


Mais leve
História
A descoberta do fumo no Novo Mundo no século XVI e a abertura de um mercado mundial criaram a necessidade de uma forma portátil de fazer fogo. Pedaços de pederneira e aço se chocaram e as pistolas modificadas foram os primeiros dispositivos. Em 1903, o químico austríaco Carl Auer von Welsbach fez um isqueiro de mão com uma roda marcante. Durante a Primeira Guerra Mundial, os soldados fizeram seus próprios cartuchos vazios. Na cidade de Nova York em 1886, Louis V. Aronson abriu uma empresa de "artigos de metal artístico" para fumantes e patenteou um isqueiro automático após a Primeira Guerra Mundial
Em 1931, George G. Blaisdell, de Bradford, Pensilvânia, viu um amigo tentando acender seu cigarro com um isqueiro estranho, mas que funcionou. Blaisdell adquiriu os direitos de distribuição americanos do produto austríaco. Ele redesenhou a caixa para maior conforto, melhorou a chaminé (ou proteção contra o vento) ao redor do pavio para torná-la mais leve à prova de vento e modificou a câmara de combustível. Blaisdell chamou seu isqueiro de "Zippo" porque gostou do som da palavra "zíper", que era outro dispositivo novo e aclamado publicamente. Ele começou a fabricar seu isqueiro em 1933.
O momento de Blaisdell foi ruim e a persistente Grande Depressão quase levou a empresa à falência. Sua sorte mudou durante a Segunda Guerra Mundial, quando os soldados descobriram que os isqueiros Zippo funcionavam em todas as condições climáticas. Tripulações de navios da Marinha têm usado esses isqueiros com seus próprios logotipos desde a Segunda Guerra Mundial, e isqueiros personalizados para soldados foram distribuídos durante todas as guerras durante a Tempestade no Deserto. Os isqueiros tinham muitos usos em tempos de guerra; Os soldados aqueciam rações em pó em seus capacetes com os isqueiros e podiam iniciar incêndios em todos os tipos de clima.
Os colecionadores procuram os isqueiros Zippo principalmente por causa da comemoração de grandes e pequenos eventos em suas caixas. Anúncios das décadas de 1940 e 1950 são valiosos colecionáveis, assim como isqueiros marcando o pouso na lua de 1969, equipes esportivas, muitos clientes corporativos e uma série de outros eventos históricos, personalidades e interesses especiais. Em 1997, 9.000 imagens diferentes foram usadas nos isqueiros.
Hoje, a Zippo é a única fabricante de isqueiros de bolso nos Estados Unidos e produz 50.000 isqueiros por dia. Outra produção mudou para a Europa e a Ásia, onde fumar é mais popular. Outros grandes fabricantes de isqueiros de bolso, como Ronson e BIC, têm instalações na Áustria, França e Ásia. As contribuições da BIC para o isqueiro são uma proteção de metal à prova de crianças sobre a roda de ignição e pequenos isqueiros descartáveis. BIC, Scripto e outros também fazem isqueiros utilitários (lareira) com formatos de tubos longos que são alimentados com gás butano. Outras empresas fabricam isqueiros.
Matérias-primas
Toda a caixa inferior e as partes de um isqueiro são chamadas de conjunto da caixa externa, e a caixa interna (contendo o combustível e a ação de faísca) e suas partes são chamadas de conjunto da caixa interna. As matérias-primas utilizadas para a fabricação mais leve são principalmente metais. A caixa externa é feita de latão de cartucho, um material desenvolvido para cartuchos de rifle. Um moinho especializado faz chapas de latão com a espessura adequada e as corta na largura exigida pelo fabricante do isqueiro. O latão é enrolado em grandes rolos ou carretéis que são entregues na fábrica.
Uma usina de metal processa aço inoxidável para a caixa interna de maneira semelhante. Ele também chega em grandes carretéis, e cada um contém metal suficiente para produzir vários milhares de isqueiros.
O fabricante produz a maioria das peças em um isqueiro. A maioria das peças menores também é feita de latão ou aço, dependendo da finalidade e da localização da peça no isqueiro. O tubo de sílex e a ponta da mola (contidos na câmara de combustível) são de latão, assim como o parafuso que os mantém no lugar e sai pelo fundo de ambas as caixas.
Outras pequenas peças internas e conectadas à caixa interna são de aço inoxidável. O came, o rebite do came e a placa são fixados na parte superior traseira da caixa interna e mantêm o isqueiro fechado. Na área da chaminé (cobertura contra o vento) e na frente, a mola do came e o olhal e o rebite para a roda de sílex seguram as peças que fazem o fogo. Empreiteiros especializados confeccionam os ilhós e fechos.
