


Correção de separação de camada de impressão 3D (adesão de camada ruim)!
Ao imprimir, seus modelos estão rachando e as camadas estão se separando? Isso é comumente referido como separação de camadas ou delaminação e é causado essencialmente por causa da má adesão da camada.
Neste artigo, falarei sobre o que é a delaminação de camada, por que isso acontece e como resolvê-lo.
Então, sem mais delongas, vamos começar!
Delaminação ou Separação de Camadas, o que é?
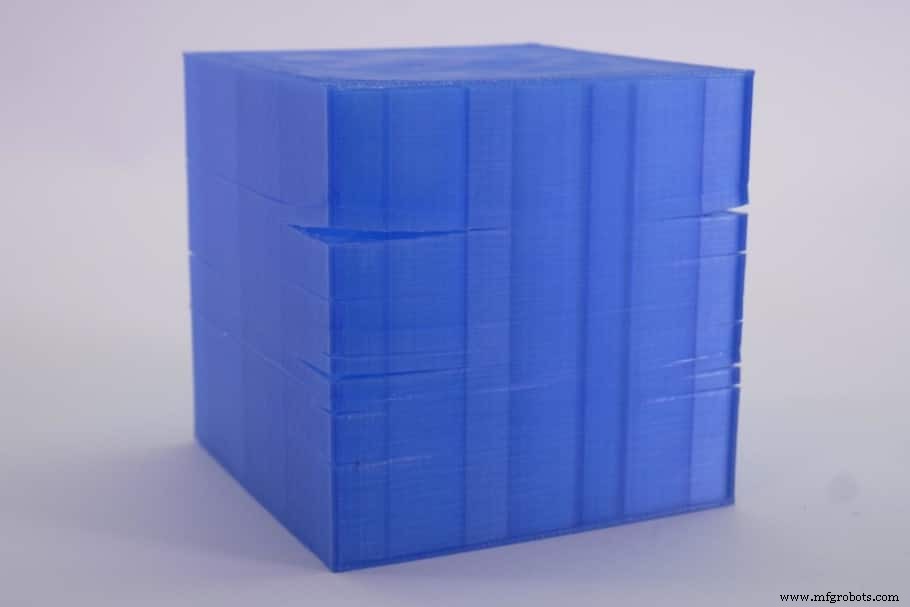
A Impressão 3D FDM funciona construindo um objeto camada por camada, onde a última camada é impressa em cima da anterior. Se a adesão da camada não for forte o suficiente, a peça pode se dividir ou se separar em pontos diferentes, o que pode ser visto como cortes ou rachaduras na parte externa da impressão.
Este é frequentemente o caso do ABS porque ele se contrai ao resfriar e isso às vezes pode separar as camadas se não for impresso com um gabinete ou uma cama devidamente aquecida.
Vamos dar uma olhada em por que a separação de camadas acontece;
Por que a separação de camadas acontece?
A separação de camadas ocorre quando o objeto 3D racha por causa das forças exercidas pelo plástico quando as camadas são resfriadas em taxas diferentes, e isso cria uma força geralmente chamada de “deformação” no meio da impressão, que excede a adesão da camada e separa as camadas.
Embora a correção de uma impressão já quebrada não seja possível, é bastante fácil garantir que isso não aconteça novamente com apenas algumas etapas simples, então vamos dar uma olhada rápida nelas agora.
Como resolver a separação de camadas
Na maioria dos casos, tudo se resume a imprimir com um gabinete, pois isso evitará que a peça esfrie de maneira desigual e definindo a temperatura da cama corretamente. Isso deve resolver o problema na maioria das situações.
No entanto, aqui está uma lista com todas as soluções possíveis para lidar com a separação de camadas e melhorar a adesão das camadas.
Use um anexo

O que um gabinete fará é ajudar a estabilizar a temperatura dentro da impressora 3D, e isso impedirá que as peças esfriem muito rápido, o que, por sua vez, reduzirá a chance de deformação e separação das camadas.
