impressão aceitável
De alguma forma, ironicamente, o idiota tende a confundir as pessoas que têm uma formação mais técnica. Isso se deve ao fato desse termo ser definido na física, mas tem outro significado quando se trata de impressoras 3D. Pessoas ignorantes como eu não precisam lidar com essa confusão, pois eu não sabia dessa ambiguidade antes de fazer a pesquisa adequada para este artigo.
Caso você esteja intrigado, em física, podemos definir aceleração como a taxa de variação da velocidade em relação ao tempo. Analogamente, empurrão nada mais é do que a taxa de variação da aceleração em relação ao tempo. Matematicamente, elas são a primeira e a segunda derivadas da velocidade em relação ao tempo.
Esclarecida esta distinção (des)necessária, vamos definir o jerk e a aceleração para impressão 3D!
O que é sacudir na impressão 3D?
Jerk é um parâmetro que mede a variação mínima de velocidade que requer aceleração em um eixo. Embora pareça complexo, pode ser visto com mais facilidade quando a variação de velocidade ocorre em uma curva:ao chegar ao extremo, a extrusora deve “frear” antes de mudar de direção. Se o valor do jerk for muito baixo, o movimento será mais suave ao atingir a curva e a variação de velocidade não será drástica quando o hotend mudar de direção.
Por exemplo, se definirmos o jerk de impressão para 20 mm/s, estamos dizendo à impressora para ir instantaneamente de 0 mm/s para 20 mm/s ignorando o parâmetro de aceleração. A aceleração só afetará novos aumentos na velocidade de 20 mm/s até a velocidade máxima.
Caso contrário, se o valor de jerk for definido muito alto, levará menos tempo para atingir a velocidade máxima e reduzirá os tempos de impressão. Como todos os parâmetros na impressão 3D, deve-se encontrar um ponto de equilíbrio entre velocidade e qualidade de impressão, pois aumentar muito esse valor aumenta as vibrações e gera problemas como fantasmas ou perda de passos no motor.
O que é aceleração na impressão 3D?
Aceleração indica o quão rápido a velocidade do movimento aumenta em cada eixo. Como ao dirigir um carro, a velocidade máxima só é alcançada quando você tem distância suficiente. Por definição, a impressora funciona a uma velocidade entre 0 mm/s (completamente imóvel) e a velocidade máxima definida na fatiadora, especialmente em peças complexas com muitos cantos.
Aumentar a aceleração torna a impressora mais rápida se ela tiver distância suficiente para percorrer. Jerk é responsável pelos aumentos instantâneos de velocidade. Juntos, eles podem suavizar sua impressora enquanto reduzem o tempo de impressão.
Embora você possa definir diferentes valores de aceleração e jerk para cada eixo, é recomendável usar os mesmos valores no eixo X e no eixo Y. Dessa forma, os objetos impressos terão a mesma aparência, independentemente de como foram orientados durante a impressão.
Como o Jerking e a aceleração afetam a qualidade geral?
Quando a extrusora muda de direção (ou velocidade), ela deve primeiro reduzir a velocidade em um eixo e aumentar a velocidade em outro. Se o solavanco estiver muito alto, essa mudança será rápida e abrupta, o que pode fazer com que vibrações indesejadas sejam transmitidas para a peça. Da mesma forma, se a aceleração definida for muito alta, a impressora pode não ter distância ou tempo suficiente para parar o carro do hotend. Isso produz um overshoot que leva o hotend além da posição desejada.
Por outro lado, definir valores baixos de jerk e aceleração leva nossa impressora a trabalhar em uma amplitude de movimento conservadora. Os acabamentos podem ser melhores, mas a impressão levará mais tempo e inviabilizará em termos econômicos. Como regra geral, vamos prosperar para os pontos mais altos de solavancos e aceleração nos quais a aparência do objeto permanece aceitável.
Consequências das configurações de jerk na qualidade de impressão
- Tempos de impressão muito longos :o tempo de impressão pode ser reduzido se os valores de jerk forem definidos corretamente. As velocidades máximas definidas no código G são alcançadas mais rapidamente e exigem menos distância.
