


Velocidade de impressão 3D; Como imprimir mais rápido e economizar tempo!
A impressão 3D não é um processo particularmente rápido:alguns modelos pequenos podem levar o que parece uma eternidade para imprimir (acabei de imprimir um modelo que levou 37 horas). Mas, existe uma forma de agilizar o processo, principalmente sem reduzir a qualidade de impressão?
Neste artigo, examinarei as diferentes configurações que você pode ajustar em seu Slicer para reduzir significativamente o tempo que leva para uma impressão terminar, como manter a qualidade de impressão (um pouco), bem como algumas dicas e truques diferentes para fazer tudo acontecer.
Então, sem mais delongas, vamos começar!
Velocidade x Qualidade

A capacidade da máquina de lidar com uma determinada velocidade será um fator importante a ser considerado ao avaliar como a velocidade afeta a qualidade de impressão.
O design e o material do qual as máquinas são feitas podem afetar a qualidade em altas velocidades. Isso ocorre porque movimentos rápidos da extrusora podem gerar vibrações significativas.
O filamento também tem suas limitações, pois precisa de uma temperatura específica para derreter e, se a máquina se mover muito rápido, isso pode limitar a vazão, pois a máquina não consegue derreter o filamento a essa taxa.
Além disso, se a impressora estiver indo muito rápido, o filamento pode não ter tempo para criar uma ligação forte, resultando em uma adesão fraca da camada. Aqui você tem um artigo extenso sobre o tema.
Aumentar o tamanho do bocal pode resultar em tempos de impressão significativamente mais rápidos, mas, novamente, isso tem um custo de qualidade.
De um modo geral, quanto mais rápida a impressão, menor a qualidade.
Configurações de segmentação que afetam o tempo de impressão
Um slicer é o software de computador responsável por converter um modelo no formato STL em comandos de impressora no formato g-code.
Quase todos esses aplicativos permitem que você controle vários parâmetros, como recursos de preenchimento e perímetros, largura e altura da camada, velocidade etc., e todos eles podem ter um grande impacto na velocidade de impressão.
Vamos ver a melhor maneira de reduzir os tempos de impressão tentando afetar o mínimo possível a qualidade da impressão:
Número de projéteis (contagem de linhas de parede)
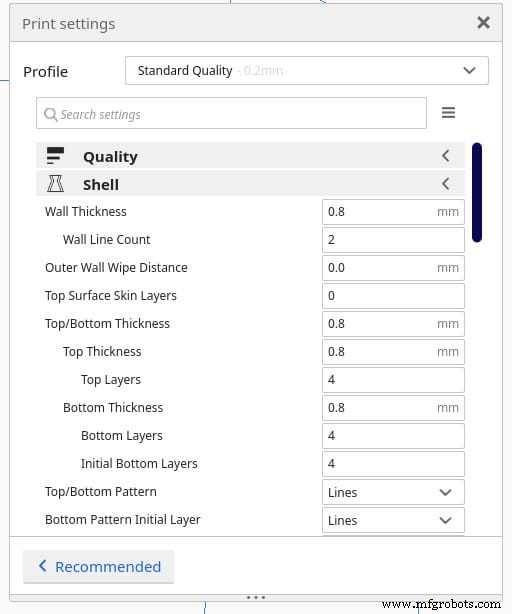
A casca (ou perímetro) compõe o exterior das peças impressas em 3D e pode ser categorizada em duas seções:as paredes e as partes superior e inferior.
Ao ajustar a espessura da parede, você está definindo automaticamente o número de perímetros. Por exemplo, definir a espessura da parede para 1,2 mm significa que a impressora imprimirá um total de três perímetros (mostrado como Wall Line Count no Cura), uma vez que cada perímetro tem 0,4 mm de espessura.
Reduzir o número de perímetros significa que o caminho de impressão se torna mais curto e a quantidade de material extrudado é reduzida, assim obtemos tempos de impressão mais rápidos.
Resumindo, reduzir o número de perímetros/conchas resulta em impressões mais rápidas.