Nem todas as impressoras vêm com gabinetes, mas você não precisa necessariamente comprar uma impressora que vem com um ou até mesmo comprar um gabinete, pois você mesmo pode fazer um. Apenas certifique-se de que os materiais usados para o gabinete não sejam inflamáveis. Você também pode comprar um gabinete com dimensões padrão para a maioria das impressoras!
Se você deseja construir um gabinete você mesmo, siga este guia que é extremamente aprofundado.
Observação :A maioria dos gabinetes não está sendo aquecida ativamente, mas mantém o calor que está sendo produzido pela cama e o bico dentro dela, e isso geralmente é suficiente para resolver qualquer problema relacionado à cama aquecida.
Eu escrevi um artigo inteiro sobre por que você pode querer considerar a impressão com um gabinete, que você pode encontrar aqui.
Reduzir a altura da camada
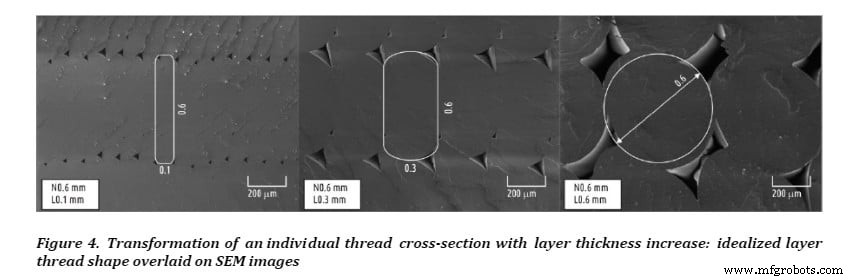
Ao imprimir com uma altura de camada mais baixa, há uma área de superfície de contato mais ampla, o que significa que a ligação entre cada camada será muito mais forte do que se você a imprimisse em uma altura maior. Se as camadas de sua impressão estiverem aderindo mal, diminuir a altura da camada fortalecerá essa ligação.
Como você pode ver na imagem que vinculei acima, diminuir a espessura da camada melhora drasticamente a área de superfície de contato entre cada camada, e isso se traduz diretamente em melhor resistência para suas impressões.
Alturas de camada mais fortes :0,1 mm até 0,15 mm.
Eu escrevi um artigo inteiro que se aprofunda sobre qual é a melhor altura de camada para impressão 3D, tanto em termos de força quanto de detalhes, então não deixe de conferir.
Aumente a temperatura de impressão
O plástico gruda muito melhor quanto mais quente fica e se as camadas da sua impressão não estiverem se unindo corretamente e se separando, aumente a temperatura de impressão. Por exemplo; O ABS geralmente imprime em torno de 220-235C, o que criará uma boa ligação entre as camadas, a impressão abaixo disso, digamos, 200C, provavelmente produzirá impressões fracas.
Sempre verifique as instruções no filamento que você comprou para ter certeza em que temperatura ele deve ser impresso para obter melhores resultados, mas se você achar que a adesão da camada poderia ser melhor, tente aumentá-la gradualmente em 5C e faça algumas impressões de teste para ver o resultados.
Aqui está uma tabela com as temperaturas de impressão ideais para a maioria dos filamentos, bem como a temperatura do leito aquecido, temperatura de transição vítrea e muito mais.