Três componentes não metálicos também fazem parte do conjunto da caixa interna; estes são wicking, bolas feitas de uma substância do tipo algodão e feltro. O pavio e as bolas são colocados na câmara de combustível. Um pedaço de feltro é fixado na parte inferior da caixa interna, mas sua extremidade frontal pode ser levantada para permitir recargas de fluidos mais leves e novas sílex.
Outros metais, incluindo níquel, cromo e ouro, são usados para revestir as caixas de latão mediante solicitação do cliente. Fluidos condutores não metálicos são usados nos banhos de galvanoplastia para os casos. Muitos métodos são usados para adicionar decorações às faces corretas dos isqueiros:emblemas tridimensionais (relevo) que normalmente representam organizações podem ser anexados aos isqueiros, os projetos podem ser gravados ou gravados no metal e os lasers podem desenhar projetos detalhados que são colorido por qualquer um dos vários métodos. Epóxis e tintas e pós especiais são necessários para essas imagens.
Design
O design básico e a operação do isqueiro de bolso mudaram pouco desde a década de 1930, mas o uso de novas tecnologias alterou drasticamente muitos aspectos da produção. Na manufatura, "design" inclui não apenas o produto e suas peças, mas também a introdução e a interação das máquinas com a montagem e outros processos de produção. Uma nova máquina ou técnica pode exigir outras.
O interesse do consumidor também mudou. Os isqueiros já foram ferramentas de bolso essenciais, mas agora são frequentemente considerados "arte de bolso". Técnicas sofisticadas, como gravação a laser e impressão tecnológica, são algumas das formas de revestir caixas mais leves. Isso requer artistas qualificados e experiência em engenharia em considerações artísticas e de produção, bem como limitações de tempo e custo.
O processo de fabricação
- O processo de fabricação começa na doca de recebimento da fábrica, onde são recebidas as matérias-primas e peças dos fornecedores. O pessoal da fábrica verifica a quantidade e a qualidade dos materiais e componentes. Eles também revisam projetos e especificações para confirmar se os materiais e peças atendem aos requisitos do engenheiro de projeto.
- As bobinas de metal usadas nas caixas externa e interna são enroladas em prensas em um processo denominado "repuxo profundo". As impressoras perfuram as bordas de cada isqueiro (como se fosse desdobrado e achatado), bem como os detalhes principais. Os orifícios na chaminé mais leve são perfurados por todo o aço da caixa interna. O nome do fabricante e os códigos de data são inseridos no fundo das caixas externas de latão.
- As peças da caixa são aparadas. Eles são movidos para a área de fabricação, onde as máquinas os dobram e dobram em seus formatos semelhantes a caixas e, em seguida, são soldados por pontos. As máquinas de solda são altamente precisas e podem soldar por pontos várias posições diferentes em uma caixa ao mesmo tempo.
- Enquanto isso, pequenas peças de metal são movidas para estações de montagem em preparação para o recebimento de caixas completas. O fabricante do isqueiro fabrica a maioria das peças especializadas, incluindo a dobradiça da caixa e as peças de latão que seguram e empurram a pederneira. Uma máquina de precisão fabrica e solda as dobradiças conectando a tampa da caixa e o fundo a ambas as partes, usando um forte processo de soldagem denominado "soldagem por resistência". Outras máquinas de fabricação produzem os componentes do tubo de sílex.
- Os acabamentos de latão das caixas externas podem permanecer sem revestimento, mas geralmente os exteriores são acabados em outros metais, incluindo níquel, ouro e cromo. Isso é feito em um processo chamado de galvanoplastia, em que uma pequena carga elétrica é aplicada a isqueiros suspensos em uma fileira móvel de cabides que passam por um banho líquido. Este banho contém uma solução condutora não metálica e também um pequeno pedaço de metal revestido. A carga oposta é aplicada ao banho e os átomos do metal de revestimento são retirados dessa peça de metal para os isqueiros carregados. Neste processo de revestimento, uma fina camada de átomos é eletricamente ligada a todas as superfícies das caixas.
- Independentemente do tipo de metal, todas as caixas recebem acabamento final. Muitos são polidos para um brilho cintilante. Outros recebem uma aparência ou textura escovada. Os operários da linha de montagem aplicam os acabamentos finais, inspecionam as caixas mais leves e as colocam em caixas adequadas para transferência para a próxima estação de montagem.