Densidade de preenchimento
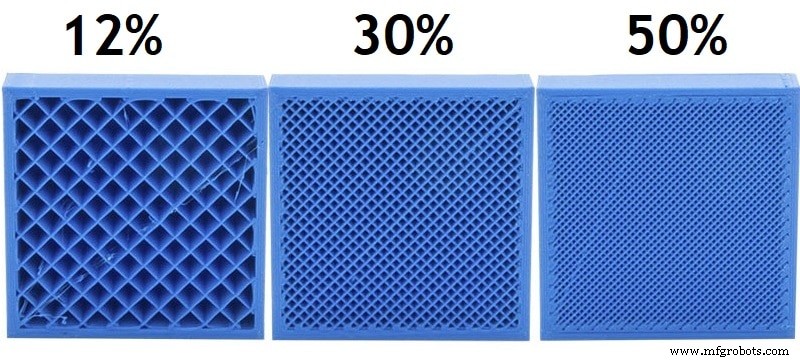
O preenchimento compõe o volume interno dos modelos, e uma de suas configurações que podemos ajustar é a densidade, que representa quanto, ou quão pouco, o material vai compor a parte interna do modelo, e pode ir de 0%, significando completamente oco, a 100%, significando completamente sólido.
Quanto mais densa a peça, maior a quantidade de material que deve ser extrudado e mais tempo sua impressora levará para finalizar a impressão.
Portanto, se você deseja imprimir mais rápido, deve diminuir a densidade de preenchimento, mas lembre-se sempre de que isso pode afetar a resistência da impressão.
Então, em suma; Reduzir a densidade de preenchimento para cerca de 10% pode economizar de minutos a algumas horas por impressão.
Etapas de preenchimento gradual
Existe uma maneira de evitar a redução da densidade de preenchimento em toda a impressão e, ao mesmo tempo, mitigar a perda de resistência.
Ao usar um preenchimento gradual, você obterá um gradiente de densidade em todo o modelo, e isso reduzirá a quantidade de material usado, começando com uma porcentagem de baixa densidade nas camadas inferiores e aumentando gradualmente perto das camadas superiores.
Você pode ajustar duas configurações diferentes:Gradual Infill Steps, que representa o número de vezes que o preenchimento é reduzido pela metade, e a Altura, que controla a altura na qual a densidade de preenchimento é reduzida.
Quanto tempo esta configuração pode economizar você dependerá do modelo em si, então habilite a configuração e ajuste os dois parâmetros, então corte o modelo e compare o tempo de impressão estimado com aquele sem etapas de preenchimento gradual.
Padrão de preenchimento
O padrão de preenchimento é a forma ou design usado para imprimir o preenchimento e também afeta o tempo de impressão. Muitos padrões de preenchimento diferentes estão disponíveis nas configurações do slicer (alguns deles dependem do software que você está usando) e cada um deles fornece ao modelo características diferentes (principalmente quão forte o modelo será).
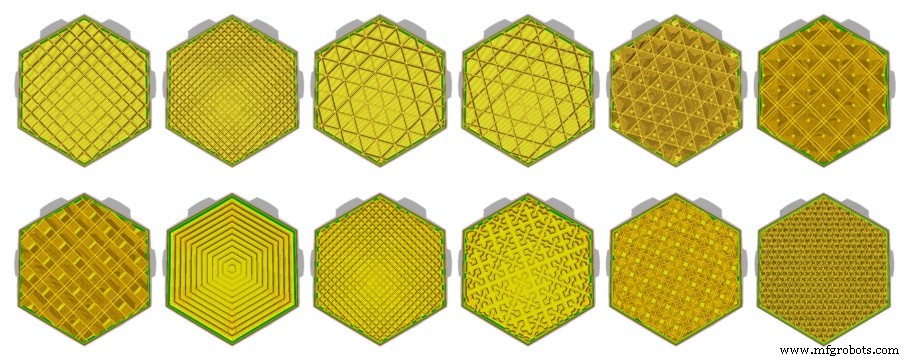
Geralmente, o padrão de preenchimento “Linhas” é o mais rápido, seguido do “zig-zag”, devido ao fato de serem mais simples de criar, mas isso também depende do formato do modelo e de outros fatores.
De um modo geral, você deve selecionar um padrão que funcione melhor para o modelo específico que você está criando porque pode torná-lo muito mais forte, mas você pode querer experimentar diferentes para descobrir qual deles reduzirá a quantidade de tempo leva para terminar o modelo.
Velocidade de impressão e velocidade de deslocamento
A velocidade de impressão controla a rapidez com que o bico se move pela placa de impressão durante a impressão. Se você definir essa velocidade extremamente alta, poderá experimentar problemas de toque ou até mesmo de extrusão. Você pode tentar definir uma velocidade de linha de base e aumentá-la gradualmente até ver alguns defeitos na superfície.