| Filamento | Temperatura do bico | Temperatura de transição de vidro Tg (C) | Temperatura de fusão Tm (C) | Cama Aquecida Temperatura | Risco de distorção | Facilidade de uso |
| PL | 180°C - 230°C | 60-65°C | 155°C | 60°C, mas não obrigatório) | Baixo | Fácil |
| ABS | 230°C – 250°C | 105°C | 210°C | Aprox. 100°C | Moderado | Intermediário |
| PETG | 230°C – 250°C | 80-82°C | 200°C | Aprox. 100°C | Baixo | Fácil |
| Nilon | 230°C – 260°C | 70-80°C | 217°C | 80°C – 100°C | Moderado | Intermediário |
| ASA | 220°C – 250°C | 100°C | 250-260°C | Aprox. 100°C | Baixo | Intermediário |
| Policarbonato | 270°C – 310°C | 147°C | 260°C | 90°C – 110°C | Alto | Difícil |
| HIPS | 230°C – 250°C | 88-92°C | 180 – 270°C | Aprox. 100°C | Baixo | Intermediário |
| TPE | 210°C – 230°C | 60-130°C | 150–210°C | Não obrigatório | Baixo | Fácil |
Ajuste a ventoinha de resfriamento
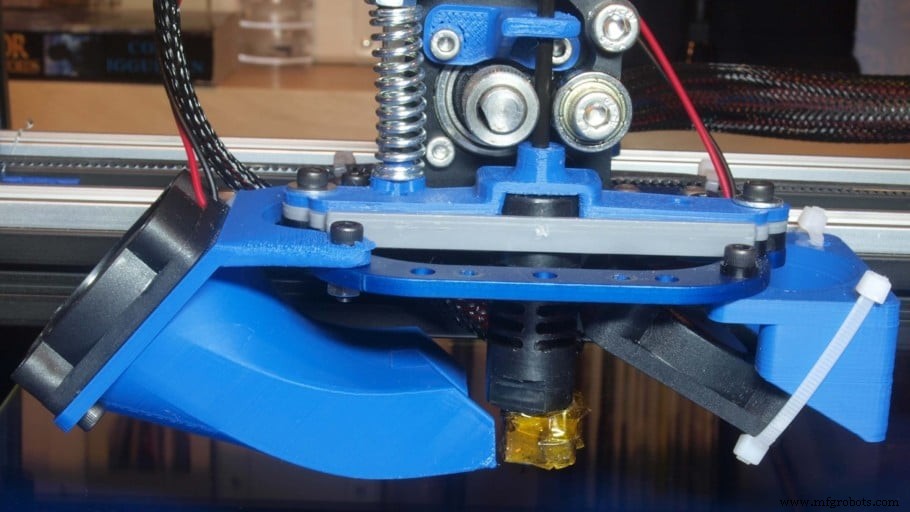
O ventilador em uma impressora 3D resfria a camada de plástico que acabou de ser colocada, no entanto, se esfriar muito rapidamente, o plástico recém-adicionado não poderá aderir à camada anterior com tanta força, diminuindo a velocidade do ventilador poderia potencialmente aumentar a adesão da camada e, portanto, a força da impressão. Se você não
Isso segue o mesmo conceito do ponto anterior, pois o aumento da temperatura de impressão resultará em uma melhor adesão das camadas e o resfriamento muito rápido também pode produzir o mesmo resultado indesejável.
Observação :Faça algumas impressões de teste onde você diminui a velocidade do ventilador em 10% a cada vez até atingir o ponto ideal.
Aumente a taxa de fluxo (multiplicador de extrusão)
Mesmo que sua impressora não esteja sofrendo de extrusão, pode ajudar a aumentar um pouco a taxa de fluxo se as camadas não estiverem aderindo adequadamente, pois isso extrudará mais plástico derretido e quanto mais material houver, melhor será a adesão.
A subextrusão pode ser observada como lacunas entre as camadas de plástico, pequenas camadas insuficientes, camadas ausentes ou até pequenos pontos presentes na impressão, e a subextrusão definitivamente desempenha um papel importante na força da sua peça também.
Como tudo na impressão 3D, ao ajustar a vazão (multiplicador de extrusão) não faça isso drasticamente, mas sim em pequenos passos e teste os resultados.
Por padrão, a vazão é 100% (ou 1,0), mas como nem todos os filamentos e impressoras são criados iguais, talvez seja necessário ajustar esse valor para baixo ou para cima.
Recomendação :Aumente a taxa de fluxo em incrementos de 5% e teste os resultados até atingir o ponto ideal.