- As peças usinadas são então fixadas na parte superior do conjunto da caixa interna. O came, uma projeção semelhante a um dedo da caixa interna, aplica pressão suficiente na tampa da caixa externa para mantê-la fechada. Quando o proprietário empurra a frente da tampa para operar o isqueiro, a pressão do polegar supera a pressão aplicada pelo came e a tampa abre facilmente.
- A placa do came, que suporta o came, é rebitada no lugar, e o came também é preso à caixa com um rebite. Os furos para esses rebites foram feitos na caixa quando ela foi repuxada pela primeira vez na tira de aço inoxidável. Uma mola de came é adicionada à base da chaminé, que também é o topo da parte em forma de caixa da caixa. Um parafuso de ilhó através da mola do came o prende e também fornece a abertura para o pavio.
- Elementos da montagem da caixa interna são inseridos na casca soldada. Várias pequenas bolas de material tipo algodão são colocadas dentro da câmara de combustível que conterá o fluido de isqueiro. Um pedaço de mecha é inserido e será puxado pelo ilhó na chaminé mais tarde.
- A roda faiscante ou de sílex, que esfrega contra a pederneira para fazer o
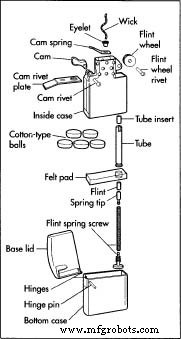 Os componentes internos de um isqueiro Zippo. faísca e acenda o combustível, também deve ser fixada firmemente na parte superior do conjunto da caixa interna. Uma máquina prende a roda de sílex à caixa. As conexões para a roda do isqueiro também foram pré-perfuradas durante a estampagem profunda.
Os componentes internos de um isqueiro Zippo. faísca e acenda o combustível, também deve ser fixada firmemente na parte superior do conjunto da caixa interna. Uma máquina prende a roda de sílex à caixa. As conexões para a roda do isqueiro também foram pré-perfuradas durante a estampagem profunda. - As marcas para produzir a faísca devem ser mantidas em posição próxima à roda de sílex e levantadas à medida que se desgastam. Um tubo de latão é inserido em um orifício na parte inferior da caixa interna. Uma pederneira, uma ponta de mola que está diretamente em contato com a base da pederneira e a mola de sílex são empurradas através do tubo de latão. A ponta da mola é feita de latão, mas a mola de sílex é de aço duro que resiste ao desgaste.
- Uma almofada de feltro com um orifício pré-cortado para a pederneira e fluido de isqueiro está estampada na parte inferior da caixa interna. A mecha é puxada através de seu ilhó e o conjunto da caixa interna é instalado no conjunto da caixa externa.
- Alguns isqueiros são enviados para estações de trabalho separadas para serem decorados de várias maneiras. Alguns têm emblemas em relevo (tridimensionais) anexados à direita
 Um isqueiro Zippo. laterais (visto que as aberturas mais claras estão voltadas para a frente). A gravação rotativa com arrasto de diamante corta padrões geométricos ou monogramas em alguns casos. Dois tipos de lasers são usados para gravar os contornos de desenhos de linha, fotos, logotipos de empresas e outros designs nas laterais dos isqueiros. Outros ainda têm desenhos gravados neles com máquinas de gravação controladas por computador.
Um isqueiro Zippo. laterais (visto que as aberturas mais claras estão voltadas para a frente). A gravação rotativa com arrasto de diamante corta padrões geométricos ou monogramas em alguns casos. Dois tipos de lasers são usados para gravar os contornos de desenhos de linha, fotos, logotipos de empresas e outros designs nas laterais dos isqueiros. Outros ainda têm desenhos gravados neles com máquinas de gravação controladas por computador. - Muitos designs podem ser preenchidos com cores usando um método de pintura. Para colorir designs mais elaborados, um processo de sublimação transfere a cor por calor e pressão diretamente para o revestimento da superfície. Em um exemplo deste método técnico, uma caixa de apresentação exibe um design que se estende por vários isqueiros. Uma cena de selva que cobre quatro isqueiros pode ter desenhos de animais e plantas que ficam sozinhos em um único isqueiro, mas também pode formar um quebra-cabeça ou um mural em todo o cenário.
- O departamento de arte também projeta embalagens para efeito de marketing máximo. A arte nas embalagens muda com o produto e com os pedidos dos clientes. As caixas também mostram seu conteúdo. Caixas de plástico, embalagens de plástico tipo blister, caixas de madeira de luxo e latas de coletor feitas sob medida com designs externos que complementam os isqueiros incluídos são exemplos. Eles também podem ter invólucros personalizados e podem ser forrados com veludo, feltro ou outros tecidos.