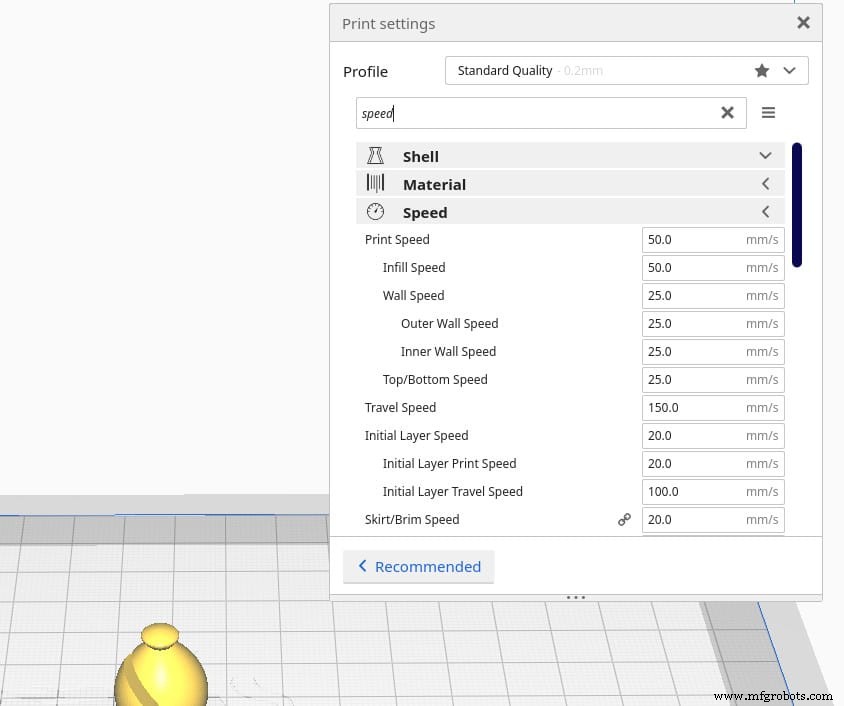
Por outro lado, a velocidade de deslocamento é a rapidez com que o bico se move enquanto não está extrudando o filamento. Definir essa velocidade muito alta pode causar vibrações significativas e fazer com que o bico colida com outra parte da impressão durante o movimento.
As configurações de velocidade de impressão permitem controlar a velocidade de cada parte (preenchimento, paredes, superior e inferior) separadamente.
Você pode aumentar drasticamente a velocidade de preenchimento sem afetar a qualidade. Conchas/paredes precisarão de mais alguns testes, mas com a maioria das impressoras, você pode obter até 60 mm/s sem perda importante de qualidade (algumas impressoras podem imprimir a 200 mm/s sem perda de qualidade).
Aceleração e Empurrão
Aceleração e jerk são valores estabelecidos no firmware da máquina, não estão escritos no código G e definem com mais detalhes como os movimentos são executados.
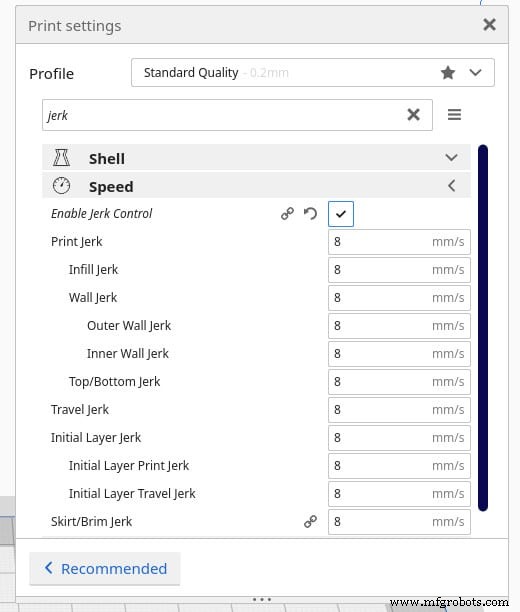
A configuração Jerk representa a mudança de velocidade instantânea máxima na qual um cabeçote de impressão se move de uma posição parada:quanto maior a configuração, mais rápido ele sairá de uma posição estável, quanto menor a configuração, mais lento posição.
Por exemplo, quando o cabeçote de impressão está parado, ele diz à impressora para ir instantaneamente de 0 mm/s para o valor de jerk definido, ignorando o parâmetro de aceleração. Também funciona nos dois sentidos, pois também controlará a velocidade na qual o cabeçote de impressão diminuirá até atingir 0 mm/s.