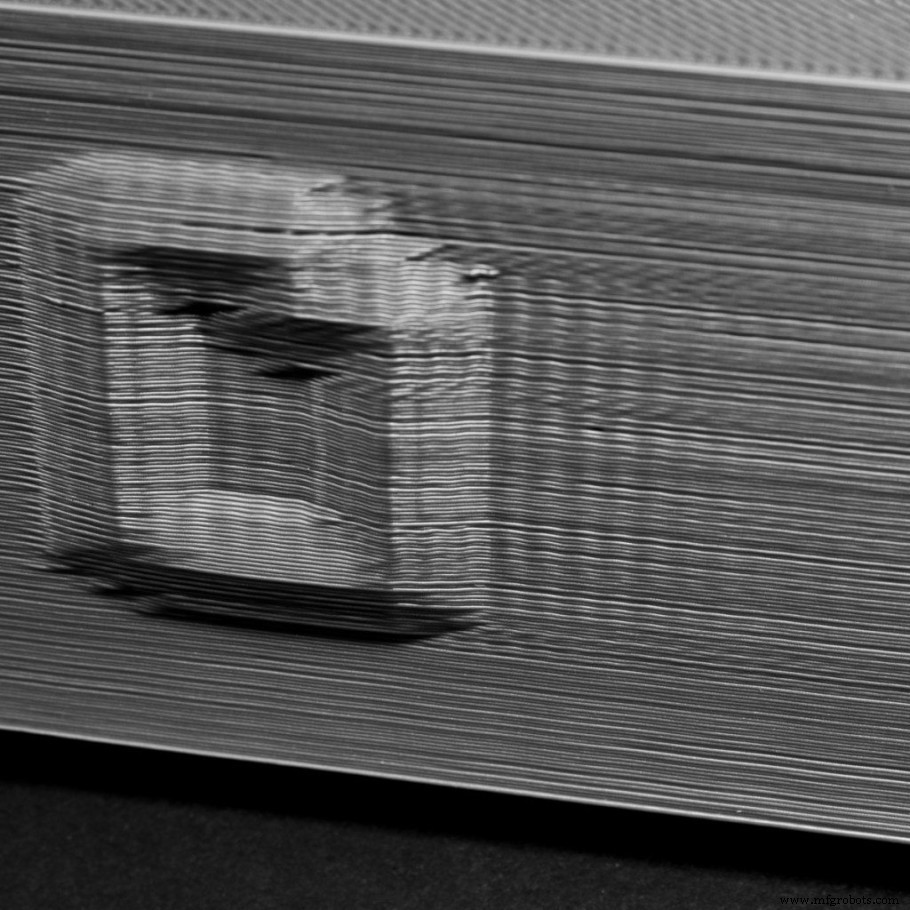
- Vibração excessiva :Quando a impressora muda de direção em ângulos próximos a 90 graus, ocorre vibração indesejada no hotend. Essa vibração é transmitida à peça, gerando um “eco ” na parte externa da peça. Esse problema, conhecido como fantasma ou toque, depende (entre outras coisas, como a tensão da correia) da forma como a impressora acelera suas partes móveis.
- Enfraquecimento da estrutura da impressora 3D :Este problema é visto com mais frequência em impressoras com sistema de extrusão direta, pois a extrusora e o hotend se movem juntos. A massa acelerada faz com que a estrutura da impressora trema constantemente, soltando porcas e parafusos e aumentando ainda mais o problema original.
- Cantos arredondados :Às vezes, os cantos afiados de uma peça saem arredondados, devido ao ajuste inadequado do empurrão. Ele deve ser corrigido para que o hotend mude de direção corretamente.
Consequências das configurações de aceleração da qualidade de impressão

- Ruído excessivo :Quando a aceleração é muito alta, a impressora produz ruídos muito altos. Uma configuração correta pode ajudar a reduzir o som proveniente da impressora.
- Z-oscilação :Este problema se manifesta como uma variação nas dimensões da peça ao longo do eixo Z. Se as hastes verticais não estiverem dobradas, é muito provável que a aceleração seja muito alta.
- Linha de camada salta :se o hotend se mover muito rápido antes da extrusão, uma pequena parte da linha ficará vazia.
Encontrar as configurações ideais de Jerk e aceleração
Configurações ideais do Jerk
Os valores de Jerk podem ser alterados diretamente no menu da impressora. No comando Controle, selecione “movimento”. Lá você verá os seguintes valores:
- Vx-empurrão
- Vy-jerk
- Vz-empurrão
- Ve-jerk
Como o valor do jerk no eixo z normalmente é irrelevante para impressão, deixaremos o valor definido anteriormente. Da mesma forma, é recomendável que você não altere o valor de Jerk da extrusora.
O movimento em X e Y deve ser o mais semelhante possível, então sempre usaremos o mesmo valor de jerk em ambas as configurações. Tente alterar esta configuração para um valor máximo de 20 mm/s.
A maneira mais fácil de encontrar o valor correto do jerk é fazer várias impressões idênticas modificando esse valor a 5 mm/s em cada iteração.
Configurações ideais de aceleração
Os valores de aceleração também podem ser alterados diretamente no menu da impressora. No comando Controle, selecione “movimento”. Lá você verá os seguintes valores:
- Viagem de viagem
- Amax X
- Amax Y
- Z máximo
- Amax E
Tal como acontece com o Jerk, recomendo apenas modificar a aceleração apenas no eixo X e no eixo Y.