Controle de qualidade
O controle de qualidade está sujeito aos mesmos detalhes de engenharia que qualquer uma das operações da planta. Um método de qualidade chamado Controle Estatístico de Processo (SPC) incorpora controles em todos os aspectos do projeto, desde a concepção do produto até o gerenciamento. Os isqueiros podem não parecer produtos altamente sofisticados, mas sua fabricação requer tecnologia e equipamentos avançados para serem competitivos em termos de custos no mercado atual.
Os controles lógicos programáveis (PLCs) permitem que as máquinas operem usando informações de um extenso banco de dados. A aquisição de dados está prontamente disponível em toda a planta. As interfaces homem-máquina (IHMs) corrigem os problemas à medida que acontecem e os isqueiros, mesmo com as menores falhas, são retirados da produção imediatamente. Essas interfaces também mantêm todas as máquinas em operação, de modo que a manutenção ou o reparo de uma não desligue as outras.
A qualidade mecânica é mantida buscando as melhores novas tecnologias, incluindo processos de fabricação e robótica. Finalmente, o toque pessoal não pode ser substituído. A montadora é responsável por monitorar o produto em sua área e alertar os supervisores caso os detalhes não sejam perfeitos.
Subprodutos / resíduos
Os processos necessários para uma fabricação mais leve foram amplamente aprimorados para limitar o desperdício. Os solventes foram usados no passado para desengordurar peças de máquinas, mas as operações de hoje usam apenas água e sabão. Menos hidrocarbonetos são usados em metais de extração profunda e algumas plantas têm um sistema completo de tratamento de água que retorna a água do riacho para o meio ambiente em um estado mais limpo que o natural.
Lubrificantes são usados como névoas para penetrar no bom funcionamento das máquinas de rosca, mas a névoa é totalmente contida para proteger a camada de ozônio e os funcionários. A poeira da tela é aspirada e contida, e os resíduos de metal e papel são reciclados.
O Futuro
Os fabricantes de isqueiros em grande parte fugiram dos Estados Unidos para a Europa e a Ásia, onde fumar é mais aceito. No entanto, os isqueiros ainda têm um futuro promissor. Eles são úteis como pequenas fontes de luz para encontrar chaves perdidas e buracos de fechadura no escuro, e sua resistência ao vento ajuda os usuários a determinar a direção do vento porque ventos fortes ou mau tempo não apagam as chamas.
Os isqueiros reutilizáveis de metal são competitivos em relação aos descartáveis devido à sua durabilidade, confiabilidade, qualidade e valor sentimental. Isqueiros de qualidade são considerados itens de luxo, no entanto, e a competição pelos dólares dos consumidores nesta área é alta. Os fabricantes de isqueiros adicionam arte para exclusividade e adaptam as caixas externas a outros acessórios pessoais com a mesma comodidade e qualidade.
Onde aprender mais
Livros
Schneider, Stuart e David Poore. Zippo:O Grande Isqueiro Americano. Atglen, PA:Schiffer Publishing Ltd., 2000.
Schneider, Stuart e Ira Pilossof. O manual de isqueiros antigos. Atglen, PA:Schiffer Publishing Ltd., 1999.
Periódicos
Dininny, Paulette. "Keepers of the Flame:Depois de grandes vendas na Segunda Guerra Mundial e peças em filmes antigos, Zippos ainda estão por aí, geralmente como itens de colecionador quentes." Smithsonian Magazine (Dezembro de 1998).
Outro
Página da Web da BIC Corporation. Dezembro de 2001.
Página da Web International Vintage Lighters Exchange. Dezembro de 2001.
"Mais leve." Página da Web de Descobertas e Invenções. Dezembro de 20001.
Página da Web do Zippo. Dezembro de 2001.
Gillian S. Holmes
Processo de manufatura
- O que é VMC Machining?
- Guia para marcação a laser em alumínio
- Soldagem MIG vs. Soldagem TIG
- Guia para marcação a laser
- Considerações para usinagem suíça de alta produção
- Guia de Prototipagem CNC
- Compreendendo o Processo de Fabricação do Eixo
- O que é passivação de aço inoxidável?
- Novo PP reciclado de alto fluxo de fusão permite a produção de peças mais finas e mais leves
- Nova forma de material impresso em 3D voltado para designs de carros mais leves e mais seguros e muito mais