Se o valor de jerk for alto, levará menos tempo para atingir a velocidade máxima ou parar, reduzindo o tempo de impressão (assim como a qualidade de impressão, pois essas mudanças rápidas de velocidade podem introduzir vibrações).
A configuração Aceleração representa o quão rápido o cabeçote de impressão pode acelerar; quanto maior a configuração, mais rápido o cabeçote de impressão atingirá sua velocidade máxima, quanto menor a configuração, mais lento o cabeçote de impressão atingirá sua velocidade máxima. Aumentar a aceleração reduzirá o tempo de impressão se a cabeça de impressão tiver distância suficiente para percorrer.
Usando a calculadora a seguir, você pode inserir suas configurações de aceleração, distância/comprimento do eixo e a velocidade máxima desejada e você verá em quanto tempo sua impressora atingirá a velocidade desejada.
Configurações de suporte
Os suportes são um recurso comum usado na impressão 3D, pois, durante a impressão, cada camada precisa ser suportada pela camada abaixo dela. Às vezes, a extrusora precisa depositar material em um ponto onde não há material embaixo, e é aí que entram os suportes.
Agora, suportes de impressão são extremamente demorados, e é por isso que, se seu objetivo é acelerar o processo de impressão, você deve fazer o que for preciso para imprimir o mínimo de material de suporte possível.
Isso pode ser feito diminuindo a temperatura de extrusão, melhorando o resfriamento da camada, reduzindo a taxa de fluxo e reduzindo a velocidade de impressão, mas o que eu descobri que funciona melhor é ajustar a orientação da impressão de tal forma que reduza a quantidade de material de suporte necessário e, em seguida, aumentar o ângulo em que o Slicer começa a introduzir os suportes (no Cura está em 45 graus por padrão).
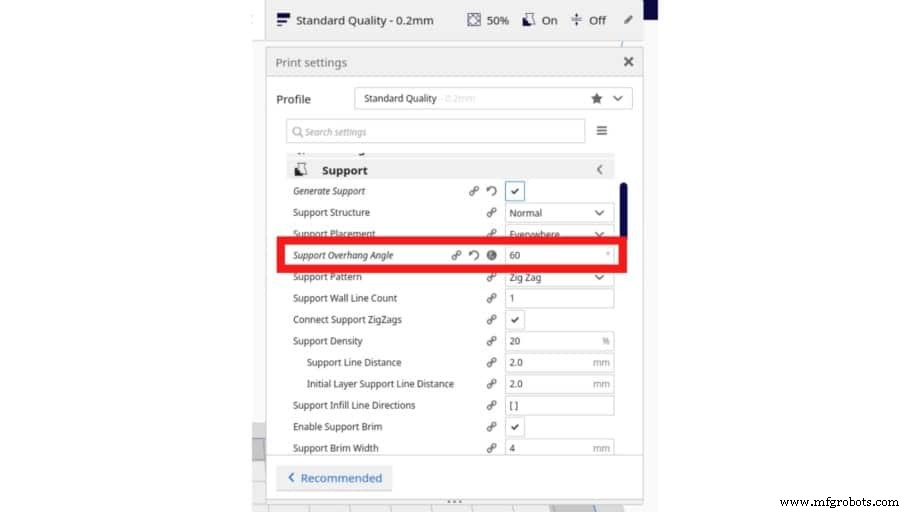
Para descobrir qual é o ângulo máximo que sua impressora pode imprimir confortavelmente sem a necessidade de suportes, você pode imprimir este teste de overhang &bridging e ver em que ponto ele começa a falhar. Se sua impressora puder imprimir confortavelmente em um ângulo de 60 graus, mas começar a falhar em 65 graus, habilite os suportes em 65 graus.
Outra maneira de imprimir mais rápido e também reduzir o uso geral de material é reduzindo a densidade de preenchimento do suporte.
Para saber mais sobre suportes e otimizar seu uso, confira este artigo que escrevemos sobre esse tema específico.
Altura da camada
A altura da camada é a distância entre o bocal e a camada anterior de material extrudado. Este parâmetro está relacionado ao nível de resolução que o modelo terá:quanto menor a altura da camada, maior o nível de detalhe e vice-versa.

Em termos de velocidade de impressão, camadas mais espessas significam que serão necessárias menos camadas para atingir a mesma altura, o que resultará em impressões mais rápidas.
Por outro lado, quanto mais você aumentar a altura da camada, menor será a resolução e, além disso, usar camadas mais espessas também pode ter um impacto negativo na resistência do modelo, pois há muito menos área de contato de superfície entre as camadas.