Diminua a velocidade de impressão
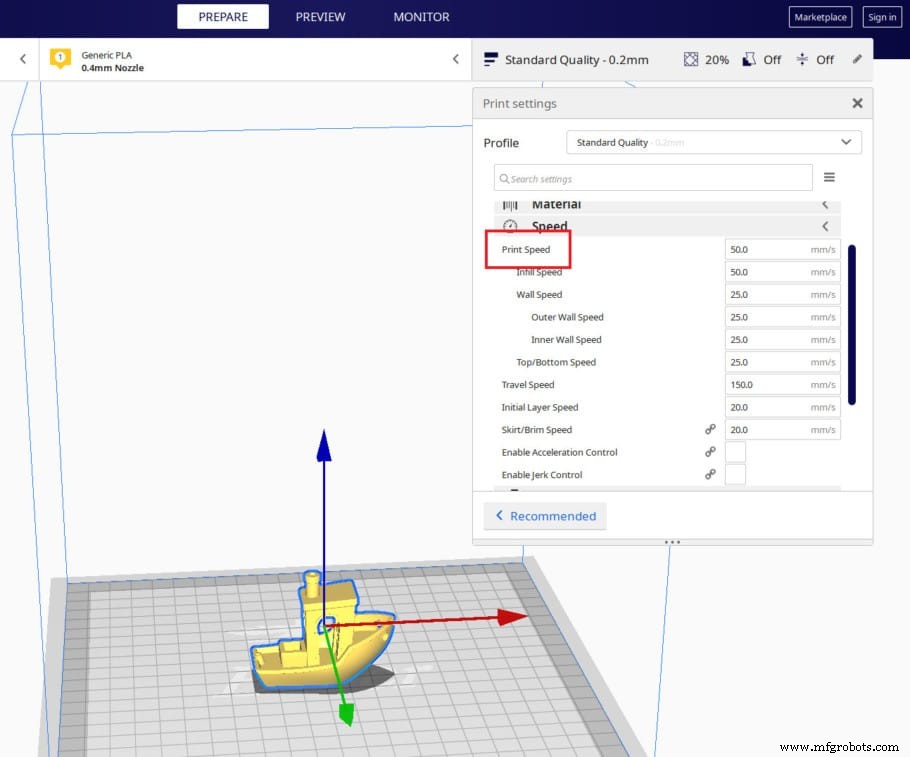
Assim como aumentar a temperatura de impressão permitirá que o plástico recém-extrudado se ligue melhor à camada anterior, a redução da velocidade de impressão terá um efeito semelhante. Se a cabeça de impressão estiver se movendo muito rápido, o plástico extrudado pode não ter tempo suficiente para se unir adequadamente à camada anterior.
Não apenas isso, mas imprimir em uma velocidade mais alta também pode criar outra série de problemas, como subextrusão (que também enfraquece a peça), toques, alguns artefatos visíveis e apenas má adesão de camada em geral.
Recomendação :Reduza a velocidade de impressão em incrementos de 5 mm/s ou 10 mm/s e teste os resultados até atingir o ponto ideal.
Use um bocal mais largo

O diâmetro do bocal afeta a largura do plástico extrudado. Essencialmente, o uso de um bico de 0,8 mm colocará uma tira de plástico com o dobro da largura de um bico de 0,4 mm e aumentará a área de superfície de contato, tornando a adesão entre as camadas muito mais forte.
Já mencionei que usar uma altura de camada menor resulta em uma adesão de camada mais forte porque aumenta a área de contato da superfície. Bem, se você aumentar o tamanho do bico e ainda usar a mesma altura de camada baixa, todas as camadas terão muito mais área de superfície de contato para criar uma ligação mais forte.
Vale a pena notar, no entanto, que aumentar o tamanho do bico produzirá impressões significativamente menos detalhadas no plano horizontal (ao olhar de cima ou de baixo), já que as camadas são muito mais largas.
Recomendação :Aumente o tamanho do bico em 0,2 mm e mantenha a mesma altura de camada de antes e verifique os resultados. Você sempre pode mudar para um bico mais largo se precisar que a impressão seja mais forte. Você também pode ir em frente e comprar esta coleção barata de bicos em todos os tamanhos (com algumas ferramentas extras).