Desta vez, os saltos em cada teste podem ser de 100 unidades cada. Um ponto de partida comum e conservador é em torno de 400m/s^2
A seguinte calculadora da Prusaprinters pode ser muito útil para ver em um gráfico a distância que a impressora precisa para atingir a velocidade desejada, com diferentes valores de aceleração.
Esta outra calculadora permite que você conheça a aceleração máxima que sua impressora suporta, conhecendo a massa da carga móvel e outros parâmetros conhecidos. Também permite que você saiba se seus valores de aceleração atuais tornam nossa impressora instável. Embora seja interessante do ponto de vista de engenharia e educacional, nada melhor do que iterar por vários valores até encontrar o ponto ideal entre velocidade de impressão e qualidade.
Alguns slicers, como o Cura, permitem que você modifique essas configurações usando instruções de código g. Por exemplo, o comando M205 controla o jerk. Eu recomendo que você controle o jerk e a aceleração da sua impressora 3D e, em seguida, salve os melhores valores na memória EEPROM.
Usando a pesquisa binária para encontrar o Jerk e a aceleração ideais
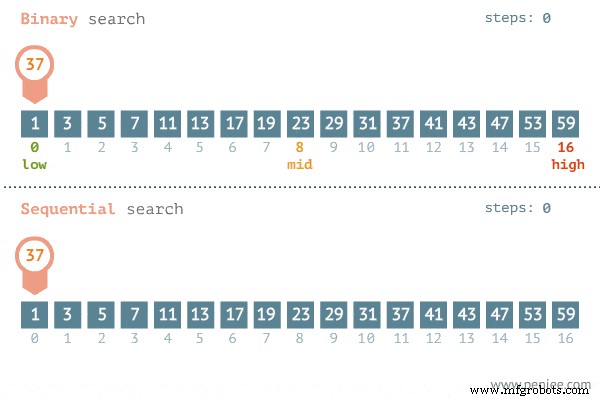
A busca binária é um método comumente usado em programas de computador. Consiste em estabelecer dois valores, um mais baixo (vamos chamar de A) e um mais alto (vamos chamar de B). O valor médio (para não usar nossos poderes criativos, vamos chamá-lo de C) é calculado pela metade de sua soma:(A + B) / 2 =C.
Se definirmos o valor C em nosso parâmetro de impressão e imprimirmos um objeto de teste, podemos verificar o resultado.
- Se for muito alto, o valor C é trocado pelo valor B, obtendo (A + C) / 2.
- Se o valor for muito baixo, A é trocado por C, obtendo (C + B) / 2.
Assim, não é necessário testar aumentando o valor pouco a pouco em cada impressão, pois o intervalo é cortado em 2 partes a cada iteração adicional.
Este método pode ser usado para ajustar qualquer outra configuração em sua impressora (como velocidade ou temperatura), então experimente se você não sabe por onde começar.
Modelos para testar as configurações de Jerk e Aceleração
Existem vários modelos que permitem verificar ou calibrar as configurações de jerk e aceleração em sua impressora. Alguns deles são específicos para essas configurações e muitos outros fornecem uma visão geral de todos os parâmetros de impressão trabalhando juntos ao mesmo tempo.
O melhor teste para configurar a aceleração pode ser encontrado aqui (Thingiverse). É totalmente personalizável e consiste em uma peça de espessura de parede única que varia o valor de aceleração à medida que a impressão sobe no eixo Z. Ao final, é possível ver claramente os valores de aceleração que geram vibrações na peça.

Ao testar as configurações ideais de jerk, acho o objeto a seguir muito útil, pois exibe muitas mudanças direcionais em uma peça de impressão rápida. Ao imprimir, você deve garantir que os cantos estejam formados corretamente e que não haja sinais de vibração próximos a eles.
Por último, mas não menos importante, um objeto que testa todos os parâmetros de impressão de uma só vez. Embora não precise de introdução, Benchy destaca todos os problemas de calibração da impressora. A superfície da parede exterior deve ser lisa, sem vestígios de vibração. Os cantos do telhado devem ser perpendiculares e terminar em um ângulo de 90 graus. Eu recomendo que você imprima o Benchy depois de obter a temperatura e as retrações devidamente calibradas, para obter os melhores resultados.
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Melhore a camada superior de um objeto impresso em 3D:um guia prático
Camadas Adaptativas Cura; O que são e como usá-los!
impressao 3D
- O que é bioimpressão?
- O que é impressão 4D, afinal?
- Por que a impressão 3D e o software são cruciais para a transformação digital
- Impressão 3D e personalização em massa:Onde estamos hoje?
- O que são choques e struts?
- O que é impressão por pigmento? Vantagens e desvantagens da impressão com pigmento
- Quais são os benefícios de adotar a impressão 3D em metal? Benefícios comerciais e técnicos
- O que é impressão 3D SLA?
- O que são gabaritos e acessórios?
- Impressão 3D:quais são seus impactos na usinagem e no design industrial?