De um modo geral, uma boa altura de camada em termos de qualidade, velocidade e resistência é de 0,2 mm.
Largura da linha (Largura da extrusão)
A largura da linha determina a largura da linha que está sendo impressa. Normalmente, é tão largo quanto o orifício do bico, mas você pode aumentá-lo ou reduzi-lo ajustando essa configuração.
Com larguras de extrusão mais altas, a pressão dentro do bico também aumenta para espremer o material para os lados depois que ele sai do bico, assim, mais material sai do bico de uma só vez, o que significa impressões mais rápidas.
Claro, você não pode esperar aumentar a largura da linha para 200% e obter exatamente a mesma qualidade de impressão (embora muito semelhante neste estágio). Geralmente, diminuir um pouco a largura da linha aumenta a qualidade de impressão em detrimento da velocidade de impressão, enquanto aumentá-la demais reduz a qualidade de impressão, mas aumenta a velocidade.
Dica :Imprimir no modo vaso (Spiralize o contorno externo no Cura) geralmente resulta em impressões um pouco fracas ao usar um bico padrão de 0,4 mm, mas aumentar a largura da linha para 200% irá, essencialmente, imprimir o vaso com uma parede duas vezes mais espessa, resultando em uma impressão muito mais forte e sem demorar mais para terminar.
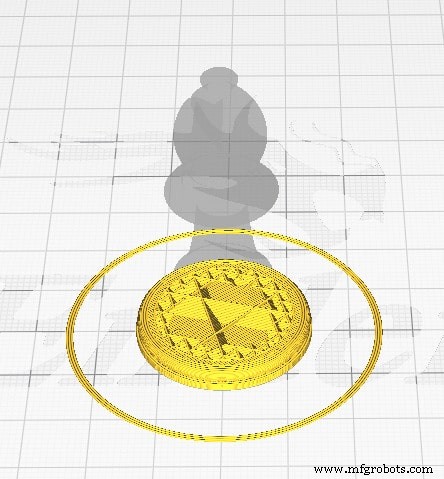
Configurações de adesão à cama (não use uma aba ou uma jangada)
Saias, abas e jangadas são projetadas para auxiliar na adesão ao leito (principalmente abas e jangadas). A saia é uma linha de plástico extrudado que envolve a modelo e estampada sem entrar em contato com a própria estampa. É usado para preparar a extrusora e obter um fluxo suave antes de começar a imprimir a peça.
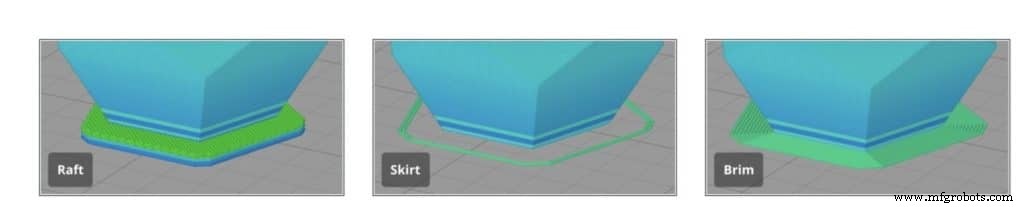
A aba é uma camada de material que envolve o modelo, assim como uma saia, mas que na verdade entra em contato com as bordas do modelo. Este ajuda na adesão da cama e evita deformações.
Um Raft é uma superfície impressa usada como base para imprimir o modelo 3D. Isso ajuda a garantir que a primeira camada seja bem impressa e que não se solte da superfície de construção.
Como você pode imaginar, usar uma jangada aumentará muito o processo de impressão e também consumirá mais material. Eu sugiro usar uma saia ou nada, já que a impressora geralmente prepara a extrusora de qualquer maneira imprimindo uma linha na lateral da cama.
Se a adesão ao leito for um problema, considere usar uma aba e aumentar a temperatura do leito ligeiramente acima da temperatura de transição vítrea do filamento.
Camadas adaptáveis
As camadas adaptáveis ajudam a reduzir muito o tempo de impressão sem perder muita qualidade e resolução, pois utiliza uma altura de camada variável; isso significa que a impressora aumentará uma altura de camada menor durante a impressão, dependendo da forma do modelo.