Observação importante :Aumentar o tamanho do bico pode exigir que você aumente a temperatura de impressão. Exemplo; Com um bico de 1,2 mm, você pode precisar imprimir PLA normal a 240C em vez de 200-220C.
Verifique se o bocal está entupido
O entupimento do bocal significa que o pequeno orifício no final dele fica bloqueado, seja por causa de poeira ou qualquer outro acúmulo de partículas estranhas, impurezas de filamento, fluência de calor e o uso de filamentos menos comuns, como fibra de carbono , plásticos com infusão de madeira, etc., e esse entupimento resultará em subextrusão (menos plástico saindo do bocal), o que leva a impressões mais fracas.
A boa notícia é que consertar um bico entupido é bastante fácil de consertar e, na maioria dos casos, como a maioria de nós imprime com PLA, PETG ou ABS, o entupimento não acontece com tanta frequência.
Mas, se a sua impressão estiver sofrendo de má adesão da camada, pode ser porque o bico está entupido.
Como limpar um bico entupido
Existem várias maneiras de abordar esse problema, mas aqui estão duas bastante simples que não devem levar muito tempo e corrigir o problema na maioria dos casos:
Aqueça o bico e, em seguida, usando uma agulha:
Este é bastante simples e deve resolver o problema na maioria das vezes.
- Aqueça o hotend à temperatura de impressão do filamento.
- Usando uma agulha, geralmente incluída na impressora 3D, empurre o filamento através do orifício do bocal até o hotend.
- Empurre manualmente o filamento e veja se ele sai do bocal.
Aqui você não está tentando tirar as partículas que estão obstruindo o bocal, mas tentando empurrá-las de volta e quebrá-las.
Outra maneira é fazer um “cold pull” que é assim;
- Etapa 1:aqueça o bico a 220°C (se você acabou de imprimir com PLA).
- Etapa 2:insira um pedaço de Abs branco ou de cor clara, Nylon ou qualquer filamento forte com boa resistência térmica.
- Etapa 3:empurre-o manualmente o mais forte possível.
- Passo 4:Observe se o filamento flui pelo bocal (se a obstrução for total, pode não extrudar nada).
- Etapa 5:Deixe a impressora esfriar até cerca de 90°C para PLA e 160°C para ABS. Mantenha a pressão durante o resfriamento.
- Passo 6:Quando a impressora atingir a temperatura mais baixa mencionada no passo 5, retire o filamento com rapidez e força do hotend e inspecione a parte semi-fundida do filamento. Isso deve ter um pouco de sujeira (manchas pretas). Esses pontos pretos estavam causando o bloqueio.
- Etapa 7:corte a parte suja do filamento e repita a partir da etapa 2 até que o filamento saia limpo.

Conclusão
A delaminação de camada não é tão importante hoje em dia, já que os fabricantes de impressoras 3D encontraram maneiras de lidar com isso com bastante sucesso.
No entanto, se isso acontecer com você (mais comum com ABS), tente seguir as etapas descritas neste guia. A melhor solução seria usar um gabinete ou até mesmo cobrir toda a impressora com um saco de lixo, mas isso pode representar um risco real de incêndio.
Se isso não funcionar, experimente todas as opções diferentes que listei, uma de cada vez, para que você possa avaliar adequadamente qual configuração fornece os melhores resultados.
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Ender 3 e TPU; Configurações do Slicer, atualizações e muito mais!
Configurações de retração do Ender 3 (Pro e V2); Chega de amarrar!
impressao 3D
- O que causa a mudança de camada na impressão 3D?
- Os gargalos mais comuns do fluxo de trabalho de impressão 3D - e como corrigi-los
- Explorando a impressão 3D Polyjet
- O que é bioimpressão?
- 5 problemas comuns enfrentados com a impressão 3D de metal - e como você pode corrigi-los
- O que é impressão 4D, afinal?
- Impressão 3D desmascarada:3 equívocos sobre impressão 3D
- O que é impressão 3D FDM (Fused Deposition Modeling)? Explicado pelos Hubs
- Impressão 3D é fácil?
- Dicas de design de impressão 3D de modelagem de deposição fundida (FDM)