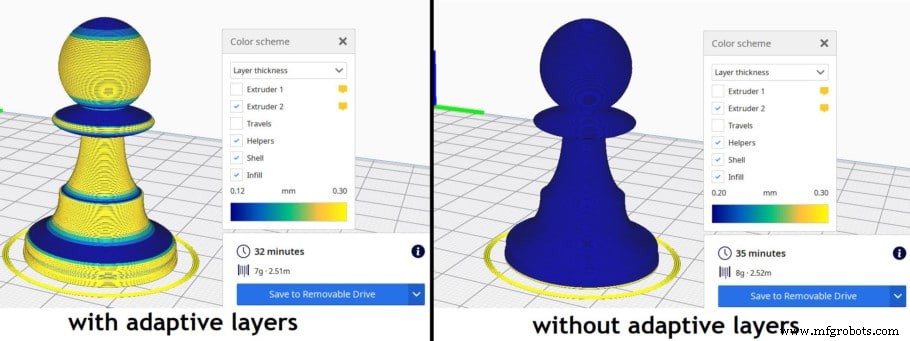
No Cura, esse recurso reduz automaticamente a altura da camada ao imprimir áreas geométricas curvas, enquanto áreas com menos alterações estruturais serão impressas com camadas mais espessas.
Dependendo do modelo em si, as camadas adaptativas podem economizar quase nenhum tempo até 15% ou até 20%, em alguns casos.
Outros métodos para aumentar a velocidade de impressão
Além das configurações do slicer, podemos recorrer a outros métodos para aumentar a velocidade com que as impressões saem da impressora.
Use um bocal maior (reduz a qualidade de impressão)
O uso de um bico de diâmetro maior permite imprimir perímetros mais amplos, reduzindo o número total necessário.

Da mesma forma, um bocal de diâmetro maior também permitirá aumentar a altura da camada que, como discutido anteriormente, tem um impacto direto na velocidade de impressão, embora isso represente uma clara redução na qualidade de impressão.
Um benefício adicional de imprimir com um bico maior é que, como a camada em si é muito mais larga, há muito mais área de contato de superfície, e isso se correlaciona diretamente com a força da impressão:quanto maior o bico, maior a largura da linha e esta maior área de contato da superfície resulta em impressões mais fortes.
Imprimir em grandes lotes
Se você precisar imprimir mais de uma peça, a impressão em grandes lotes seria uma opção adequada.
Isso reduz o tempo que a impressora tem para aquecer, resfriar, o número de vezes que você precisa nivelar a mesa (o nivelamento automático da mesa também leva muito tempo).
O único contra da impressão de lotes grandes é que, se houver um único erro/problema, como uma impressão se desprendendo da placa de construção, todo o lote será perdido e você precisará iniciá-lo novamente.
Conclusão e configurações de exemplo
A impressão 3D não é exatamente um processo rápido. Mesmo uma impressão com apenas alguns centímetros de altura pode levar várias horas para ser concluída.
Se você seguir este guia, poderá aumentar significativamente a velocidade de impressão sem uma redução extrema na qualidade.
A lista a seguir mostra configurações de exemplo para velocidades de impressão mais rápidas com impressoras 3D baratas padrão, como Ender 3:
- Altura da camada :0,28 milímetros
- Contagem de linhas de parede :2
- Preenchimento :5% - 10%
- Camadas adaptáveis :ativado
- Velocidade :60 mm/s
- Velocidade da camada inicial :20 mm/s
- Altura da camada inicial :0,2 mm
- Adesão ao leito :saia
- Largura da linha :200%
- Velocidade inicial do ventilador :0%
- Velocidade do ventilador (após as camadas iniciais):100%
- Ângulo da saliência do suporte :60º (Desative os suportes, se possível).
- Idiota: valor máximo de 20 mm/s.
- Aceleração: 400 m/s^2
Motor de passo da impressora 3D não funciona:vamos consertar!
Configurações e perfis ideais do Cura ABS (para todas as impressoras)
impressao 3D
- Velocidade de impressão 3D:como isso afeta o tempo de construção
- Como a otimização da topologia e a impressão 3D revelam novas oportunidades de design
- Como a impressão 3D transforma a indústria de alimentos e bebidas
- Como obter data e hora atuais em Python?
- Como otimizar sistemas de manufatura e economizar tempo
- O quê, por quê e como usar a chave inglesa
- Tempo ocioso - Definição, causas e como reduzi-lo
- Iterar e prototipar mais rápido do que nunca com impressão 3D
- Velocidade de impressão 3D versus qualidade; Melhores configurações!
- Tecnologia de manufatura aditiva e como os SDKs podem ajudar